穿螺纹烟管用工装设计
2016-11-04 20:09赵国义
科技视界 2016年23期
关键词:锅炉
赵国义
【摘 要】本文介绍了锅炉制造中一种用于螺纹烟管穿过管孔时用的非标工装,该工装在产品装配过程中方便易操作,不但降低了工人的劳动强度,节省了时间,而且还大大提高了生产效率。此工装制作简单,易操作,在锅炉制造中具有推广性。
【关键词】锅炉;螺纹烟管;工装设计
0 前言
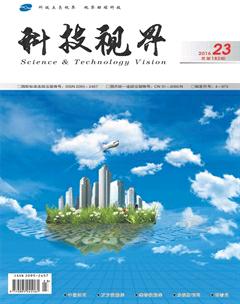
在锅壳锅炉制造中,螺纹烟管是一种高效传热元件。其几何尺寸:管径d、螺距t和螺纹深度e(管内侧)是精心设计、优化的结果;数值的大小对传热、阻力、积灰、磨 损、强度和疲劳均有影响。螺纹烟管是DZL工业锅炉的重要组成部分,形状如图1所示,其长度在6~12米且比较重,装配困难且劳动强度大是制作中的一个难点。
1 螺纹烟管制造
1.1 工艺流程介绍
制造螺纹烟管所用的材料应符合GB3087标准的要求且按JB3375中规定入厂检验合格后方可用于生产,然后试压制确定压制深度、螺纹压制、检验、锯割去毛料(根据配料尺寸定)、装配、贴胀、焊接工序。螺纹烟管主要制作工艺流程如下:
材料验收—试压制确定压制深度—螺纹压制—检验—锯割去毛料(根据配料尺寸定)—螺纹烟管的检验(用样板进行检验)—锯割去毛料(根据配料尺寸定)—转装配车间进行装配—贴胀(为了消除管子与管壁的间隙及降低焊接应力)—焊接。
1.2 材料
钢管的内、外表面不允许有裂纹、折叠、轧折、结疤,滚压螺纹管的管材代用时必须履行代用手续,并符合有关标准的规定。
1.3 下料
钢下料前首先校对钢管的材质和规格;钢管下料应以生产图纸的材质、规格及数量为依据;螺纹管用的钢管下料应采用机械下料方法;钢管在螺纹管压制成形过程中,由于管壁发生塑性变形,其变形量与机床结构、加工形式、材质及槽深等因素有关,导致螺纹管在长度方向上产生不同程度的缩短,其每米收缩量为1~1.5mm。锅炉产品螺纹烟管的下料长度由锅筒实际长度、图纸中烟管伸出前、后管板的长度、装配焊接余量及螺纹烟管压制缩短量几部分组成。所以螺纹烟管的实际下料长度由上道工序(安装工序)根据实际产品测量后提供。
1.4 压制前准备
螺纹管的加工应由取得相应设备操作证的人员进行操作。操作人员应熟悉产品图样和有关工艺文件。操作人员应检查材操作人员应熟悉产品图样和有关工艺文件。操作人员应检查材料标记,确认材质是否符合图样要求。滚压螺纹管前,应进行设备的试运转,检查滚压装置安装是否正确牢固,成形轮及托轮表面是否完好,转动是否灵活。
1.5 螺纹管滚压成形
正式压制螺纹管前必须进行试压,以确定满足生产图纸中要求的螺纹螺距和螺纹管内壁螺纹高度下的压轮的进给量。螺纹管加工过程中,应随时检查成形轮及托轮,若发现麻坑或有其它缺陷出现,应及时修磨或更换。若发现螺纹管有影响产品性能的诸如割穿等缺陷应及时报废。为防止螺纹管夹持端夹持变形,一定要将相应的规格的内撑块提前放入管端,再进行夹持。螺纹管压制后外螺纹深度h比螺纹管内表面螺纹高度e 要高0.1mm。因此为保证压制后的螺纹管内表面螺纹高度e 符合图纸要求,螺纹管在压制过程时,螺纹管压制深度应取图纸标注e的上偏差,及压制深度h=e+a(如图1)。
