
Φ89 mm以下不锈钢无缝钢管管坯的经济型生产工艺
2016-11-10 07:36尹人洁童宗圣彭海龙邹友富张凯之
钢管 2016年4期
鄢 勇,尹人洁,童宗圣,江 健,彭海龙,张 涛,邹友富,张凯之
(攀钢集团成都钢钒有限公司,四川成都610301)
Φ89 mm以下不锈钢无缝钢管管坯的经济型生产工艺
鄢 勇,尹人洁,童宗圣,江 健,彭海龙,张 涛,邹友富,张凯之
(攀钢集团成都钢钒有限公司,四川成都610301)
针对Φ89 mm以下300系列奥氏体不锈钢无缝钢管冷加工生产流程长、生产周期长、产量低、成材率低、成本高以及酸洗污染等问题,通过变形工艺研究,设计开发出“热轧(穿孔+定径)+在线水冷”工艺,以生产Φ89 mm以下不锈钢无缝钢管坯料。检验结果表明:采用“热轧(穿孔+定径)+在线水冷”工艺生产的Φ89 mm以下不锈钢无缝钢管坯料规格接近最终冷轧成品尺寸,可减少中间冷轧(拔)道次,简化工艺流程,缩短生产周期,提高成材率,具有良好的经济性。
不锈钢;无缝钢管;管坯;经济型;生产工艺
随着我国经济建设的快速发展,不锈钢钢管的消费量不断增加,不锈钢无缝钢管的需求量日趋扩大,市场前景看好。不锈钢具有优异的耐蚀性、成型性以及在很宽温度范围内的强韧性等系列特点,在重工业、轻工业、生活用品行业以及建筑装饰等行业中得到广泛应用[1-6]。Φ89 mm以下300系列奥氏体不锈钢无缝钢管因其具有良好的综合性能,在锅炉、石化行业中得到大量使用。特别是在锅炉行业中作为热交换器的重要母材来使用[7-8]。
自Φ89 mm以下300系列不锈钢无缝钢管国产化以来,涌现出大量的生产加工企业,主要包括江苏武进不锈钢股份有限公司、浙江久立特材科技股份有限公司以及攀钢集团江油长城特殊钢有限公司等;主要的生产工艺路线有:“穿孔+多道次冷轧(拔)”或“挤压+多道次冷轧(拔)”。因每道次变形量有限,要制成成品常需多道次的冷轧或冷拔。由于不锈钢的冷加工硬化和表面质量等原因,在进行每道次的冷轧或冷拔前,需进行退火热处理、酸洗、润滑等一系列处理[9]。繁杂的工序带来生产流程长、生产周期长、产量低、成材率低、成本高以及酸洗污染环境等问题。本文介绍了攀钢集团成都钢钒有限公司(简称攀成钢)为达到局部以热代冷、简化工序、降低成本、缩短生产周期的目的,通过生产工艺优化、创新,开发出一种在热轧机组进行轧制和在线水冷的工艺,直接生产出接近最终冷轧成品尺寸的不锈钢无缝钢管坯料。
