水轮发电机组盘车数据处理及软件开发
2016-11-02 08:04谢建国方仲超程远楚王豪郑小贺
水电站机电技术 2016年2期
谢建国,方仲超,程远楚,王豪,郑小贺
(1.宝珠寺水力发电厂,四川广元628032;2.武汉大学,湖北武汉430072)
水轮发电机组盘车数据处理及软件开发
谢建国1,方仲超1,程远楚2,王豪2,郑小贺2
(1.宝珠寺水力发电厂,四川广元628032;2.武汉大学,湖北武汉430072)
盘车是立式水轮发电机组安装检修过程中一项十分重要的工作,良好的盘车质量是机组健康运行的重要保证。传统的人工等角测量方法,劳动强度大,工作效率低下,而自动盘车方法不能从根本上提高盘车速度及工艺。本文采用非线性函数拟合方法进行盘车数据处理,提出了一种综合考虑法兰处摆度和水导处摆度的刮垫厚度和最大摆度方位计算方法,并开发了相应的盘车数据处理工具软件。实际应用表明,该方法应用方便,加快了盘车速度,提高了盘车质量。
盘车;数据拟合;软件开发
0 引言
对于立式水轮发电机组,如果镜板摩擦面与机组轴线绝对垂直,且组成轴线的各部件又没有曲折和偏心,那么当机组回转时,机组的轴线将和理论回转中心相重合。但是,由于制造与安装形成的误差,实际的镜板摩擦面与机组轴线不会绝对垂直,轴线本身也不会是一条理想的直线,因而在机组回转时,机组中心线就要偏离理论中心线。那么不可避免地会使各部件产生偏摆,这样由导瓦确定的其理论运行空间变小,在运转过程中轴系会产生径向平移,导致导轴承负荷的加大(除正常水推力和不均衡磁拉力外的力),当这种情况达到一定程度时,导瓦的损伤就不可避免。因此,机组轴线的测量、分析和调整是机组检修中最为关键的工序之一。盘车时间的长短将直接关系到整个安装检修的直线工期控制,盘车质量的好坏对机组的运行状况也有着重要的影响[1]。
机组轴线调整通常采用传统盘车人工等角测量[2]。传统的等角盘车人工读数方法存在不可克服的失真弊病,如:测数不准,无法一步调整到位,造成反复、无效劳动多;劳动强度大,工作效率低。近年来,自动化盘车系统[3-5]大量应用于机组检修。但这些盘车系统仅解决了自动转动问题,并不能提高盘车的速度与工艺,且已有自动化盘车系统造价高、维护复杂,无法得到很好应用的例子[6-7]。
无论是人工等角测量方法,还是自动盘车方法,轴线测量数据的分析与处理是其中重要的一环。为了提高盘车的准确与适用性,文献[8]提出了一种基于改进遗传算法提取正弦信号参数的求解,文献[9]建立了任意角盘车摆度公式。本文拟基于测量的相关数据,结合非线性函数拟合、最小二乘算法,并采用高斯—牛顿法进行求解,求取各测量点的摆度向量,并开发相应软件,自动计算机组轴线调整参数,给出合理的调整方案,加快机组轴线调整进程,提高盘车质量。
1 盘车数据处理
采用等角8点法,通过盘车已得到推力轴承处导轴承的摆度值、发电机主轴连接法兰处的摆度值,以及水轮机导轴承处的摆度值(如表1)。对于连续盘车方式,可以通过相位换算得出如表1所示的等效的等角8点的数据。

表1 发电机盘车记录单位:0.01mm
上导处的全摆度计算如下:
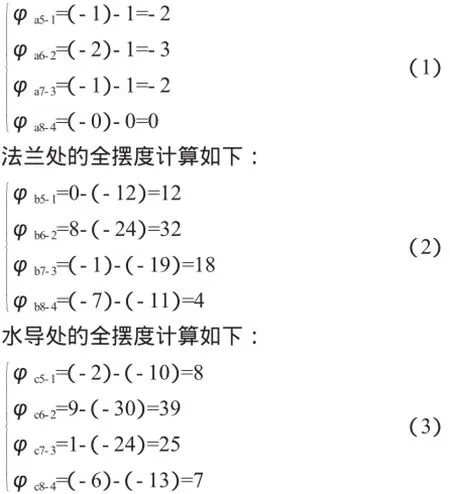
由上述计算值可知:法兰处的最大倾斜在测点号“6”处(方位角为225°),其值为:

水导处的最大倾斜同样在测点号“6”处(方位角为225°),其值为:

