
基于合成孔径聚焦的不锈钢焊缝超声TOFD检测技术
2016-10-26 01:15:31彭国平陈振华叶伟文
无损检测 2016年9期
彭国平,陈振华,叶伟文,卢 超
(1.广州特种承压设备检测研究院, 广州 510663;2.南昌航空大学 无损检测技术教育部重点实验室, 南昌 330063)
基于合成孔径聚焦的不锈钢焊缝超声TOFD检测技术
彭国平1,陈振华2,叶伟文1,卢超2
(1.广州特种承压设备检测研究院, 广州 510663;2.南昌航空大学 无损检测技术教育部重点实验室, 南昌 330063)
奥氏体不锈钢焊缝受粗大柱状晶组织的影响,其焊缝的超声TOFD检测信号信噪比低、扫描图像模糊,缺陷检测容易误判或漏检。为提高检测信号信噪比及扫描图像分辨力,引入合成孔径聚焦算法对超声TOFD-D扫描采集的A信号进行处理,并分析了变迹窗对处理后检测信号信噪比的影响。研究表明,通过优化选择变迹窗可提高检测信号的信噪比和缺陷的D扫描图像分辨力,有效地增强了超声TOFD检测技术对奥氏体不锈钢焊缝的检测能力。
超声TOFD;不锈钢焊缝;合成孔径聚焦;变迹窗
奥氏体不锈钢焊缝是部件整体结构的薄弱区域,且常常服役在高温高压、腐蚀、冲刷、放射性的恶劣环境下,对其进行无损检测是保障奥氏体不锈钢结构安全的重要保障[1-3]。超声衍射时差法(Time of Flight Diffraction)具有检测信息丰富、抗噪声强、效率高、定位定量准确等优点,是焊缝无损检测最有效的方法之一[4-6]。然而,受焊缝粗大柱状晶结构的影响,TOFD检测信号信噪比低,缺陷检测时容易漏检和误判。将合成孔径聚焦技术应用于超声TOFD检测中,以增强缺陷的衍射波图像已早有报道,刚铁等将合成孔径聚焦技术应用在铝合金厚板的超声TOFD 成像中,可快速、准确地捕捉裂纹端部,实现缺陷的精确定位与定量;周靖宇等提出D扫描图像的合成孔径聚焦算法,有效地提高了图像分辨率,增强了缺陷识别的能力;谢雪等建立了超声TOFD-D扫描图像合成孔径数学模型,增强了有效的衍射波信号、使图像端部的甩弧线减弱或消失[7-9]。大部分研究工作均为通过合成孔径聚焦技术提高成像分辨率的,而将其应用于抑制结构噪声的研究还很少有报道。