1 管坯的一般技术要求
Φ89 mm以下300系列奥氏体不锈钢无缝钢管的几何尺寸应符合外径公差(-1%~+1%)D,壁厚公差(-10%~+10%)S,全长弯曲度应不超过0.2%L;同一截面上实测的外径最大值与最小值之差不应超过外径公差的75%;同一截面上实测的壁厚最大值与最小值之差应不超过14%S。在线固溶后的力学性能应满足后续加工要求。
2 技术难点分析
奥氏体不锈钢的主要特点有:①轧制变形抗力大,奥氏体不锈钢在1 100~1 200℃,其变形抗力接近普通碳钢、合金钢的2倍;②变形温度范围窄,通过资料查阅和多次的试验摸索,生产小直径奥氏体不锈钢钢管的理想开轧温度在1 100~1 150℃;③与普通碳钢和合金钢相比,奥氏体不锈钢在轧制变形过程中的宽展更大;④比普通的碳素钢和合金钢更容易黏钢,一方面因为采用的变形工具材质为耐热钢,在钢种、钢级上同一般合金钢相比与奥氏体不锈钢更为接近,另一方面因为不锈钢抗氧化能力强,坯料表面氧化皮较少,无法在坯料和变形工具间产生间隔;⑤热膨胀系数大,高温下奥氏体不锈钢的线膨胀系数是普通碳钢和合金钢的1.5倍左右;⑥低温段热导率低,奥氏体不锈钢在低温状态下的热导率较低,仅为普通碳钢的1/3[10]。
因此,在生产奥氏体不锈钢无缝钢管时存在以下技术难点:
(1)确定不锈钢钢管坯料加热工艺制定有一定难度。不锈钢加热温度范围窄,其热导率与碳钢差别也较大。在加热制度设计上,为保证加热质量,必须将加热速度控制在合理的范围之内。而在高温时,过长的高温保温时间和过高的保温温度易导致坯料晶粒组织产生δ铁素体以及出现晶粒长大严重现象,从而造成钢管内表面缺陷。
(2)变形工艺参数设定需重新选择,明显不同于碳钢钢管。与碳钢钢管相比,不锈钢钢管具有变形抗力大、热膨胀系数大、低温段热导率低、宽展大、易黏钢的特点,在穿孔、定(减)径工艺参数的设定上与碳钢钢管有明显差异。
(3)不锈钢钢管在线水冷热处理技术需要确立。在线水冷不同于离线固溶,在线水冷不需再次对钢管进行加热,如何利用变形余热进行在线处理,保证钢管的力学性能可满足后续加工要求。
3 工艺试验依据及结果
在Φ76 mm二辊轧管机组上生产Φ76 mm×10 mm不锈钢无缝钢管,试验钢种为TP347,执行ASTM A 213/A 213M—2014《锅炉、过热器和换热器用铁素体和奥氏体合金钢无缝钢管技术条件》标准[11]。生产工艺流程为:坯料Φ97 mm×1.6 m→斜底式加热炉加热→穿孔Φ100 mm×10 mm×3.84 m→定径Φ76 mm×10 mm×5.52 m→在线水冷。成品管的外径公差在(-1%~+1%)D,壁厚公差在(-10%~+10%)S。
