
碳纤维增强树脂基复合材料结构的超声检测
2016-11-01 02:43:51刘晶晶
无损检测 2016年10期
刘晶晶
(上海材料研究所, 上海 200437)
碳纤维增强树脂基复合材料结构的超声检测
刘晶晶
(上海材料研究所, 上海 200437)
随着复合材料结构及其制件在航空航天领域中的广泛应用,对复合材料的无损检测技术也提出了更高的要求。通过制作埋有不同大小人工缺陷的碳纤维增强树脂基复合材料的胶接结构、层压结构和蜂窝夹层结构试块,并对这些试块进行超声检测试验,分析了如何设置超声检测参数才能有效检出预埋缺陷的方法。结果表明:选取合适的检测设备和检测参数,能够全部检出人工预埋缺陷,验证了超声方法对碳纤维复合材料结构检测的有效性。
复合材料;超声检测;胶接结构;蜂窝夹层结构
近年来,碳纤维复合材料被广泛应用于航空制造业的关键结构件中,先进复合材料以其优异的性能,可以有效实现飞机的轻量化和高性能化。然而,树脂基碳纤维复合材料是复杂各项异性的多相体系,质量存在离散性的特点,成型过程极其复杂,在制造工艺以及运输、操作过程中都可能产生缺陷;服役过程中静载荷、机械损伤、疲劳、蠕变、过热等因素均会引起复合材料结构损伤。这些缺陷和损伤大大降低了结构件的使用寿命,甚至还可能给飞机等各种航空结构件带来灾难性的后果。因此,缺陷无损检测(NDT)和质量无损评价(NDE)是必不可少的环节,且已经融入到复合材料从研究到制造的全过程中。在近40年的复合材料无损检测研究中,人们尝试了很多无损检测技术和方法,超声检测因具有灵敏度高、检测缺陷范围广、穿透能力强、检测效率高、操作简单等优点而成为应用最广泛的方法。当前复合材料超声无损检测的研究主要集中在三个方面:超声新技术、超声信号处理方法和均质体系的微观模型,而对于超声波与复合材料内部各种不连续结构(气孔、分层、夹杂、纤维与树脂界面等)间相互作用的声学物理特征并没有过多的关注。复合材料结构件主要有层压结构、蜂窝夹层结构、胶接结构、缝编结构等。复合材料结构的制造在很多场合下离不开胶接技术;胶接结构件在胶接制造过程中常见的缺陷主要有胶接强度低、表面局部损伤、胶接件变形、胶层疏松等。复合材料蜂窝夹层结构具有极高的比强度和比刚度、耐疲劳性能好、抗疲劳和抗颤振能力高、耐冲击、消声吸声、吸收和透射电磁波、隔热防热等优点,比金属蜂窝夹层结构具有更好的耐腐蚀性能。对复合材料蜂窝夹层结构的检测方法主要有:阻抗法、谐振法、超声法、X射线法等。目前,应用最广泛的是超声检测法,如水浸或喷水的脉冲回波或脉冲穿透衰减的C扫描法,它能在x/y平面上自动检测,适用于大部件的检测,并能有效地检测位于x/y平面的孔隙、分层和脱粘等缺陷。
