
核电厂输氢不锈钢双壁管焊缝的射线检测工艺
2016-10-26 01:18:22李学军郭晓凯曹邦兴
无损检测 2016年9期
李学军,郭晓凯,孙 广,曹邦兴
(中广核工程有限公司, 深圳 518124)
核电厂输氢不锈钢双壁管焊缝的射线检测工艺
李学军,郭晓凯,孙广,曹邦兴
(中广核工程有限公司, 深圳 518124)
核电厂某段SHY系统输氢不锈钢双壁管在外管已安装到位的情况下,发现未对内管环焊缝进行射线检测。为解决此问题,提出了不切割拆除双壁不锈钢外管,而直接隔着外管对内管进行射线检测的工艺,结合规范分析确定了射线检测的关键工艺参数,并采用已知缺陷的内管加套管模拟试块,对工艺进行了试验,验证了该工艺的合理有效性。
核电厂;双壁不锈钢管;射线检测;小径管
压水堆核电厂氢气生产与分配系统(SHY)是生产、贮存及分配全厂所用氢气的系统,其可靠性影响着整个核电厂的安全运行。该系统需要大量管网用以输送氢气,即将所产生的合格氢气从中压贮氢罐送往常规岛及与核岛相关的系统、设备中,以便供其使用。为确保安全,输氢管道均采用不锈钢双壁管(分为内管和外管),每段管长约6 m,采用氩弧焊连接。由于氢气为易燃易爆气体,为保证核电厂的安全运行,必须对输氢管道的对接环焊缝进行100%射线检测,尤其应对内管所有管体、管件间对接焊缝进行100%射线检测。一般,内管焊接完成经射线检测合格后再安装外管,但由于施工等原因,核电厂某段SHY系统输氢双壁不锈钢内管焊缝未进行射线检测就完成了外管及套管的安装。与此同时,相关的系统设备已全部安装就位,无法对外管及套管进行切割拆除后再进行内管的射线检测。笔者从解决工程实际问题的角度出发,分析制定了隔着不锈钢双壁管外管对内管环焊缝进行射线检测的工艺,结合规范分析确定了射线检测关键工艺参数,并采用已知缺陷的内管加套管模拟试块,并对射线检测工艺进行了试验验证。
1 试验方法
1.1不锈钢管规格
某输氢双壁管内外管为不锈钢无缝管,管道工作压力为1.1 MPa,工作介质为H2,材料为022Cr19Ni10钢。管线采用氩弧焊连接,安装时内外管之间通过点焊支撑固定,内管焊接完成并检查合格后,先将各支撑点焊在内管的外表面后,再套入外管。其中,内管规格(外径×壁厚)为φ34 mm×2.8 mm,外管规格为φ60 mm×3 mm。
1.2透照技术分析结合双壁管结构尺寸及规范要求,不论采用单独直接透照内管焊缝,还是内外管重叠透照内管焊缝的方法,都属于小径管射线检测范畴。一般标准中定义管外径φ不大于89 mm的管为小直径管,也有标准称管外径φ不大于76 mm的管为小直径管(简称小径管)[1]。小径管对接焊缝射线照相检测是一个特殊的变截面工件的射线照相检测实例,通常采用双壁双影透照法;其按照被检焊缝在底片上的影像特征,又分为椭圆成像和重叠成像两种方法。这两种方法在透照区内透照厚度变化很大,远远超过了一般射线检测技术允许的范围,为了使成像达到规定的灵敏度、黑度和几何不清晰度的要求,需考虑采用特殊透照工艺[2]。鉴于此,由于文中所涉及的管道焊缝属于双璧小径管焊缝,为验证并优化实际检测中射线经外管投射到内管的小径管透照工艺,笔者采用带缺陷的SHY内管管道加套管的模拟试块进行了对比试验,以探索适合的射线检测工艺方案,并验证其可靠性。
1.3检测工艺参数的选择
射线照相灵敏度是射线照相对比度(缺陷影像与其周围背景的黑度差)、不清晰度(影像轮廓边缘黑度过渡区的宽度)和颗粒度(影像黑度的不均匀程度)三大要素的综合结果,而此三大要素又分别受不同工艺因素的影响[3]。小径管椭圆透照工艺中,因其透照厚度变化大,灵敏度和宽容度(指射线底片能正确容纳影响照度反差的范围)是一对相互矛盾的因素,所以为兼顾较大的厚度宽容度,灵敏度必然要受到一定损失,因此小径管透照工艺参数需考虑多方面因素。国内相关标准通常会对其关键参数,如管电压、曝光量、黑度、灵敏度等给出必要的参考,但在实际操作中还需要根据具体情况优化相关参数。针对加套管方式双壁不锈钢管进行小径管射线检测的工艺参数初选,需根据具体的检测条件确定其关键工艺参数。