3.1 钢坯加热工艺研究
取样在实验室进行热导率与温度的关系试验,并以此为依据制定加热、保温速率。1 000~1 300℃的Fe-Cr-Ni三元合金相图截面如图1所示。从图1可以看出:TP347H等奥氏体不锈钢在1 100℃以上时就有可能会析出δ铁素体,如果加热温度过高,再加上穿孔时钢管内孔温度的升高,导致穿孔时析出δ铁素体,两相变形不一致,塑性急剧降低,容易产生钢管内折缺陷[12]。因此,将斜底式加热炉均热段加热温度设置在1 100~1 200℃进行穿孔,在此温度区间每间隔15℃进行保温设置,以确定合适的保温温度。
测定1Cr18Ni9Ti奥氏体不锈钢在不同温度区间的线膨胀系数,结果见表1。通过与普通碳钢进行对比,为确定穿孔及定径工艺参数提供数据支撑。
结合图1及多次的生产实践,合适的斜底式炉均热段加热温度应为1 110~1 140℃。
过快的加热易导致坯料产生裂纹,而过长时间处于高温状态时,又导致坯料晶粒度过分长大,影响产品组织性能;因此,采用温度∧850℃时缓慢加热,在高温段快速加热到所需温度的加热制度。笔者根据攀成钢斜底式加热炉的特点并结合生产经验,制定了TP347不锈钢钢坯的加热制度,具体如图2所示。
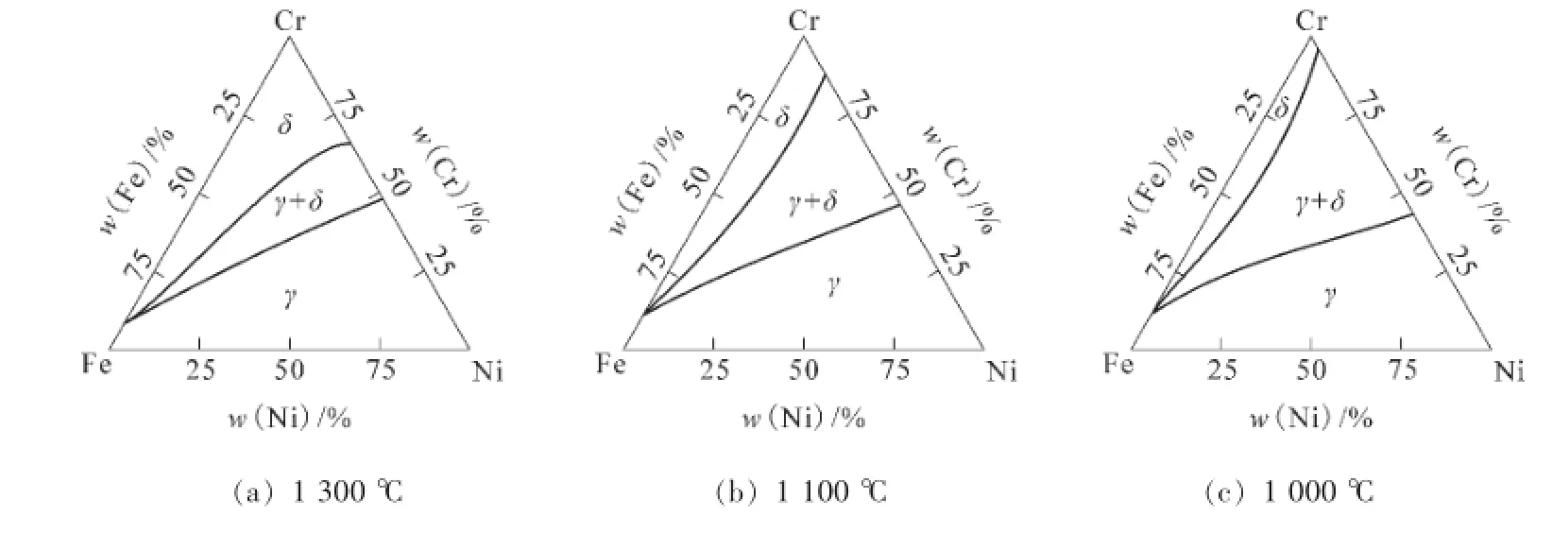
图1 1 000~1 300℃的Fe-Cr-Ni三元合金相图截面示意

表1 1Cr18Ni9Ti奥氏体不锈钢在不同温度区间的线膨胀系数
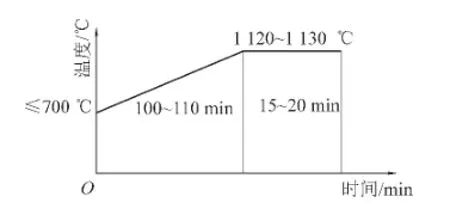
图2 TP347H不锈钢钢坯的加热制度示意
3.2 穿孔工艺研究
穿孔原理是利用管坯中心区金属裂而未断的疏松状态,将顶头置于疏松区进行穿孔,从而获得穿孔过程的力学、运动学和毛管质量的最佳综合效果[13-14]。穿孔工艺参数的调整要从奥氏体不锈钢的特点出发,达到两个目的:一是创造良好的变形条件,保证穿孔过程的顺利进行;二是防止内外表面缺陷。穿孔主要的影响参数包括轧辊转速、顶前压下率、椭圆度等[15]。
(1)轧辊转速。控制穿孔机的轧辊速度对抑制毛管温度是很重要的,穿孔速度越快,毛管的温度(尤其是内表面温度)越高,在穿孔的过程中不锈钢毛管析出δ铁素体,造成钢管内表面缺陷。因此,对比穿孔速度为40,50,60,70,80 r/min时的轧制情况,确定最优穿孔速度。