笔者采用超声A扫描和C扫描检测方法对碳纤维增强树脂基复合材料胶接结构和蜂窝夹层结构中埋入的人工缺陷进行检测,以为同行检测此类结构中的分层、夹杂等缺陷提供参考。
1 超声检测方法原理和特点
声波在介质中传播,当传播路径上的物理介质,如声阻抗等发生变化时,声波就会改变原来的传播特性,如产生折射、反射、散射等;介质变化越复杂,声波产生的变化也越复杂,如产生模型转换等。超声检测就是利用声波在物理介质中的传播特性来进行检测的。由于声波的传播特性与被检测材料或结构有着密切联系,因此通常需要根据被检测对象研究制定相应的检测方法和检测技术。
超声反射法是用于复合材料中的一种最为重要和普遍的检测方法,其工作频率一般在1MHz~10 MHz范围,常用频率为5 MHz,通过分析传感器接收的回波信号进行缺陷识别。
2 复合材料胶接结构的超声检测
笔者制作了L型结构和工字形结构的碳纤维增强树脂基复合材料试件,主要模拟了L型结构和工字形结构中的夹杂缺陷,将未固化的L型结构件与经过预固化的复合材料层压板通过共胶接的方式连接在一起。采用厚0.127 mm的聚四氟乙烯薄片模拟人工缺陷,缺陷位于T型结构下表面与层压板的胶接面,模拟缺陷均匀排布于两侧。含人工缺陷的L字型和工字型胶接结构如图1,2所示。

图1 预埋缺陷的L型胶接结构试块结构示意
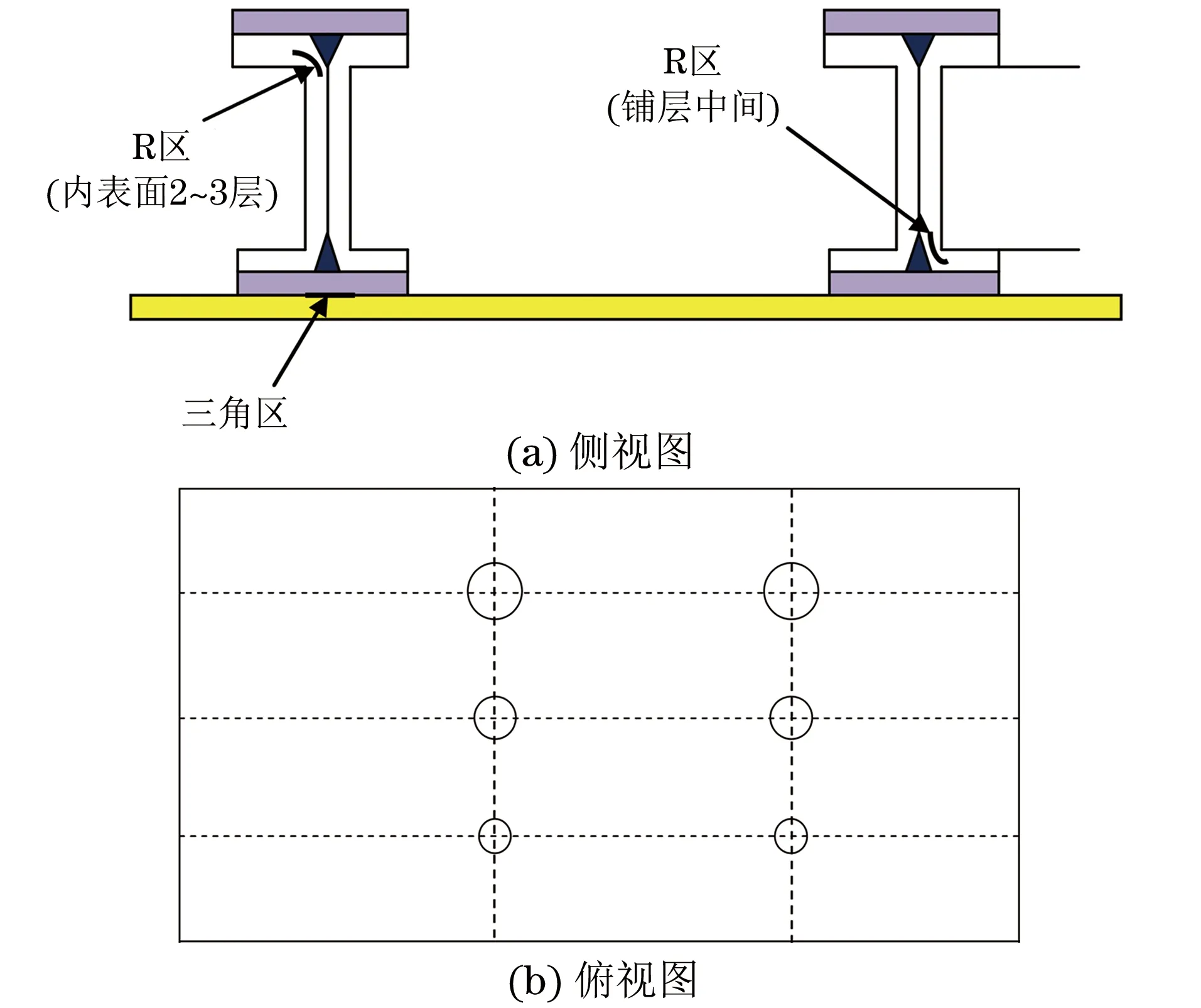
图2 预埋缺陷的工字型胶接结构试块结构示意
两块试块都完成了超声A扫描检测,均采用接触式脉冲回波法,所有人工缺陷均能检测出来。整个检测过程采用了两种探头,一种为楔形探头,用来检测胶接平面处的缺陷;另一种为笔式探头,用来检测拐角R区的缺陷。楔形探头频率为7.5 MHz,笔式探头为高频探头。
在板和立柱间、R区域均埋入3个聚四氟乙烯人工缺陷,缺陷大小分别为φ6,φ9,φ12 mm。用超声检测A扫描方法对此两块试板进行了检测,其中所有缺陷均可检测出。
3 层压结构和蜂窝夹层结构的超声检测
层压结构的缺陷主要是分层、夹杂、孔隙等,蜂窝夹层结构的损伤主要包括蒙皮和蜂窝芯的损伤、分层及脱胶等。
3.1层压板试块的检测
层压板试块中间预埋了不同尺寸大小的缺陷,层压板试块结构示意如图3所示。在板子中间两排从左到右依次埋入φ6,φ9,φ12 mm缺陷。

图3 层压板试块结构示意
