
INMO结晶器一个典型液压故障的分析及改进
2016-10-26 05:29:31李冬春侯立刚
黑龙江科学 2016年18期
李冬春,侯立刚
(宝钢工程技术集团有限公司,上海宝山201999)
INMO结晶器一个典型液压故障的分析及改进
李冬春,侯立刚
(宝钢工程技术集团有限公司,上海宝山201999)
简要介绍了INMO结晶器液压系统的工作原理,阐述了INMO结晶器一个典型液压故障的分析及改进方法,并重点分析了液控单向阀性能随工况的变化而变化的特点,为正确使用液控单向阀提出了一定的参考意见。
INMO结晶器;液压系统;液控单向阀
宝山钢铁股份有限公司炼钢厂的4#板坯连铸机为现代化的高拉速双流板坯连铸机。为了实现高效连铸,采用达涅利公司开发的结晶器和结晶器液压振动INMO(IntegralMotion)系统。INMO结晶器是Danieli的一项专利技术,它是结晶器和振动机构组合成一体,振动质量小,提供相对于铸流中心线的结晶器振动的精确导向[1]。系统本身所具有的良好的稳定性也可减少漏钢危险,提高铸机生产能力和操作灵活性,满足生产品种要求。
1 INMO结晶器液压系统工作原理简述
该INMO结晶器液压系统原理图(如图1所示)[2]。该振动阀台有两套控制振动油缸的阀组,一用一备(图1所示仅为单个流一侧的结晶器振动阀台,另一侧与此相同),以确保结晶器振动装置正常工作,提高系统可靠性。二位四通电磁换向阀1051为液控单向阀1071、1072、1073的控制阀。这三个液控单向阀控制着伺服阀118的P口、B口和A口油路的通断。当电磁换向阀1051b端得电时,该伺服阀的P口、B口和A口油路全部畅通,这是伺服阀正常工作的先决条件;当电磁换向阀1051a端得电时,该伺服阀的P口、B口和A口油路全部锁死,从而确保振动油缸被锁紧,此时,即使给该伺服阀以控制信号,也不能驱动振动油缸动作。在系统正常振动过程中,该1071、1072、1073液控单向阀一直处于开启状态。

图1 宝钢4#连铸机INMO结晶器液压系统原理图Fig.1 Hydraulic system diagram of Baosteel4#INMOmold
2 故障现象及分析
2.1故障现象
该系统于2006年12月份投入使用,使用到2015年年初,多次发现该系统在振动频率上升后,单侧实际振动曲线跟不上目标曲线,导致振动不同步报警停车。其典型故障曲线如图2所示。
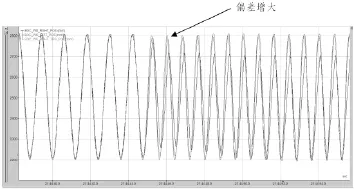
图2 INMO结晶器故障时振动曲线Fig.2 Vibration curve of INMO mo ld with fau lt
故障发生后,根据故障油缸位移曲线,判断为故障侧液压装置存在内泄漏或流量供给不足。现场花费大量时间排除了油缸内泄,安全阀内泄和伺服阀性能劣化等故障原因,故障依旧,后来检测原理图上1111处测压点的压力,发现该处压力仅有9MPa左右,在更换1071、1072、1073液压单向阀后,振动曲线恢复正常。
2.2故障分析
调取该振动液压系统工作时,伺服阀P、A、B口压力曲线,发现在振动油缸动作时,压力均有幅度2MPa~3MPa周期波动(压力曲线如图3所示),而且从现场使用情况来看,其振动频率越高,其压力波动越大。

图3 INMO结晶器振动时压力曲线Fig.3 Pressure curve of INMOmold in vibration

图4 液控单向阀(SL型)性能曲线Fig.4 Perform ance curve ofpilot-controlled check valve(SL type)
查阅该107液控单向阀(SL型)性能曲线(如图4所示)[3],其阀口开启所需要X口的压力如图4所示。在INMO结晶器振动过程中,因该单向阀A、B口有压力波动,导致液控单向阀阀芯2一直在开启位置跟随抖动。在长时间运动使用后,控制活塞4与阀体1磨损,导致控制活塞4控制侧压力下降。而在高频率振动时,压力下降越严重,进而导致该阀阀芯2开启不足而节流,产生如图2所示的故障现象。
故障后,解体下线的107液控单向阀,证实控制活塞4与阀体1磨损严重(如图5所示)。

图5 液控单向阀控制活塞与阀体磨损状况Fig.5Wear condition of controlpiston and the valve of pilot-contro lled check valve
3 系统改进
从上述分析可以看出,该系统在设计上未充分考虑结晶器振动时,管路压力波动对SL型液控单向阀的影响。为克服系统此处不足,保障现场运行稳定,消除故障隐患,可采取如下措施:
第一,定期检查该处液控单向阀控制口处压力(建议每2个月),如压力低于18MPa,说明阀芯和阀体磨损严重,立即更换。
第二,将该处SL型液控单向阀替换成SV型(带预释压功能)[3],降低X口的压力控制压力,减少管路压力波动对液控单向阀阀芯2的影响。

图6 液控单向阀(SV型)性能曲线Fig.6 Perform ance curve ofpilot-controlled check valve(SV type)
4 结语
通过对INMO结晶器的此种液压故障的分析,提出了几点处理方法。该方法在现场实践使用下来,一直运行正常,并有效克服了该液压系统设计时的隐患。该方法对同类使用INMO结晶器振动的故障处理有一定的参考价值。
[1]宝钢4#连铸机技术附件[Z].上海宝钢,2005:15-18.
[2]宝钢四号连铸机DANIELI技术资料[Z].2006.
[3]博世力士乐工业液压产品样本工业液压元件(第一册)[Z].RC21 468/02.03:1-6.
Analysis and im provem ent for a typical hydraulic system m alfunction of INMO mould
LI Dong-chun,HOU Li-gang
(Baosteel Engineering Technology Group Co.,Ltd.,Baoshan 201999,China)
Thispaperbriefly introduces theworking principleof INMOmold hydraulic system,expounds the improvement fora typicalhydraulic systemmalfunction of INMOmould,and analyzes the characteristic ofpilot-controlled check valve thatperformance varieswith theworking conditions,and proposed some suggestions for the usingofpilot-controlled check valve.
INMOmould;Hydraulic system;Pilot-controlled check valve
TH137
A
1674-8646(2016)18-0014-03
2016-08-09
李冬春(1976-),女,黑龙江伊春人,硕士研究生,主要从事冶金机械相关应用设计工作。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
电子制作(2017年17期)2017-12-18 06:40:57
新课程学习·下(2015年2期)2015-10-21 19:34:55
橡胶工业(2015年5期)2015-08-29 06:47:54
天津科技大学学报(2015年4期)2015-04-16 04:55:09
机床与液压(2014年13期)2014-06-04 11:15:20
自动化博览(2014年9期)2014-02-28 22:33:31
韶关学院学报(2013年2期)2013-05-14 03:40:54
