
车床上加工孔系的工艺装备
2016-11-01 08:30:57朱海燕
时代农机 2016年9期
朱海燕,李 军
(1.江苏清拖农业装备有限公司,江苏 淮安 223001;
2.淮安中绿园林机械制造有限公司,江苏 淮阴 223300)
车床上加工孔系的工艺装备
朱海燕1,李军2
(1.江苏清拖农业装备有限公司,江苏 淮安223001;
2.淮安中绿园林机械制造有限公司,江苏 淮阴223300)
文章介绍了一种在车床上使用工艺装备加工孔系的加工方法,通过设计和调试,此工装保证了孔系的加工精度及要求。
车床;工艺装备;孔系
对于具有孔系的零件来说,特别是精度要求高的,多在镗床上或专机上加工,对于一般的零件,多采用钻、铰的工艺方案来加工制造,就工艺成本来讲,尽量安排在普通设备上加工,如普通车床、钻床等,这样才能使加工制造成本最低。
1 本工件在此工装的加工
如图1所示,它是某农业机械上的一个零件,其主要尺寸及形位公差要求如图。
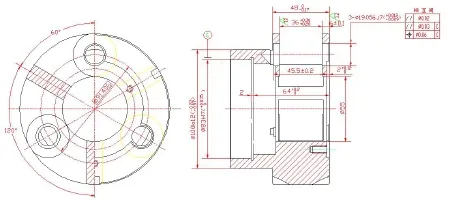
图1 零件的主要尺寸及形位公差要求示意图
工装如图2所示。该工装由四部分组成:过渡连接盘部分、配重平衡部分、定位及夹紧部分、加工孔的粗定位部分。本工装要求一次装夹好工件后,通过分度装置实现对3-φ19.056J7孔的加工。
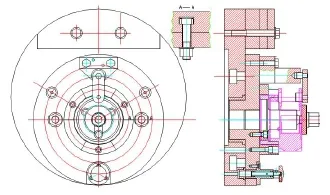
图2 车床的工艺装备
2 本工件利用此工装的加工方法
除3-φ19.056J73及3螺孔外其余均加工好,利用工装加工前,粗钻3-φ19.056J7至3-φ17.5,加工时,先将工件按图2所示装在工装上,利用粗定位块,将工件定好位,再将工件、转盘和工件紧固成一体。此时将锥形插销松开使转盘在过渡连接盘上定好位。最后将T型螺栓上的螺母旋紧使转盘和过渡连接盘紧固成为一体。现在拿去粗定位装置,加工第一个孔。当第一个孔加工好后,将转盘上的两个紧固螺母松开,将插销拔出,使转盘旋转一个角度(120°),再将紧固螺母旋紧即可加工此孔。按如此顺序可以将三个孔加工好。
通过使用、分析、比较可得此工装有三个优点:①利用车刀代替了镗刀,从刚度上得到了很好的保证(因孔小,利用镗床时,镗杆较细,刚度较差)。②孔径的尺寸在车床上易于控制,可以省去专用的粗、精镗刀,降低了辅助成本。③利用工装上的分度装置进行分度,可以避免象镗床的坐标输入的失误,同时降低了对操作工技术水平的要求。
3 本工装在设计和调试中的技术要求
本工装在设计和调试中的技术要求:①转盘回转中心与过渡连接盘偏心距精度要高。②转盘的回转中心孔与过渡连接盘之间采用小间隙配合(H6/h6)。③三个定位销孔对回转中心的位置精度要高。④整个工装的动平衡要有严格的要求,因此,在工装调试时,要对工装的配重进行合理的配置,以使其在工作时转动平稳。
在本工装中利用了粗定位装置,可以使在车床上加工时孔的加工余量比较均匀,且使前一道工序的加工误差能够得到很好的矫正,误差复映小,这样就能更好地保证所加工孔的精度。利用本工装通过批量生产的验证,其各检验项目均达到图纸设计要求,该装备装夹方便,加工质量稳定,且很好地利用了普通车床。
Process Equipment of M achining Holes in Lathe
ZHU Hai-yan1,LI Jun2
(1.Jiangsu Qingtuo Agriculture Equipment Co.Ltd,Huai'an,Jiangsu 223001,China;
2.Huai'an Zhonglv Garden Machinery Manufacturing Co.Ltd,Huaiyin,Jiangsu 223000,China)
This paper introduces machining hole method by using process equipment in lathe.Through the design and debugging,the equipment and tooling ensure the processing precision and requirements of hole system.
lathe;process equipment;hole system
TG511
A
2095-980X(2016)09-0048-01
2016-08-14
朱海燕,女,江苏淮安人,主要研究方向:农业装备。
猜你喜欢
华人时刊(2022年15期)2022-10-27 09:05:50
山东冶金(2022年2期)2022-08-08 01:51:54
内燃机与配件(2022年2期)2022-01-17 23:46:44
华人时刊(2020年13期)2020-09-25 08:21:58
华人时刊(2020年13期)2020-09-25 08:21:56
华人时刊(2020年13期)2020-09-25 08:21:46
装备制造技术(2020年12期)2020-05-22 09:24:58
经济技术协作信息(2018年11期)2019-01-14 03:07:22
制造技术与机床(2017年11期)2017-12-18 06:46:55
电子制作(2017年20期)2017-04-26 06:57:34