(2)顶前压下率。习惯用顶前压下率来表示管坯形成孔腔的危险程度,并用此参数作为确定穿孔机孔型设计及顶头位置调整的重要依据之一。顶前压下率过小,则无法实现穿孔的二次咬入;若顶头压下率过大,则易形成孔腔,造成内折。钢的强度极限和塑性不同,其临界压下率也不同;而影响顶头压下率的因素包括管坯低倍组织、高倍组织以及加热质量等。生产小直径奥氏体不锈钢钢管时,坯料采用扒皮锻坯,因管坯经轧制后低倍组织等得到了改善,顶前压下率可取得大一些;但是由于坯料较小,且高温变形抗力大,管坯变形时中心搓动剧烈,顶前压下率也不易设置过大[15]。分别进行顶前压下率为4%、5%、6%、7%情况下的对比试验,确定适合参数。
(3)椭圆度。椭圆度是指导盘距离与轧辊距离的比值,而椭圆度又影响毛管质量,咬入条件,轴向滑移、穿孔速度、扩径量,轧卡及毛管尺寸控制等。特别是对毛管质量影响更为明显:椭圆度越大,使金属横向变形增大,轴向变形减小,而金属横向变形增大会导致管坯中心区的拉应力增大,促使管坯中心孔腔的形成;过小的椭圆度会导致轧辊形成的管坯旋转和前进的动力不足以抵消其摩擦力与顶头阻力,会造成堵转、轧卡。可见,椭圆度的设置应考虑到坯料的质量、抗力、机组能力以及生产规格等多种情况[15]。不锈钢的宽展比碳钢大,选择的椭圆度比碳钢稍大。分别进行椭圆度为1.08、1.10、1.12、1.14等情况下的对比试验,最终选择合理的椭圆度。
(4)定(减)径。由于奥氏体不锈钢宽展较大,在定径时更易产生“青线”、凸棱等表面缺陷,需根据不同毛管规格、变形量设计,确定变形参数。在12机架定(减)径机中定(减)径,设计中间机架的减径率约为3.5%,第1机架减径率为1.0%,成品机架减径率为0的情况下,分别进行最后4个机架、3个机架、2个机架的减径率设为1.0%的对比试验,最终确定合适工艺参数。
在Gleeble 2000A热模拟高温试验机上测定TP347不锈钢的抗拉强度,拉伸速度为0.33 mm/s,并绘制其热模型曲线。TP347不锈钢的热模型曲线如图3所示。从图3可以看出:1 100℃时TP347不锈钢无缝钢管的抗拉强度在60 MPa左右,是轧制碳钢钢管的2.0~2.5倍。
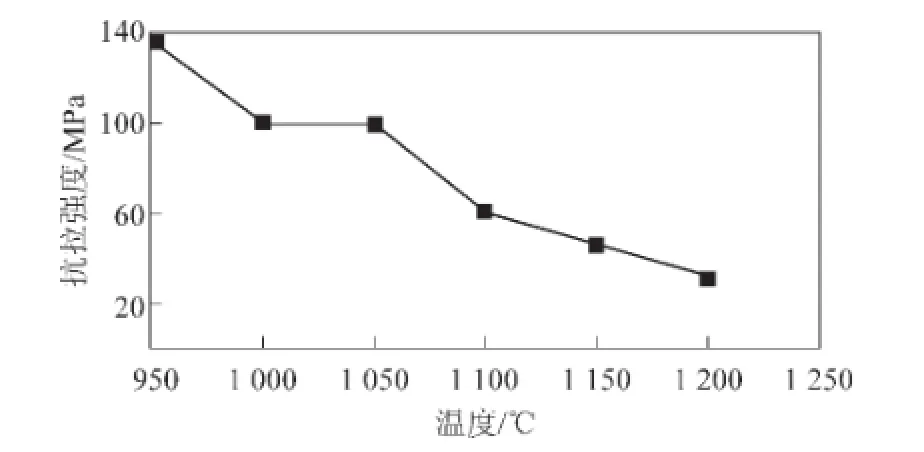