对两块试板进行超声检测,采用脉冲穿透底波成像C扫描法,缺陷可全部检出。检测参数为:增益27 dB、扫查步距1 mm、扫查极限速度是200 mm·s-1。检测结果如图4所示,缺陷所在位置为白色区域,从图4可以看出整个板子贴合较均匀。
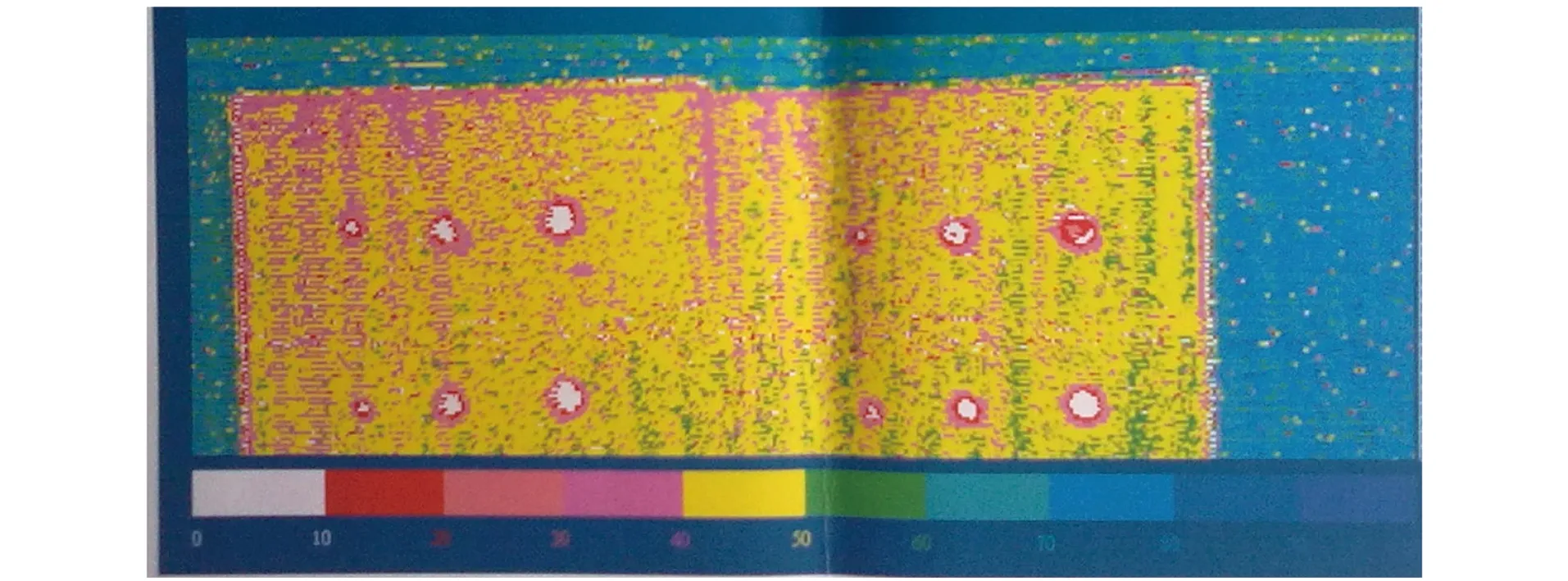
图4 层压板检测结果
3.2蜂窝夹层结构试块的检测
蜂窝夹芯结构是由上下2层面板和中间蜂窝芯粘合而成的(见图5),面板一般为玻璃纤维板或碳纤维薄板,芯材为蜂窝。在制造工艺不当或服役载荷作用下,复合材料蜂窝结构容易形成缺陷,这些缺陷的存在威胁着复合材料蜂窝结构的安全,因此,对复合材料蜂窝结构的无损检测非常重要[1]。
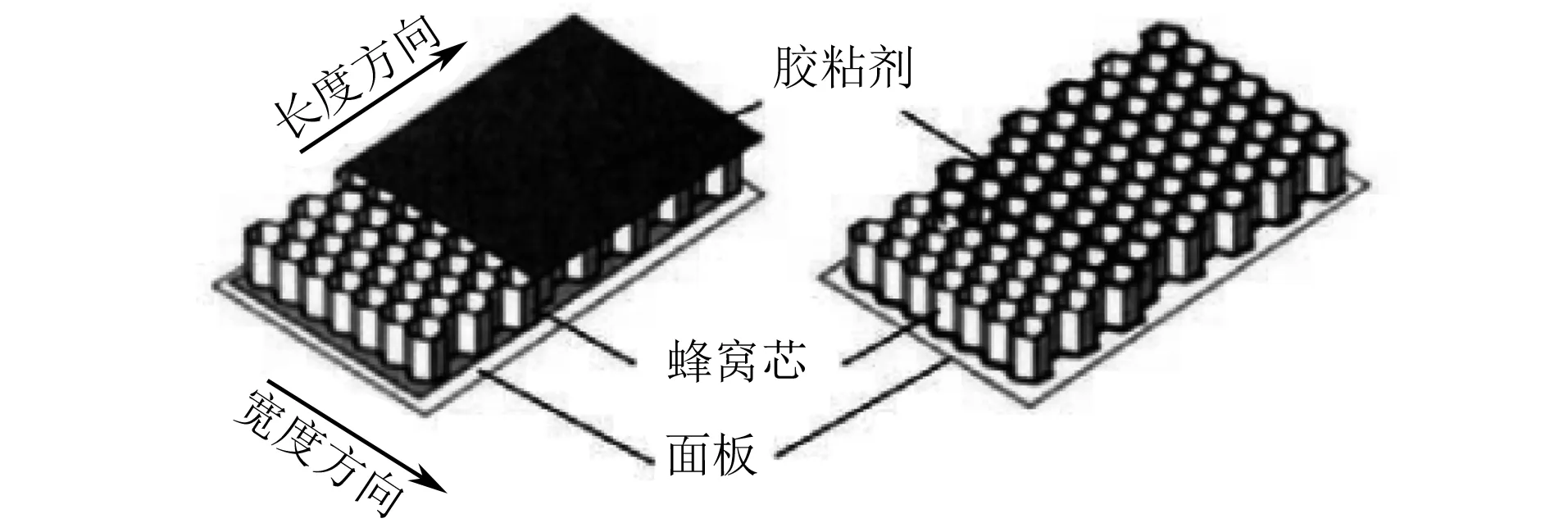
图5 蜂窝夹层结构示意
对一块蜂窝夹层结构试板进行超声C扫描检测,检测所用的参数为:增益47 dB、扫查步距1 mm。检测结果如图6所示,可以看出人工缺陷全部检出。
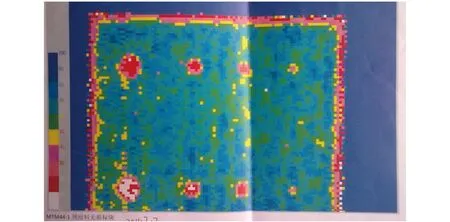
图6 蜂窝夹层结构试块检测结果
4 结语
(1) 对埋入人工缺陷的碳纤维增强树脂基试板进行超声检测,应用超声C扫描检测方法可以检测出蜂窝夹层结构试块和层压板试块中的缺陷,应用超声A扫描可以检测出L字型和工字型结构试板中的人工缺陷。
(2) 复合材料结构的种类很多,实际检测中应针对各种复合材料的特点,选择合适的检测方法,或使用多种方法配合检测,同时在实际操作中应考虑影响检测结果的主要因素,包括环境、材料、工艺等。
[1]曲亚林,宁宁,詹绍正. 蜂窝夹芯结构的无损检测技术[J].航空制造技术,2011(20):78-81.
Ultrasonic Testing of Carbon Fiber Reinforced Resin Matrix Composite Material Structure
LIU Jing-jing
(Shanghai Research Institute of Material, Shanghai 200437, China)
With the composite structure and its parts being widely used in aerospace, higher requirement for the nondestructive testing technology has been put forward. Different sizes of artificial