由于相关性较高的缺陷端衍射波脉冲,在基于合成孔径聚焦算法的延时叠加取平均后基本不变,而相关性较弱的噪声脉冲经延时叠加取平均后相对降低,据此合成孔径聚焦技术除了可以提高图像分辨率外,还可用于抑制由焊缝组织引起的结构噪声。针对奥氏体不锈钢焊缝超声TOFD检测时能量衰减大、噪声干扰强的问题,提出将合成孔径聚焦技术应用于超声TOFD-D扫描成像中,并且比较了变迹窗抑噪效果的影响,获得较优的变迹窗形状和合成孔径长度。研究结果表明,基于优化后的合成孔径聚焦变迹窗,检测信号经合成孔径聚焦算法后信噪比提高,超声TOFD-D扫描图像的效果得到一定改善。
1 奥氏体不锈钢焊缝的超声TOFD-D扫描
1.1试验方法和试样制备
为提高超声TOFD图像的横向和深度分辨力,检测探头采用中心频率10 MHz、晶片直径3 mm的超声TOFD专用探头,配备60°斜楔在钢中产生60°的折射纵波,实测探头前沿为8 mm。检测试块由一块含人工缺陷焊缝试块和一块无缺陷试块拼接而成,每块试块的焊缝长度为70 mm、厚度35 mm(焊接参数、材料、几何尺寸均一致);在含缺陷试块上分别加工了两个垂直于焊缝截面、直径1 mm、长度20 mm的横孔,两横孔分别位于焊缝中心和焊缝熔合线上,两孔深度d=17.5 mm。两探头沿焊缝中心对称布置做D扫描成像,声束入射点间距PCS为95 mm;为降低柱状晶组织引起的散射噪声,探头布置于焊缝根部,试样结构尺寸和试验方法如图1所示。扫描过程中,在扫描方向上每隔0.62 mm提取A扫描信号,并重组为D扫描图像。
1.2TOFD-D扫描成像及检测信号分析
按上述试验方法获得奥氏体不锈钢焊缝的超声TOFD-D扫描图像如图2所示,图像中横轴为扫描距离、纵轴为检测波脉冲到达时间(深度)。图中纵轴26 μs处为底波、22 μs附近为直通波;22~26 μs区域是缺陷衍射波和晶粒散射形成的焊缝图像区域;扫描距离10 mm处为横孔1,60 mm处为横孔2;横孔特征图像中间存在模糊间断,且周围分布着大量噪声图像。
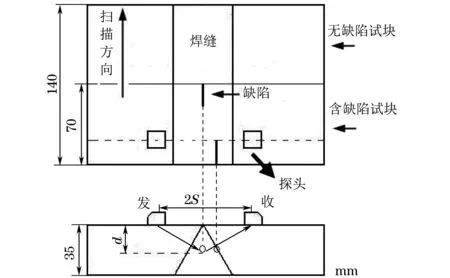
图1 试样尺寸及试验方法示意
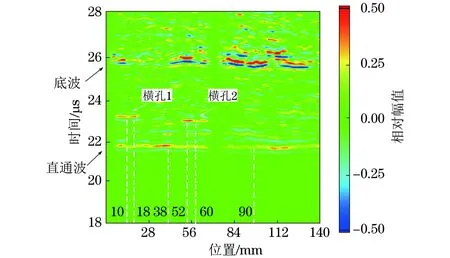
图2 奥氏体不锈钢焊缝的D扫描图像
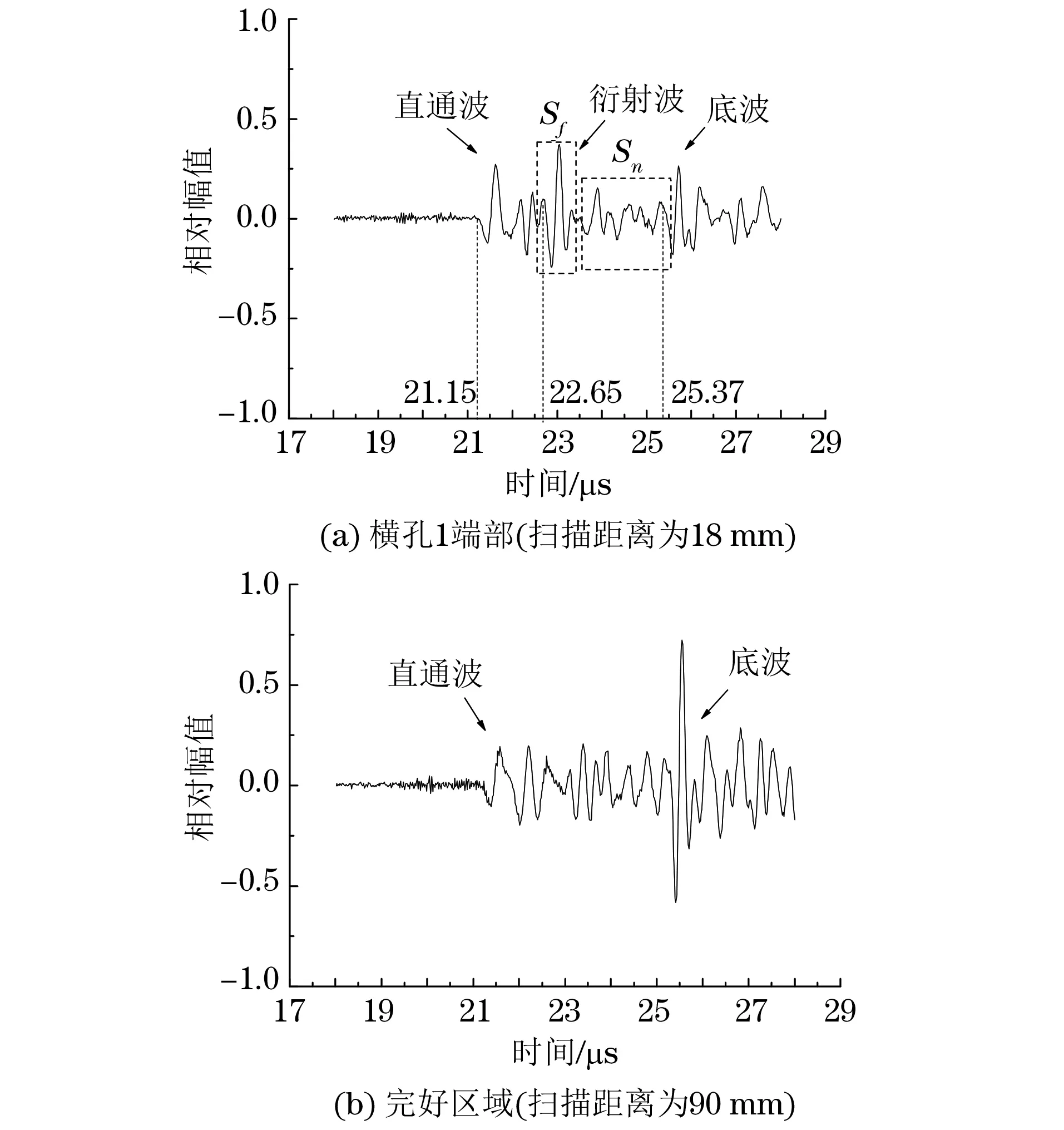
