
甲醇尾气吸收塔的改造设计
2016-10-22 01:09:47卢志刚王庆建黄玲玲
浙江化工 2016年9期
卢志刚,王庆建,黄玲玲
(万华化学(宁波)有限公司,浙江宁波315812)
甲醇尾气吸收塔的改造设计
卢志刚,王庆建,黄玲玲
(万华化学(宁波)有限公司,浙江宁波315812)
利用ASPEN PLUS流程模拟软件,对甲醇尾气的吸收塔进行吸收模拟,根据模拟结果设计吸收塔的塔径、塔高、填料高度。新塔投用后解决了实际气体排放超标问题。
甲醇尾气;吸收塔;模拟
0 前言
在万华,我们树立了无组织排放为零,有组织排放100%达标的目标,采用本质环保设计,对储罐呼吸气、废水处理装置构筑物挥发废气及装卸车挥发废气进行密闭、收集和集中处理。同时我们持续对照美国及欧盟的废气排放标准,不断实施工艺优化、逐步推广LDAR(泄漏检测和修复)技术并进行全方位检测,在行业内废气处理领域起到良好表率作用。
随着万华化学(宁波)有限公司的近年来的一系列扩能改造工作,甲醇尾气处理系统的进气量也在增加。现有的甲醇尾气吸收塔无法满足后期新增的尾气处理要求。
1 流程简介
现有工艺流程为将尾气送入尾气吸收塔后,尾气吸收塔出口尾气再进入活性炭吸附塔吸附,然后排空。气体组成来源如下:持续排放:3000 Nm3/h;间歇排放:1300 Nm3/h;来自某装置的300 Nm3/h的氮封气。最终进气最大量组成:气量4600 Nm3/h,气体中甲醇浓度按5000mg/Nm3计算。
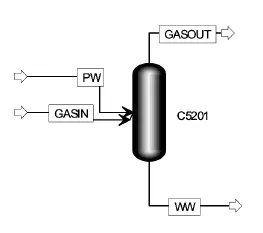
图1 甲醇尾气吸收塔流程简图
2 改造设计
2.1方案分析
吸收塔C5201进料组成及吸收要求:进料温度、压力:尾气温度为35℃,压力为0.106 MPa;洗涤新鲜水温度为40℃,压力为0.3 MPa(G)。进料组成和洗涤要求详见表1。该塔常压操作,模拟时塔模型采用ASPEN PLUS软件中RADFRAC模型,考虑到该塔为常压操作,且水与甲醇均为强极性物质,因此采用NRTL活度系数法来进行物性计算。

表1 塔底进料组成
2.2模拟结果
尾气吸收塔模拟计算结果见表3。从表3可以看出尾气吸收塔PW(工艺水)的用量为6 000 kg/h;塔顶排放尾气中甲醇含量(wt%)的理论计算值4×10-6,折算排放浓度为5 mg/Nm3,比要求排放标准低了一个数量级,能够满足表2的尾气洗涤要求,塔径选用1200 mm塔,采用材质为304不锈钢,直径为25 mm散装鲍尔环填料,填料的计算高度为4m。全塔压降很小,为1 kPa。

表3 模拟结果
根据以上设计,新采购的吸收塔在2016年2月已经投用,经过取样检测,各项指标均达到或超过排放指标。尾气吸收塔运行情况良好。具体检测结果详见表4,结合表3和表4看出,该塔模拟计算的结果与其实际操作的情况基本一致;塔顶排尾气中甲醇的含量控制在50 mg/Nm3以下。
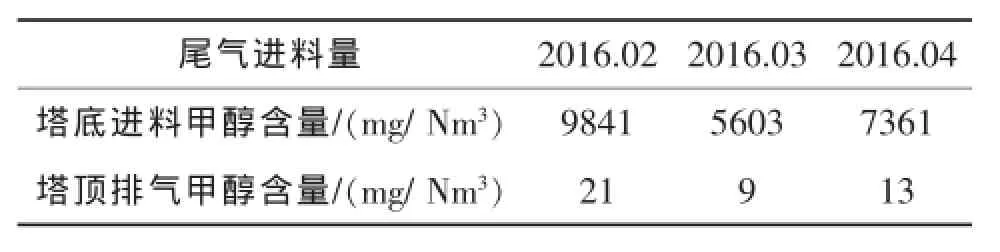
表4 吸收塔检测结果
[1]徐宝学.ASPEN PLUS在MDI装置的甲醇除去塔中的应用[J].浙江化工,2008,39(1):23-25.
[2]ASPEN TECH公司.ASPEN PLUS用户指南,第10版.
[3]ASPEN TECH公司.ASPEN PLUSu单元操作模型,第10版.
Design of the Adsorption Tower for M ethanol Exhaust Gas
LU Zhi-gang,WANG Qing-jian,HUANG Ling-ling
(Wanhua Chemical(Ningbo)Co.,Ltd.,Ningbo,Zhejiang 315812,China)
In the process of off-gas absorption process simulation,the application of ASPEN PLUS methods and process simulation steps were introduced.The results were supported by the analysis of improved methanol exhaust gas adsorption tower,aswell as the data from actual operation.
methanolexhaust gas;adsorption tower;simulation
1006-4184(2016)9-0045-02
2016-04-27
卢志刚(1982-),男,工程师,从事化工技术管理工作。E-mail:zglu@whchem.com。
猜你喜欢
股市动态分析(2021年14期)2021-07-28 18:20:34
中国氯碱(2021年6期)2021-04-12 16:57:47
山东化工(2019年8期)2019-05-13 09:44:20
消费导刊(2018年10期)2018-08-20 02:56:30
电子测试(2018年9期)2018-06-26 06:46:20
中山大学法律评论(2018年1期)2018-03-30 01:20:32
石油化工建设(2017年4期)2017-12-23 06:35:13
生活用纸(2016年11期)2016-04-06 00:57:19
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:28
压缩机技术(2014年3期)2014-02-28 21:28:11