defects were buried in glued buried structure,laminated structure, and honeycomb sandwich structure in the carbon fiber reinforced resin matrix composite material test blocks, and these test blocks were tested with ultrasonic and the way how to set the parameters to detect embedded defect effectively was discussed. The results showed that through properly selecting the appropriate detection equipment and testing parameters, all the embedded artificial defects could all be detected.
Complicated material;Ultrasonic testing;Bonding structure; Honeycomb sandwich structure
2016-06-24
刘晶晶(1982-),女,硕士,工程师,主要从事无损检测科研与情报工作。
刘晶晶, E-mail: jingjing_121992@163.com。
10.11973/wsjc201610015
TG115.28
A
1000-6656(2016)10-0064-03
猜你喜欢
科学技术创新(2022年1期)2022-02-19 09:20:42
现代装饰(2021年1期)2021-03-29 07:08:38
科学技术创新(2021年3期)2021-01-22 07:46:46
民用飞机设计与研究(2020年1期)2020-05-21 07:24:50
四川冶金(2019年5期)2019-12-23 09:04:50
纤维复合材料(2018年3期)2018-04-25 07:22:56
纤维复合材料(2018年3期)2018-04-25 07:22:52
知识就是力量(2018年3期)2018-03-08 16:15:52
大型铸锻件(2015年4期)2016-01-12 06:35:21
无损检测(2015年12期)2015-10-31 03:14:04