图3 缺陷和完好区域检测信号
对超声TOFD-D扫描采集的全波型A扫描信号进行合成孔径聚焦处理,以提高检测信号信噪比及图像分辨率。研究过程中,通过检测信号信噪比分析合成孔径聚焦算法的处理效果。图3为典型的缺陷超声TOFD检测信号和完好区域的检测信号。直通波信号位于21.15 μs,缺陷衍射波位于22.65 μs,底波位于25.37 μs。设衍射波信号为Sf、噪声信号为Sn,如图3(a)所示,信噪比R定义为:
(1)
式中:ASF为缺陷衍射波的最高幅值;ASN为缺陷波到底波之间噪声信号的最高幅值。
2 基于焊缝D扫描数据的合成孔径聚焦原理
基于焊缝D扫描采集的A信号进行合成孔径聚焦处理。检测探头在确定的轨迹运动,在其运动轨迹上的若干位置向成像区域发射超声脉冲,同时接收相应的衍射及散射信号,记录下各位置的接收信号。若要得到物体内某点的聚焦成像,只需在单个(组)探头在各个位置上接收到的信号中,筛选对应于这点衍射的声传播时间处的信号进行匹配叠加即可,相当于把每一点都当作聚焦点来处理以增强该点检测波能量及分辨率。基于超声TOFD-D扫描过程逐点采集的A扫描信号进行合成孔径聚焦处理,其算法原理如图4所示。图4所示焊缝中心轴线P点的合成孔径聚焦算法原理图,P点位于深度为d的焊缝中心处,探头间距为2S,收发探头相对于焊缝轴线对称分布;探头位于l0时,检测声束主轴与缺陷P相交,则该处缺陷衍射波到达时间为:
(2)
式中:c为焊缝中纵波声速。
当探头向y方向做D扫描成像运动至li时,P处缺陷衍射波到达接收探头的时间为:
(3)
则,位置li处探头接收的衍射波到达时间相对于l0处的延时Δti为:
(4)
l0处P位置的检测信号经合成孔径聚焦算法处理后的检测信号表示为:
(5)
式中:XPi为探头位于li处接收到的检测信号;ωi为变迹系数;2N+1为参与合成孔径聚焦处理的A信号个数,信号采集区域关于l0对称,两对称区域各取N个信号参与处理。
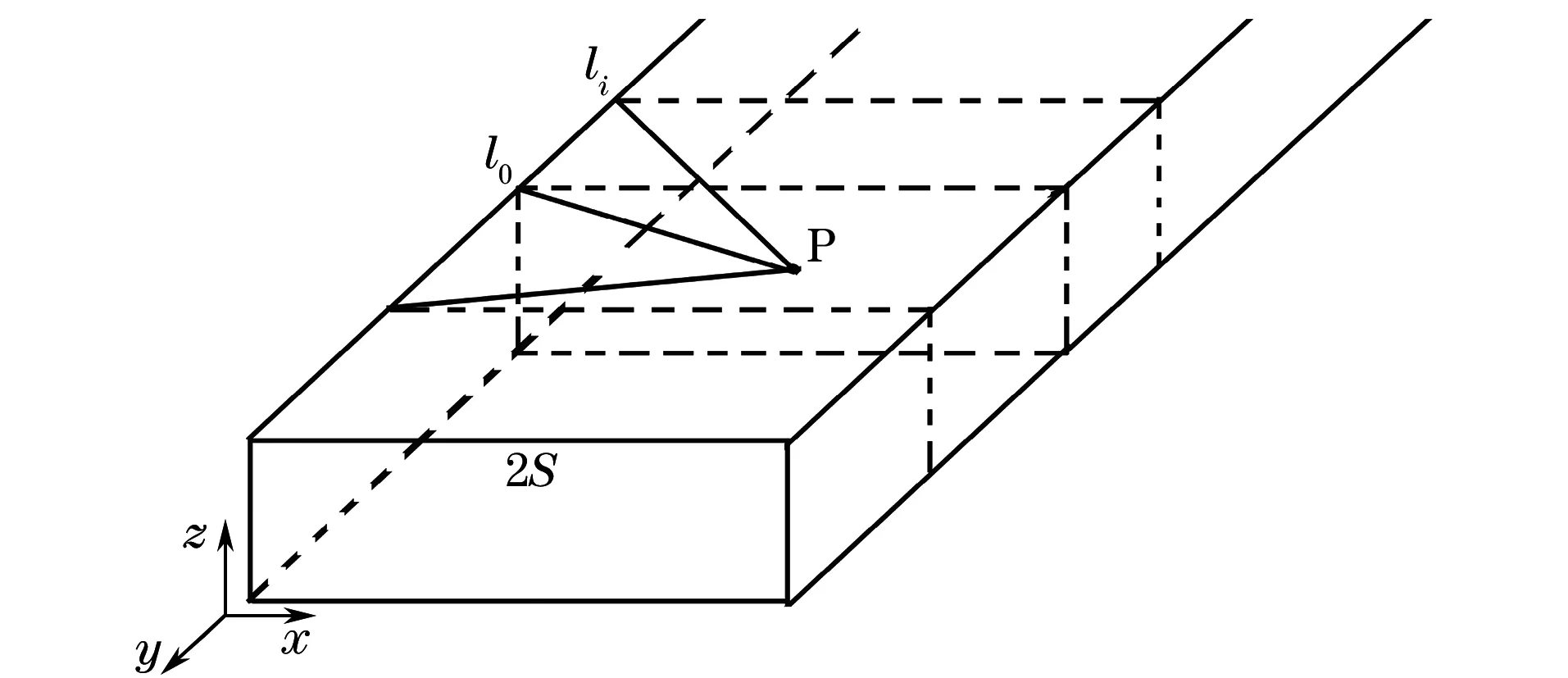
图4 合成孔径聚焦算法原理示意
