
空调管路加工计算机程序及弯曲加工装置
2016-10-21 16:57张喜峰黄伟平武化勇王辉
科技创新与应用 2016年8期
关键词:研究分析
张喜峰 黄伟平 武化勇 王辉

摘 要:空调系统弯管展开尺寸计算与加工是件非常麻烦的工作,文章介绍的一种计算机弯管展开尺寸计算程序及弯曲加工装置,能够快速解决管路的计算和加工问题。
关键词:管路弯曲;管路加工程序;研究分析
1 概述
空调系统制冷管路必须要进行弯曲加工,一是为了将其分布在有限的空间内,二是用合理的弯曲进行减震,保护系统正常稳定的运行,降低噪音,防止因管路振动过大引起管路断裂,造成系统泄露。
管路加工從直管下料到成形需要进行长度计算,弯曲加工等。弯曲定位点依靠人工计算是件比较麻烦的工作。文章介绍一种使用Visual Basic编写的使管路计算、加工方便快捷的计算机辅助计算程序以及配套使用的管路弯曲加工装置。
2 计算机程序
2.1 弯曲模型
如图1所示,此模型是一根管路只弯曲一次后的形状模型,其中:
(1)管路弯曲半径为R;
(2)角度?兹为管路弯曲后两条边的夹角,也就是说,管路的弯曲角度为(180°-?兹);
2.2 弯曲程序
用Visual Basic软件编写的弯管工艺计算程序界面如图2所示。
使用时按提示在第一个输入框内输入第一段管路弯曲长度L1,在第二框内输入第二段管路弯曲长度 L2,在角度输入框内输入弯曲角度V(V等于180°-θ),在弯曲半径输入框内输入弯曲半径R,然后按弯曲按钮或者直接回车就可以计算此根管路的总长度L以及实际弯曲生产时的弯曲点。以弯管程序计算出的下料长度的管路在工装上以弯曲点进行弯曲定位,弯曲后就可以得到设计图纸所要求的尺寸及形状。
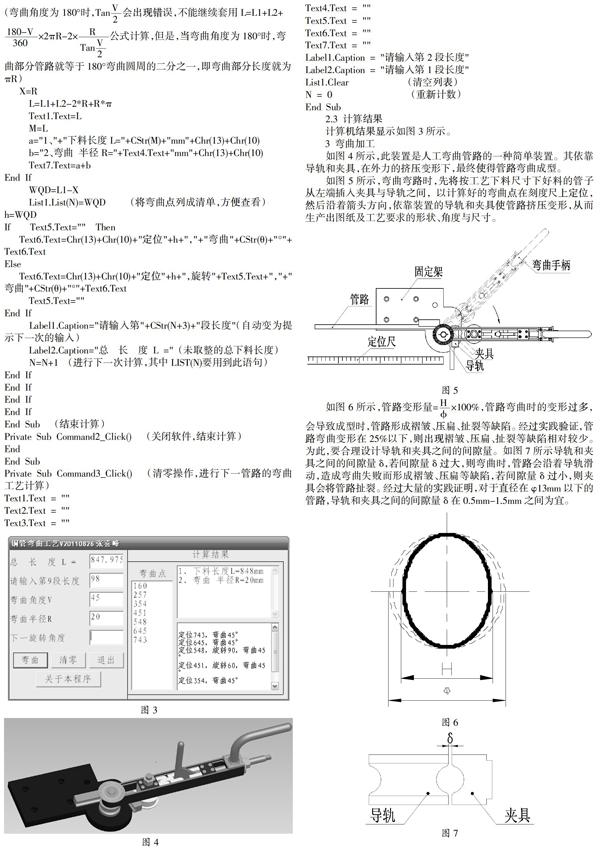
3 弯曲加工
如图4所示,此装置是人工弯曲管路的一种简单装置。其依靠导轨和夹具,在外力的挤压变形下,最终使得管路弯曲成型。
如图5所示,弯曲弯路时,先将按工艺下料尺寸下好料的管子从左端插入夹具与导轨之间,以计算好的弯曲点在刻度尺上定位,然后沿着箭头方向,依靠装置的导轨和夹具使管路挤压变形,从而生产出图纸及工艺要求的形状、角度与尺寸。
4 结束语
采用以上计算机程序和弯曲加工装置,大大减少了人工计算强度,提高计算精度,方便加工,满足日常生产需求。上述管路弯曲程序在实际管路系统生产中正式被使用,其大大节省了人力、物力、财力的消耗,节约了成本。
参考文献
[1]王栋.Visual Basic程序设计实用教程(第二版)[M].清华大学出版社.
作者简介:张喜峰 (1983-),男,本科,学士,助理工程师,工作单位:陕西长岭电子科技有限责任公司,研究方向:机械设计。
猜你喜欢
新教育时代·教师版(2016年29期)2016-12-05
中外医学研究(2016年26期)2016-11-30
科学与财富(2016年15期)2016-11-24
数字技术与应用(2016年9期)2016-11-09
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
