
基于SIEMENS PLC的机械手控制分析
2016-10-22 03:21杨保香武欣竹韩斌慧
中国设备工程 2016年11期
杨保香,武欣竹,韩斌慧
(西安航空职业技术学院,陕西 西安 710089)
基于SIEMENS PLC的机械手控制分析
杨保香,武欣竹,韩斌慧
(西安航空职业技术学院,陕西 西安 710089)
本文以机械手为研究对象,采用西门子S7—200 PLC对机械手的运动过程进行控制,这些运动包括手臂上下、左右直线运动,手爪夹紧、松开动作和机械手整体旋转运动等。所采用的动力机构是步进电机,能够做到精确控制。同时在多个行程开关传感器的保护下,保证了这些运动的精准。
PLC;机械手;控制分析
机械手是现代自动控制领域中出现的一项新技术,成为现代制造生产系统中的一个重要组成部分。本文的控制系统采用小型S7—200 PLC,它适用于各种场合中的自动控制、检测、监测等,同时具备编程简单、控制灵活、可靠性高等优点。
1 机械手的控制系统分析
1.1控制要求
本文需要机械手按既定的动作,完成将传送带A上的物品等搬至B,其示意图如图1所示。
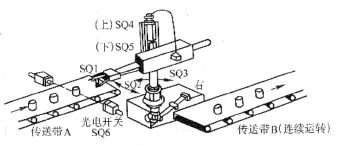
图1 机械手动作示意图
1.2控制系统设计的动作分析
(1)初始状态:机械手处于原位状态,即右限SQ3,下限SQ5受压。(2)按下启动按钮,传送带B开始运行,同时机械手从右下限开始上升。(3)机械手上升至上限位,SQ4动作,上升动作结束,同时机械手开始左旋动作。(4)机械手旋转至左限位,SQ2动作,左旋动作结束,同时机械手开始下降动作。(5)机械手下降至下限位,SQ5动作,下降动作结束,同时传送带A开始起动。(6)传送带A将工件送入光电开关检测区,SQ6动作,传送带A停止运行,同时机械手开始抓物动作。(7)机械手抓住工件,SQ1动作,抓物动作完成,同时机械手再次上升。(8)机械手上升至上限位开关SQ4动作,上升动作停止,同时机械手开始右旋动作。(9)机械手右旋至右限位,SQ3动作右旋动作停止,同时机械手开始下降动作。(10)机械手下降至下限位,SQ5动作,下降动作结束,同时机械手开始放物动作,延时5 s后,放物动作完成。
2 动力装置的选择
机械手要求精度非常高,所以系统采用的是步进电机,步进电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数。当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度,称为“步距角”,它的旋转是以固定的角度一步一步运行的。可以通过控制脉冲个数宋控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。

表1 I/O端口分配表
3 I/O端口分配表
本文的机械手控制系统所采用的PLC是SIEMENS公司生产的S7-200 CPU226型。一共使用了8个输入点。8个输出点。I/O分配如表1所示。
4 控制分析
整个机械手的控制流程如图2所示。
5 结语
实践证明PLC在机械手控制系统中起到了十分重要的作用。但在PLC控制的过程中,还有诸多问题需要注意。本文就控制过程中的几项关键问题提出了自己的一些看法。实践证明,PLC控制下的机械手在自动化搬运方面取得了良好的效果。
[1] 张应金.PLC在机械手搬运控制系统中的应用[J].自动化博览,2008.02.
[2] 陈蕴基.基于RS.422总线的PLC控制系统的研究[J].武汉理工大学学报:交通科学与工程版,2003.27(2).
[3] 张波.多功能上下料用机械手液压系统[J].液压与气动,2002.2.
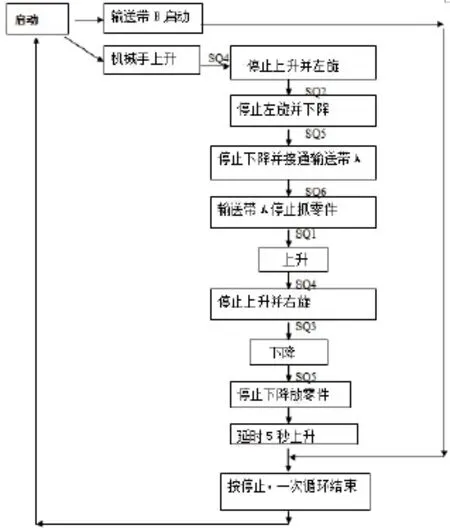
图2 控制流程图
TG65
B
1671-0711(2016)09(上)-0106-02
本文为西安航空职业技术学院2014年度院级课题“3KG级高速桁架机械手及料仓的设计与分析”(项目编号:14XK-ZL001)的阶段性成果。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
化学工程师(2022年3期)2022-04-19
中学生数理化·高一版(2021年1期)2021-03-19
海南医学(2021年19期)2021-01-06
——“模型类”相关试题选登
教学考试(高考物理)(2020年4期)2020-11-16
哈尔滨轴承(2020年4期)2020-03-17
世界农药(2018年6期)2019-01-05
猪业科学(2018年4期)2018-05-19
课程教育研究(2018年1期)2018-03-31
中学教学参考·理科版(2016年11期)2017-06-08