2 盘车数据拟合
理论上讲,盘车时在法兰处和水导处所测得的净摆度值应符合正弦变化规律,并可在正弦曲线中找到最大摆度值及其对应的方位。但是,由于加工误差、测量误差及在盘车的受力不均匀等诸多因素的影响,使得测量到的数据不完全满足正弦曲线规律。因此,需提取测量数据中的有效成分,文献[8]采用遗传算法实现了连续采样数据的正弦拟合,突破了传统等角8点盘车的局限。本文结合等角8点盘车和连续盘车法,利用非线性函数拟合和最小二乘算法,给出一种盘车数据的拟合方法。
对于表1所述的数据,可以计算出法兰处和水导处的净摆度值如表2。
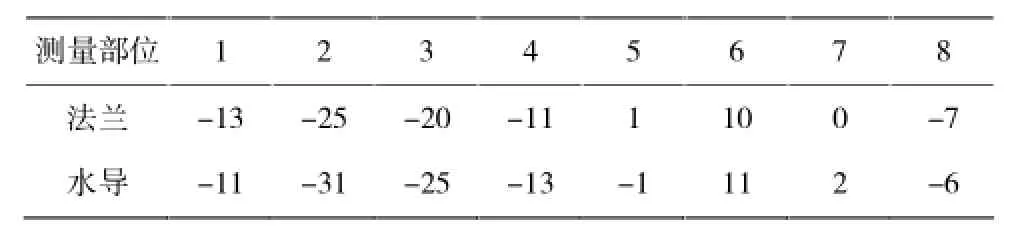
表2 净摆度计算数据单位:0.01mm
以法兰处为例,假定测量的净摆度值符合正弦变化规律,则有

式(6)为一非线性方程,可按最小二乘意义对一般的非线性函数进行曲线拟合。对于给定的n对数据点(xi,yi),i=1,2,…n,要求确定函数y=f(x,B)中的非线性参数B,使得式(7)为最小。

对于这种多参数的非线性问题,这里采用高斯—牛顿法,通过逐次“线性化”的间接方法处理。其求解方法如下:
先给bi一个近似初值,记为,并记初值与真值之差为△i,有:

这样,确定bi的问题转化为确定修正值△i的问题。为确定bi在bi(0)附近对f作泰勒级数展开,并略去△i的高阶项得:

当bi(0)给定时,其值为直接算出。根据最小二乘法原理,由式(9)可推出:

由表2的数据,由上述方法可得:

最大摆度方位角分别为232.95和240.59。摆度值和最大摆度方位角的计算相比式(4)和式(5)更为精准。
计算出摆度曲线和测点值如图1。由图1可以判断测点数据是否符合正弦规律。若测点数据严重偏离正弦规律,说明盘车数据不能真实反映轴线状态,需重新进行盘车。
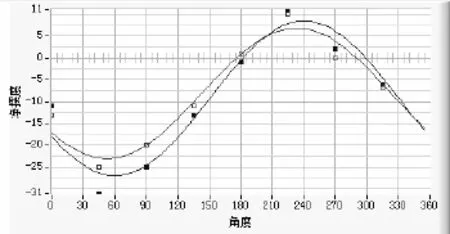
图1 摆度曲线与测点关系
3 机组轴线调整
当机组摆度过大时,可通过刮削推力头底面或绝缘垫或法兰面的方法进行调整。当机组轴线是一条直线时,可按法兰处的净摆度和水导处的净摆度计算刮削推力头底面或绝缘垫的最大厚度。
按法兰处的净摆度计算有:

式中:L1为推力头底面至法兰摆度测量处的距离,D为推力头或绝缘垫外径。
按水导处的净摆度计算有:

式中:L1为法兰摆度测量处至水导摆度测量处的距离。
但轴线往往不是一条直线,按式(16)和式(17)计算出的结果是不一样的。根据轴线曲线程度的不同,单独按式(16)或式(17)进行计算,有时得不到好的效果。
当轴线如图2实线所示时,若以法兰处的摆度值进行处理,水导处的摆度会加大(图2中虚线);若以水导处的摆度值进行处理,则法兰处的摆度没有明显改善(图2中点线)。
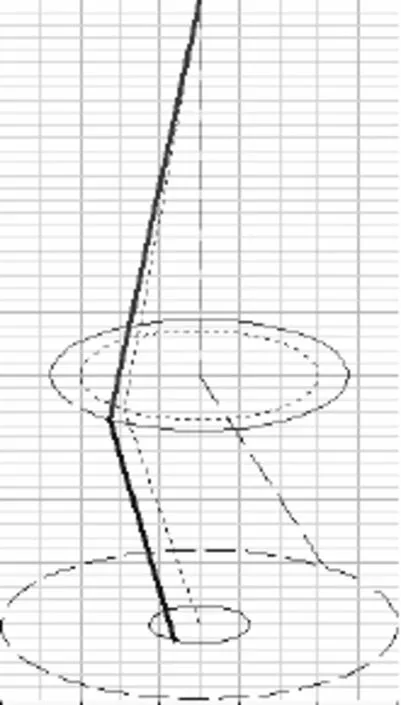
图2 轴线内折