1.3.1管电压
适当的范围内,射线底片的对比度越大,各种缺陷就越容易被观察和识别,因此,为获得较高的照相灵敏度,就必须设法提高底片对比度。
根据底片对比度计算公式:

(1)
式中:ΔD为底片对比度;γ为胶片对比度;μ为衰减系数;ΔΤ为被透工件厚度差。
在胶片和被透照工件不变的情况下,若要增大对比度ΔD,就要增大衰减系数μ。衰减系数计算公式:
(2)
式中:τ为吸收系数;k为常数;ρ为被照工件密度;Z为被透工件原子序数;λ为射线波长。
由以上公式可知,对于给定工件来说,密度和原子序数是不变的。因此,若增大衰减系数就必须增大射线波长λ。而X射线管电压U与射线波长λ成反比关系,若要增大射线波长λ,则要降低管电压U。
随着管电压的提高,底片上不同部位的黑度差将减小,这样在规定的黑度范围内,可以容许更大的试块厚度变化范围,即提高管电压可以获得更大的透照厚度宽容度。此外,对厚度变化的试块透照,提高管电压可以减少散射比,降低边蚀效应,对射线照相灵敏度不利。但是射线能量提高后,衰减系数会减小,从而导致对比度减小,因此管电压也不能任意提高,需要合理兼顾。
针对文中涉及的双壁不锈钢管道,笔者模拟现场实际情况,对内管外加套管的模拟试块采取双壁双影椭圆透照方式开展不同管电压和曝光量条件下的透照对比试验,以优化选择合理的管电压。具体试验的黑度值结果见表1,透照方式为加套管双壁双影椭圆透照。对于小径管尤其是双壁不锈钢管来说,厚度变化较大,为获得更大的透照厚度宽容度,增大有效评片区,必须要提高电压,但提高管电压U,又会降低照相对比度。结合表1综合考虑影响射线检测灵敏度的各类因素,选择采用2505型X射线机透照,管电压为180 kV,以期获得质量较理想的底片。

表1 不同管电压和曝光条件下的底片黑度值
1.3.2曝光量
X射线能量的选择取决于透照方式和透照厚度TA。根据DL/T 821标准规定:
(3)
式中:D为管子外径;T为管子壁厚。
计算透照内管有效TA=10.3 mm。因衰减常数μ随着射线能量的降低而增大,因此在保证穿透工件和检测范围的前提下,应尽量采用较低的射线能量。但曝光量不只影响影像黑度,也影响影像对比度、颗粒度以及信噪比,从而影响底片上最小影像细节。为了保证底片灵敏度,标准规定对于管径小于或等于76 mm的小径管对接接头,由于透照工件的厚度差较大,为扩大检测范围,要求采用高管电压、短时间的透照工艺,一次透照时曝光量应选择在7.5 mA·min以内,以得到比较理想的效果,同时要保证管子内轮廓清晰地显示在底片上。实践表明,此标准要求的管电压较高,造成底片对比度小,灵敏度低。结合表1列出的加套管双壁双影椭圆透照底片的黑度试验结果,通过分析最终确定曝光量为7.0 mA·min,以获取较好质量的底片。
1.3.3透照距离
为保证上下焊缝透照影像清晰,DL/T 821标准给出了透照距离公式:
(4)
式中:d为射线源焦点尺寸;b为射线源侧工件表面至底片的距离。
对于外管φ60 mm×3 mm及内管φ34 mm×2.8 mm的双壁管,初步测算透照距离至少需大于500 mm,焦距的合理选择影响了透照几何不清晰度。在实际透照工艺中,必须保证有足够的焦距,判断小径管底片几何不清晰度的经验做法为:观察小径管边缘的轮廓清晰程度,以及小径管在底片上的影像焊口尺寸与实际焊口尺寸的放大程度,可以初步判断几何不清晰度的大致情况。表2给出了不同焦距透照的底片影像显示对比结果,结果显示焦距在600~650 mm之间时的几何不清晰度较合理且影像质量较好。表2中透照方式为加套管双壁双影椭圆透照,缺陷类型为条状夹渣、未熔合、未焊透。结合理论最短焦距,并考虑现场空间及工作效率,对于外管φ60 mm×3 mm及内管φ34 mm×2.8 mm的双壁管,透照距离在600~620 mm间选择为宜,此时底片清晰度较高,既能保证底片质量,又容易实施检测工艺。

表2 不同透照距离时底片影像对比