图3 TP347不锈钢的热模型曲线
通过理论数据与多次生产实践相结合的方式,最终确定了生产小直径奥氏体不锈钢无缝钢管质量较好时的生产参数:通定心孔深度定为5~10 mm,穿孔机轧辊转速控制在50~60 r/min,顶前压下率为5%~6%,椭圆度控制在1.12~1.14,定径机的第1机架和倒数第2~5机架的减径率为1.0%,成品机架减径率为0,中间机架减径率约为3.5%。生产Φ76 mm×10 mm不锈钢无缝钢管时的穿孔参数见表2。
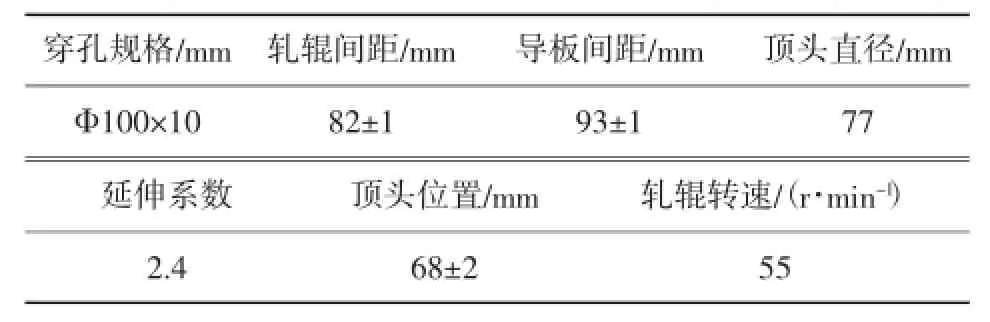
表2 生产Φ76 mm×10 mm不锈钢无缝钢管时的穿孔参数
3.3 在线固溶热处理工艺技术研究
因为在斜底式加热炉加热时,管坯中的合金元素已充分溶解,高温轧制过程中未能析出,所以定(减)径后,在钢管温度略低于固溶温度时直接入水,可达到离线固溶改善钢管冷加工性能的目的。因此,通过控制生产节奏,将Φ76 mm×10 mm不锈钢无缝钢管的入水温度控制在800~950℃,控制轧制节奏为60~100 s/支,轧制节奏每增加10 s进行一组对比试验,确定合适的轧制节奏和在线固溶入水温度。
通过多次试验摸索,最终确定轧制节奏控制在70 s/支,Φ76 mm×10 mm不锈钢无缝钢管的入水温度为920~950℃。Φ76 mm×10 mm不锈钢无缝钢管经在线固溶后的性能见表3。

表3 Φ76 mm×10 mm不锈钢无缝钢管经在线固溶后的性能
4 管坯实物质量水平
Φ76 mm×10 mm不锈钢无缝钢管的外径和壁厚分布情况如图4所示,屈服强度、抗张强度和伸长率分布情况如图5所示。
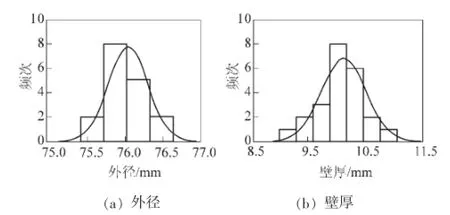
图4 Φ76 mm×10 mm不锈钢无缝钢管的外径和壁厚分布情况

图5 Φ76 mm×10 mm不锈钢无缝钢管的屈服强度、抗张强度和伸长率分布情况
5 结语
(1)设计开发出的“热轧(穿孔+定径)+在线水冷”生产Φ89 mm以下不锈钢无缝钢管坯料生产工艺,可减少中间冷轧(拔)道次,极大地简化工艺流程,缩短生产周期,降低生产成本。
(2)采用在线水冷热处理,将不锈钢无缝钢管坯料的入水温度控制在920~950℃,可有效保证各方面性能满足后续冷加工要求,能够实现代替离线固溶的目的。
[1]殷国茂,邹子和,周云南.我国不锈钢无缝钢管的生产现状及发展[J].钢管,1998,27(6):17-30.