理论上,为获得焊缝全区域的合成孔径聚焦信号,需在焊缝深度方向做逐点合成孔径聚焦。然而,该方法计算量很大,将造成计算资源的浪费。研究仅对疑似缺陷位置做合成孔径聚焦。处理过程如下:获取直通波与底波间多个较高幅值脉冲的到达时间、计算到达时间对应的深度并定为疑似缺陷位置,对这些位置按式(2)~(5)进行合成孔径聚焦处理;若该疑似缺陷为真实缺陷,则缺陷衍射波幅值基本不变;否则,疑似缺陷衍射波幅值大大降低。此外,超声TOFD检测中,缺陷衍射波信号具有较高的相关性和相似性,而结构噪声即使来自于柱状晶结构散射,其相关性和相似性与缺陷信号相比较低。由于合成孔径聚焦的核心算法为信号的延迟叠加,相关性较高的缺陷衍射波叠加取平均后幅值降低较小,而相关(相似)性较低的结构噪声则降低较大。据此,合成孔径聚焦算法也可实现噪声抑制。
通过幅值变迹ωi使距离重建点位置最远的回波幅值较小,而使接近重建点中心位置回波的幅值较大,这样可降低检测声束旁瓣的影响,提高图像质量[10]。常用的幅值变迹通过各类窗函数实现,研究分别采用矩形窗和高斯窗作为变迹窗函数进行合成孔径聚焦的变迹处理,并讨论各类窗函数对合成孔径聚焦算法的影响,各窗函数的数学表达式为:
矩形窗:

(6)
高斯窗:
(7)
式中:K为整数,表示合成孔径长度(窗口宽度);a为高斯窗形状调整系数。
式(7)中a影响高斯窗函数在窗口边缘的幅值衰减程度。图5所示为合成孔径长度K=60的各幅值变迹窗函数幅值归一化分布图。
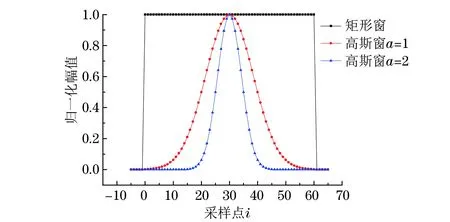
图5 窗函数幅值分布
3 合成孔径参数优化及处理效果
采用上述三种变迹窗函数对超声TOFD-D扫描信号进行合成孔径聚焦处理,分析变迹窗函数和合成孔径长度K对处理效果的影响,参与比较的变迹窗为矩形窗、高斯窗a=1、高斯窗a=2。细致分析缺陷的4个代表性特征信号,分别为:横孔1中部检测信号和端部信号(扫描位置为10,18 mm)、横孔2中部和端部信号(扫描位置为60,52 mm);分析各特征信号在各变迹窗下经合成孔径聚焦处理后信号信噪比随合成孔径长度的变化规律,图6中虚线为原始信号信噪比,如图6所示。矩形窗在K=20时,处理后的缺陷中部检测信号信噪比最高,但此时端部检测信号信噪比在三种窗口函数中最低;与此相比,高斯窗在合成孔径长度为20,60时,缺陷中部信号和缺陷端部信号均能获得较高的信噪比。此外,参与合成孔径聚焦处理的A扫描信号更有利于合成孔径的叠加去噪。因此,应优先选择高斯窗函数对超声TOFD-D扫描信号进行合成孔径聚焦。