图3 轴线外折
当轴线如图3实线所示时,若以法兰处的摆度值进行处理,水导处的摆度会改善,但仍然较大(图3中虚线);若以水导处的摆度值进行处理,则法兰处的摆度同样改善不明显(图3中的点线)。
显然,应综合考虑水导处的摆度与法兰处的摆度进行处理。为此,本文提出如下算法:
已知法兰处摆度值换算到水导处的向量为:

水导处的摆度向量为:

设综合摆度向量为:

则有:

刮垫最大厚度的计算公式改为:

4 盘车处理软件开发与应用
根据以上思路与方法,采用C语言开发了盘车助手软件,选择相应的机组形式,进入相应的操作界面。悬式机组的操作界面如图4所示。只需输入相应的摆度测量值,以及相关的几何尺寸,点击计算便可给出:净摆度计算结果,摆度曲线与测点示意;刮垫计算结果及轴线状态示意。为方便使用,分别给出了法兰、水导与综合计算结果。伞式机组盘车处理界面如图5,与悬式机组相比,只是多了一组入集电环可上传的输入数据。
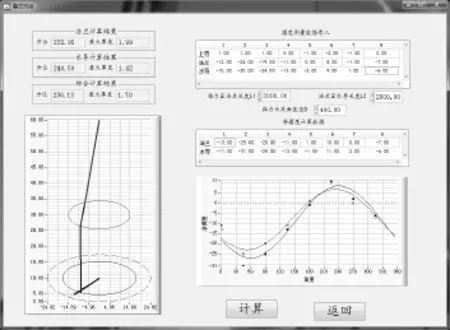
图4 悬式机组盘车处理

图5 伞式机组盘车处理
5 结论
本文采用非线性函数拟合方法进行盘车数据处理,并提出了一种综合考虑法兰处摆度和水导处摆度的刮垫厚度和最大摆度方位计算方法。根据所提出方法,开发了相应的盘车数据处理工具软件,并在水电机组的安装与检修中得到具体应用,提高了轴线处理的精准性,加快了盘车时度,取得了良好的效果。
[1]华北水利水电学院等.水力机组安装与检修[M].北京:电力工业出版社,1981.
[2]王胜超.简析水轮发电机组盘车[J].电工文摘.2012(04):54-58.
[3]罗清萍.电动盘车装置的原理与应用实例剖析[J].黑龙江水利科技,2013,41(4):13-16.
[4]王胜超.自动盘车装置在周宁水电站的应用[J].防爆电机,2013,48(2):46-47.
[5]刘润根,杨虹,李辉,等.水电站机组智能盘车系统设计与应用[J].中国水利水电科学研究院学报,2015(01): 74-80.
[6]李则泉,陈苗.锦屏二级水电站7号机组盘车与轴线调整新工艺[J].水电站机电技术,2014(4).
[7]王胜超.自动盘车装置在周宁水电站的应用[J].防爆电机,2013(2).
[8]孟安波,徐海波.基于遗传算法的水电机组盘车数据处理方法研究[J].水力发电,2011,37(10):61-62.
[9]方建新,谭啸.浅析状态监测系统的故障分析与盘车应用[J].水电站机电技术,2009,32(3):96-98.
TM312
A
1672-5387(2016)02-0004-04
10.13599/j.cnki.11-5130.2016.02.002
2015-07-13
谢建国(1974-),男,动力工程师,从事水电站生产技术管理工作。
猜你喜欢
大电机技术(2022年2期)2022-06-05
装备制造技术(2020年11期)2021-01-26
房地产导刊(2020年12期)2021-01-14
装备制造技术(2019年12期)2019-12-25
福建质量管理(2019年6期)2019-04-02
四川电力技术(2016年1期)2016-03-02
中国房地产业(2016年9期)2016-03-01
水电站机电技术(2014年4期)2014-10-13
水电站机电技术(2014年6期)2014-09-26
湖南水利水电(2014年2期)2014-02-27