[2]邹子和.美国不锈钢管市场分析及对我国不锈钢管发展方向的启示[J].钢管,2008,37(6):17-21.
[3]江永静.不锈钢无缝钢管生产的工艺问题[J].钢管,2000,29(3):1-3.
[4]钟倩霞,严圣祥.我国不锈钢管市场需求及国内外不锈钢管生产技术发展趋势[J].钢管,2002,31(5):1-8.
[5]邹子和.我国不锈钢管生产技术的进展及其与国外的差距[J].钢管,2000,29(6):7-14.
[6]邹子和,朱诚.我国不锈钢管生产的现状[J].钢管,1996,25(6):18-20.
[7]江永静,钟倩霞.不锈钢管的需求和生产技术发展概况[J].钢管,2006,35(5):9-12.
[8]严圣祥,钟倩霞.不锈钢管生产技术的发展[J].钢管,2008,37(2):5-9.
[9]杨乃占.无缝不锈钢管的生产工艺初探[J].科技创新导报,2013(21):71.
[10]张京山,张灏.金属及合金材料手册[M].北京:金盾出版社,2005.
[11]ASTM A 213/A 213M—2014锅炉、过热器和换热器用铁素体和奥氏体合金钢无缝钢管技术条件[S].2014.
[12]肖纪美.不锈钢的金属学问题[M].北京:冶金工业出版社,2006.
[13]杨宗毅.使用轧钢技术手册[M].北京:冶金工业出版社,1997.
[14]田党,李群.关于锥形辊穿孔机的穿孔原理及应用问题的讨论[J].钢管,2003,32(6):1-4.
[15]成海涛.无缝钢管缺陷与预防[M].成都:四川科学技术出版社,2007.
An Economic Manufacturing Process for Stainless Steel Blank Pipes Sized under Φ89 mm
YAN Yong,YIN Renjie,TONG Zongsheng,JIANG Jian,PENG Hailong,ZHANG Tao,Zou Youfu,ZHANG Kaizhi
(Pangang Group Chengdu Steel and Vanadium Co.,Ltd.,Chengdu 610301,China)
A number of shortcomings stay with the production of the cold-processed 300 Series austenitic stainless steel pipes as sized under Φ89 mm,namely,rather long manufacturing process flow and production cycle,low output,low yield,high operational costs and environment-contaminating pickling operation,etc.Addressing such problems,based on study on the deformation process,the process of hot rolling(piercing+sizing)plus in-line water cooling is designed and developed to produce seamless stainless steel blank pipes sized under Φ89 mm.Results from inspections of and tests to the pipes as made with the above mentioned process show that their dimensions are close to the finished cold-rolled pipes.It is concluded that the said manufacturing process is capable of reducing intermediate cold-rolling(drawing)passes,simplifying the process flow,shortening the production cycle,and increasing the yield,being remarkably economic.
stainless steel;seamless steel pipe;blank pipe;economic type;manufacturing process
TG335.75
B
1001-2311(2016)04-0046-05
2015-11-10;修定日期:2016-05-16)
鄢勇(1986-),男,工程师,从事无缝钢管的新产品研发和轧管工艺研究工作。
猜你喜欢
煤气与热力(2021年4期)2021-06-09
钛工业进展(2021年1期)2021-03-13
山东冶金(2019年6期)2020-01-06
重型机械(2019年3期)2019-08-27
中国建筑金属结构(2019年4期)2019-05-15
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
天津冶金(2018年3期)2018-07-27
中国有色金属学报(2017年12期)2017-03-02
邢台职业技术学院学报(2016年5期)2017-01-07
现代冶金(2016年6期)2016-02-28