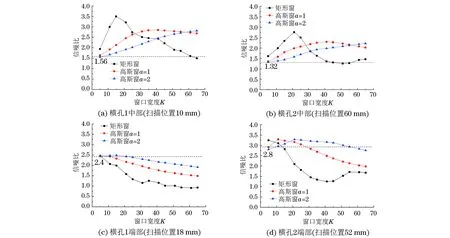
图6 横孔不同位置三种变迹窗下检测信号信噪比随合成孔径长度K的变化趋势
由于文中D扫描采用的是基于幅值和相位特征的D扫描成像方式,合成孔径聚焦算法后会使得信号正向幅值有较大提高;因此,为增强合成孔径处理后的幅值聚焦效果,研究中还对合成孔径处理后的信号幅值进行了平方处理,幅值平方指的是将信号幅值进行平方并保持其符号(相位)不变。图7为采用高斯窗(a=1)和高斯窗(a=2)、K分别为40和60的合成孔径聚焦的D扫描图;从图像上看,a=2高斯窗的抑噪效果更好,其加权系数随距中心区域的距离下降更为迅速,按该窗函数加权幅值可有效抑制声束旁瓣干扰,获得能量更为集中、焦点直径更小的聚焦声束,具有更好的抑制噪声的能力。
图8为变迹窗选用高斯窗a=2时,两横孔4个特征信号的合成孔径聚焦处理前后对比。经合成孔径聚焦处理后,两横孔中部的衍射波幅值均有较大提高,信噪比获得较大改善;对于端部信噪比的改善情况,横孔1右端的衍射波信号的信噪比变化并不明显、而横孔2左端的衍射波信噪比具有较大改善;检测信号中的噪声整体上得到抑制。此外,经幅值平方处理后,噪声信号被进一步抑制。

图7 合成孔径聚焦检测图像
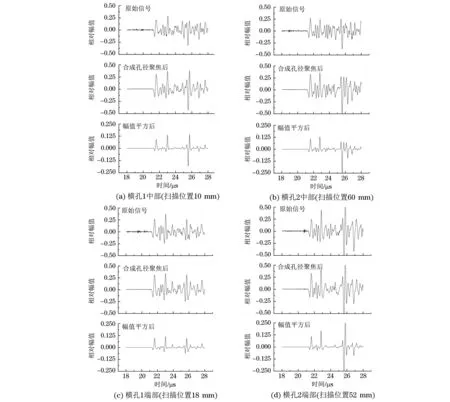
图8 两横孔4个特征信号的合成孔径聚焦处理前后对比
4 结论
(1) 合成孔径聚焦算法可应用于奥氏体不锈钢焊缝的超声TOFD-D扫描信号处理中,可有效提高检测信号信噪比及图像质量,避免漏检和误判。
(2) 变迹窗函数及合成孔径长度对处理后的图像质量均有影响,较大的合成孔径长度有利于抑制噪声,能量向中心聚焦的变迹窗则有利于提高缺陷图像的边缘分辨率,及避免放大噪声。a=2的高斯窗可在增强缺陷中部区域信噪比的同时,兼顾端部信噪比。
(3) 由柱状晶引起的噪声的波形特征并非随机分布,但由于其相关性和相似性与衍射波相比较低,噪声信号在经历延时叠加后被抑制。
[1]韩恩厚, 王俭秋, 吴欣强. 核电高温高压水中不锈钢和镍基合金的腐蚀机制[J]. 金属学报, 2010, 46(11):1379-1390.