1.3.4开口宽度
双壁双影射线透照中,缺陷的检出率主要与开口宽度(上下焊缝投影最大间距)密切相关。射线底片上椭圆开口宽度太小,会使射线源侧与底片侧焊缝根部热影响区的缺陷发生混淆,位置难以判断;开口宽度过大又不利于根部裂纹、未焊透等面状缺陷的检出。而垂直于工件表面的裂纹是危害性最大的一种缺陷,为避免其漏检,在椭圆成像法中通常推荐椭圆开口宽度大致为焊缝宽度的1倍左右。笔者认为,对于文中涉及的双壁不锈钢焊缝的间隙不宜太大,间隙太大时,上焊缝清晰度和灵敏度低,对面状缺陷检出的影响大。
1.3.5透照次数
小径管透照次数是一次透照长度的体现。无论倾斜透照椭圆成像2次还是3次,或是垂直透照重叠成像透照3次,其有效透照长度均应得到保证。不同标准对小径管的透照次数均有不同要求,表3是相关标准对小径管透照次数的规定对比。
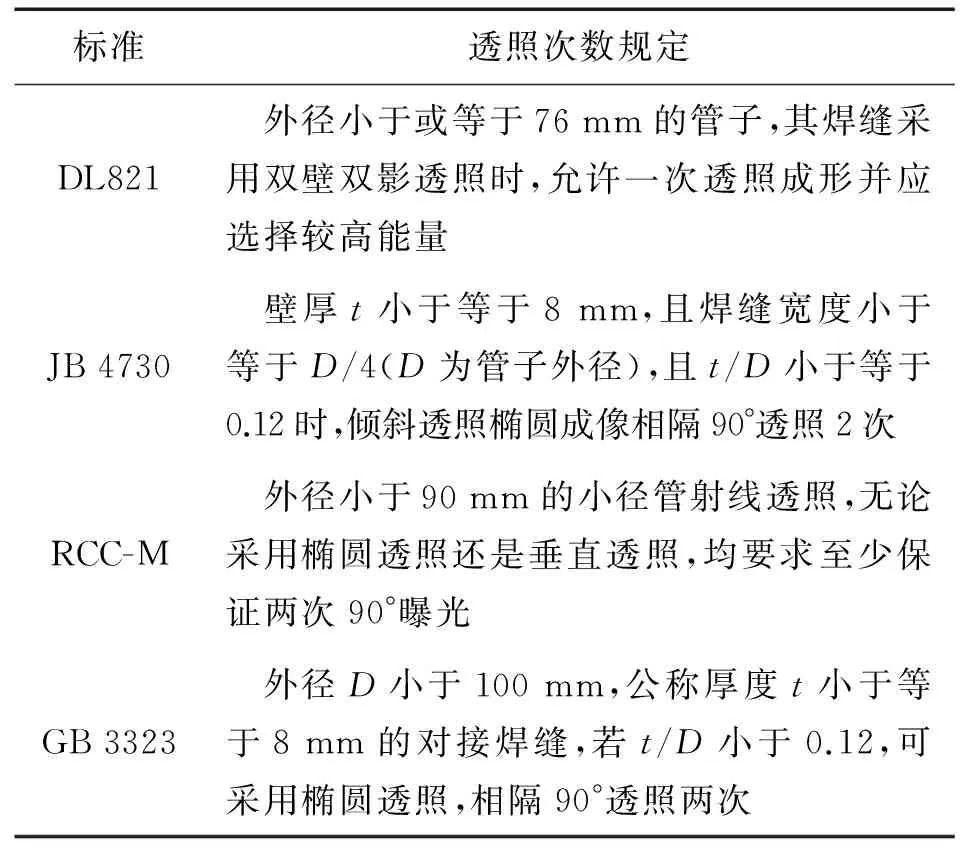
表3 不同标准对小径管透照次数的规定
从表3可知,除了DL/T 821标准规定外径小于或等于76 mm的管子,在采用双壁双影透照时,可以允许一次透照成形外,其他三个标准都要求至少需要两次透照,其中RCC-M《压水堆核岛机械设备设计和建造规则》规范 MC卷规定对于外径小于90 mm的小径管射线透照,无论采用椭圆透照还是垂直透照,均要求至少保证两次90°曝光。标准JB 4730-2015《承压设备无损检测:射线检测》和GB 3323-2015《钢管熔化焊对接接头射线照相》要求基本一致,也都体现了至少透照两次的要求。虽然遵循DL/T 821标准执行检测,但笔者认为若采用垂直透照时,应分两次透照,透照角度每次偏转小于或等于90°,以弥补一次透照可能导致的缺陷漏检。同时配合适宜的曝光量,管子内壁轮廓要清晰地显现在底片上。因此文中涉及到的双壁不锈钢焊缝透照对同一位置选择两次透照,且分别采用椭圆透照和垂直透照两种方式进行试验。若在椭圆透照检测中已发现许多根部面状缺陷或对缺陷的检出率存在疑问时,要同步采用垂直透照进行补充检测,在已经发现大量根部面状缺陷时要直接采用垂直透照进行检测。这样才能提高根部面状缺陷的检出率,以保证检测质量。
2 试验方案
为对比验证实际拟采用的隔着外管对内管进行射线透照的工艺可行性和合理性,笔者根据上述工艺参数,采用已知缺陷的模拟试块(含条形夹渣类缺陷、未熔合未焊透),进行不加套管和加套管的管道焊缝射线透照对比试验。按照标准要求,透照方式分为双壁双影垂直透照和椭圆透照,首先在焊缝某一位置标记1,用双壁双影垂直透照方式透照的SHY管道焊缝得到1号底片;在焊缝与位置1相隔90°位置标记2,透照得到2号底片;在和1号底片标记的同一位置标记3,用椭圆透照方式透照的SHY管道焊缝得到3号底片;相隔90°标记4,透照得到4号底片。然后加套管在和1号底片标记的同一位置标记5,用双壁双影垂直透照方式透照得到5号底片,对加套管的SHY焊缝按2号、3号、4号的方式得到6号、7号、8号底片,所有透照均满足要求。对小径管射线透照过程中,由于透照厚度宽容度和检测灵敏度两者间存在矛盾,所以对透照相质计灵敏度的控制至关重要,尤其是加套管情况下像质计灵敏度必须按照DL 821-2002标准的规定执行,即透照厚度12 mm以下时,要求至少清晰看到13号线对应的线径为0.2 mm。
3 试验结果
表4中试验结果显示加套管和不加套管透照的像质计灵敏度均达到标准的要求。同时,底片黑度值在1.4~3.5之间,均满足标准的要求。表中L为缺陷最大尺寸;L1为缺陷长度;L2为缺陷宽度。

表4 加套管透照工艺检出缺陷对比
对照透照对比结果1和5,2和6,3和7,4和8,缺陷类型均保持一致,且缺陷尺寸基本相同,按规范评级质量级别均为Ⅳ级,满足设计验收要求。
同时,试验解决了因透照厚度差大,导致缺陷灵敏度无法满足规范要求的问题,加套管缺陷基本能
清晰显示,而缺陷有略微放大现象,但不影响最终的检测质量评价。
4 结语