1.6 检验
为保证螺纹烟管的制造质量和传热效果,螺纹管应逐根进行检查。螺纹深度用检验样板进行检验。螺纹管螺距t(图1) 的偏差为±5mm,如螺纹管螺距超差,其超差数值不应超过规定偏差值的100%及10mm,且超差数量不大于该根螺纹管螺距数量的10%。螺纹管压制后,表面不得有裂纹、 皱褶等缺陷。
因螺纹烟管装配靠人工进行推送,无引导性工装,螺纹烟管穿过管孔装配时具有一定难度。此工装使用之前需有操作工人在锅筒中间将螺纹烟管与管孔进行对正,穿到最后一个管板管孔时需工人用小杠杆将烟管撬起,以便穿过管孔,多次人工调正,费工费时且有安全隐患。通过对螺纹烟管整个装配过程的跟踪、观察、研究分析,设计了一种螺纹烟管穿过管孔时用的引导性工装。
2 工装结构、原理及使用情况
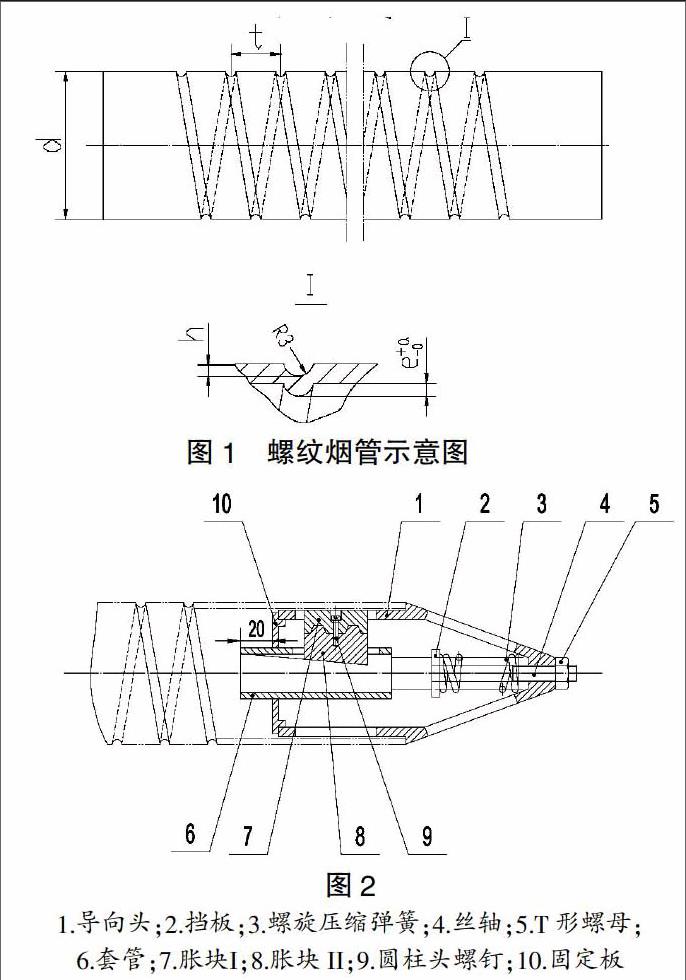
2.1 工装结构如图2所示
本工装结构适用于直径?准70~?准89,长度6~12米的螺纹烟管装配。
2.2 工作原理
本工装的工作原理为一简单的螺旋传动变直线运动,即图1中所示的T形螺母只能绕丝轴的轴线做圆周运动,丝轴则左右移动,丝轴的左右移动最终带动胀块上下移动,运用 T形螺纹传动,使整个传动过程平稳且具有自锁性,从而保证了胀块胀紧烟管内壁以达到穿螺纹烟管时此工装不会松动;松开T形螺母,压缩弹簧将丝轴弹开利于胀块自动落下。
2.3 使用情况
根据生产图纸中螺纹烟管的直径将穿管工装放进烟管内壁,旋转T形螺母,使丝轴带动胀块胀紧烟管内壁,确定螺母旋紧后穿螺纹烟管,螺纹烟管顺利通过管孔,只需将螺母松开,压缩弹簧将丝轴弹开胀块自动落下,拿出工装就顺利实现了螺纹烟管的装配工序,不再占用人工调整。
3 工装制作要领
丝轴调节平稳,胀块与丝轴装配后无阻滞现象。
4 结束语
该工装制作成本低,安全易操作。使用本工装后,穿 螺纹烟管比以前节省了时间,降低了工人的劳动强度,提高了生产效率。
【参考文献】
[1]闻邦椿.机械设计手册[M].5版.北京:机械工业出版社,2010.
[2]孟少农.机械加工工艺手册[M].北京:机械工业出版社,1995.
[责任编辑:田吉捷]
猜你喜欢
昆钢科技(2020年6期)2020-03-29
中国特种设备安全(2018年10期)2018-12-18
山东冶金(2018年5期)2018-11-22
电子测试(2018年14期)2018-09-26
电子制作(2017年13期)2017-12-15
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年6期)2016-05-17
机械工程师(2015年10期)2015-02-02
中国特种设备安全(2014年12期)2014-09-04
中国设备工程(2014年1期)2014-02-28