[2]高东海, 范振中, 黄凤英. 不锈钢异质焊缝超声探伤界面回波的分析 [J].无损检测,2013,35(7):13-15.
[3]孙咸. 不锈钢焊缝金属的组织演变及其影响[J]. 机械制造文摘, 2012(6): 6-10.
[4]BALASUBRAMANIUM T, BABY S, PARDIKAR R J. Time-of-flight diffraction technique for accurate sizing of surface breaking cracks[J]. Insight, 2003, 45(5): 600-604.
[5]BASKARAN G, BALASUBRAMANIAM K, LAKSHMANA R C. Shear-wave time of flight diffraction (S-TOFD) technique[J].NDT & E International, 2006, 39(6): 458-467.
[6]聂勇, 李晓梅, 许远欢. 核设备不锈钢堆焊层下裂纹超声波检测技术[J]. 无损检测,2011,33(7):25-27.
[7]刚铁,迟大钊,袁媛. 基于合成孔径聚焦的超声TOFD 检测技术及图像增强[J].焊接学报,2006,27(10):7-10.
[8]周靖宇, 林丹源, 陈建华, 等. 合成孔径聚焦技术在TOFD检测中的应用[J]. 无损检测,2012, 34(5): 59-61.
[9]谢雪, 祝美丽, 杨会敏, 等. 合成孔径聚焦技术在超声衍射时差法缺陷长度定量中的应用研究[J]. 机械工程学报, 2015, 51(18): 20-24.
[10]杜英华. 合成孔径聚焦超声成像技术研究[D].天津:天津大学,2010.
Ultrasonic TOFD Technique for Stainless Steel Weld Based on Synthetic Aperture Focusing
PENG Guo-ping1, CHEN Zhen-hua2, YE Wei-wen1, LU Chao2
(1.Guangzhou Special Pressure Equipment Inspection and Research Institute, Guangzhou 510663, China;2.Key Laboratory of Nondestructive Testing of Ministry of Education, Nachang Hangkong University, Nanchang 330063, China)
Coarser columnar grain leads to awful signal to noise ratio and image resolution , which always produces misjudging of the defects in austenitic stainless steel weld by use of ultrasonic TOFD technique. In order to improve the testing effectiveness, synthetic aperture focusing technique is adopted to process the testing signal extracted by TOFD-D scanning, and influences of apodized function are also studied to optimize the scanning imagery in the research. The results indicate that the signal noise can be depressed by the use of synthetic aperture focusing technique, and the resolution of D-scan image and recognition ability of the weld defects is also enhanced through optimizing apodized function.
Ultrasonic TOFD; Stainless steel weld; Synthetic aperture focusing; Apodized function
2016-04-01
国家自然科学基金资助项目(11104129);广州市质量技术监督局科技资助项目(2015kj15)
彭国平(1977-),男,本科,高级工程师,主要从事特种设备检验及无损检测工作。
陈振华, E-mail: zhenhuachen@yeah.net。
10.11973/wsjc201609011
TG115.28
A
1000-6656(2016)09-0040-05
猜你喜欢
潍坊学院学报(2021年2期)2021-07-22 07:59:24
北京航空航天大学学报(2019年9期)2019-10-26 02:30:12
电脑知识与技术(2019年13期)2019-07-08 02:23:41
电子测试(2018年11期)2018-06-26 05:56:02
雷达学报(2017年3期)2018-01-19 02:01:27
电子制作(2017年7期)2017-06-05 09:36:13
电测与仪表(2016年15期)2016-04-12 00:30:52
电源技术(2015年5期)2015-08-22 11:18:30
西南石油大学学报(自然科学版)(2015年5期)2015-04-16 05:12:24
电测与仪表(2015年7期)2015-04-09 11:40:10