结合小径管透照理论与试验验证结果,优化选择的射线检测工艺参数能够实现外部加套管透照工艺的要求,并且底片质量及相质计灵敏度能够满足规范要求,且相比不加套管的透照结果,其缺陷检出率及缺陷尺寸均能保持较好的一致,缺陷能够有效检出,检测质量可控。因此,对核电厂SHY系统中漏检的双壁不锈钢内管焊缝,直接采用隔着外管透照内管的方式进行射线检测的方法是可行的,对检测结果无明显的颠覆性影响,无需切割拆除外管即可进行内管焊缝的射线检测。
[1]DL/T 821-2002钢制承压管道对接焊接接头射线检验技术规程[S].
[2]张小海,王广坤.小径管对接环焊缝有效透照厚度的计算[J] .无损检测,2006,28(7):389-391.
[3]强天鹏.NDT全国特种设备无损检测人员资格考核统编教材射线检测[M].2版,北京:人民卫生出版社,2005.
Radiographic Testing Process of Hydrogen Double-Walled Stainless Steel Pipe Weld of Nuclear Power Plant
LI Xue-jun, GUO Xiao-kai, SUN Guang, CAO Bang-xing
(China Nuclear Power Engineering Co., Ltd., Shenzhen 518124, China)
The certain SHY hydrogen stainless steel double-walled tube outer tube was in place, but the inner pipe ring welds had not been detected. To solve this problem, it was proposed that do not cut the double-walled stainless steel tube, but directly detected the inner tube across the outer tube, combined normative analysis identified the key process parameters of X-Ray detector, and used known defect test block, the test was carried out to verify the effectiveness of the process is reasonable.
Nuclear power plant; Double wall stainless steel tube; Radiographic inspection; Small tube
2016-04-25
李学军(1981-),男,硕士,主要从事核电厂机械部件的无损检测设计及核电厂役前及在役检查设计工作。
李学军, E-mail: 21140475@qq.com。
10.11973/wsjc201609006
TG115.28
A
1000-6656(2016)09-0021-04
猜你喜欢
化肥设计(2022年2期)2022-04-28 09:23:52
设备管理与维修(2021年7期)2021-06-18 03:37:16
科技视界(2021年3期)2021-02-02 04:28:48
铁道建筑技术(2020年11期)2020-05-22 06:26:54
江西建材(2018年2期)2018-04-14 08:00:28
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:06:33
现代企业(2015年8期)2015-02-28 18:55:45
现代企业(2015年6期)2015-02-28 18:51:34
河南科技(2015年2期)2015-02-27 14:20:30
中国测试(2012年6期)2012-10-25 12:38:34
