600MW汽轮发电机定子绕组端部烘焙工艺优化研究
2016-10-21 05:12黄绍波谢志辉任东滨
大电机技术 2016年5期
刘 伟,黄绍波,谢志辉,任东滨
600MW汽轮发电机定子绕组端部烘焙工艺优化研究
刘 伟,黄绍波,谢志辉,任东滨
(东方电气集团东方电机有限公司,四川德阳 618000)
本文主要介绍了东方电机有限公司600MW汽轮发电机绑扎式固定完成后经过不同烘焙时间固化,机组直流泄漏电流、绝缘电阻、端部固有振动频率等性能的对比,提出最优的烘焙时间,从而缩短产出时间,优化工艺等要求。
汽轮发电机;定子绕组;烘焙;直流泄漏电流;固有频率
0 前言
由于我公司汽轮发电机组交货周期压力逐渐增加,进行下线并绑扎后的烘焙固化时间较长,影响了汽轮发电机组的产出周期。合理缩短烘焙固化时间能够部分缓解由于生产周期长造成的交货压力。
为提出合理的烘焙时间,开展了汽轮发电机端部绝缘材料在不同温度、不同烘焙时间下固化后的力学性能和电性能测试。其绝缘材料包含汽发端部绑扎用聚酯树脂浸渍环氧玻璃网状无纬绑扎带H200-W、多胶云母带手包绝缘和定子绕组端部适形材料不饱和聚酯玻璃纤维模塑料DMC等。
在对以上材料的烘焙温度、烘焙时间及其达到的性能试验数据进行分析后,提出的烘焙方案如下:
方案一:
(1)上层线圈下线完,烘焙固化端部固定材料,烘焙要求如下:
① 90℃±5℃,2h;
② 130℃±5℃,24h。
(2)鼻端绝缘包扎完,进行烘焙处理,烘焙要求:
① 90℃±5℃,8h;
② 130℃±5℃,32h。
(3)定子绕组绑扎完后,浇浸环氧浸渍胶后烘焙固化维持100℃±5℃,12h。
方案二:
(1)上层线圈下线完,烘焙固化端部固定材料,烘焙要求如下:
① 90℃±5℃,2h;
② 130℃±5℃,24h。
(2)鼻端绝缘包扎完,进行烘焙处理,烘焙要求:
① 90℃±5℃,8h;
②130℃±5℃,24h。
(3)定子绕组绑扎完后,浇浸环氧浸渍胶后烘焙固化维持100℃±5℃,12h。
1 绝缘性能测试
1.1 外观
烘焙后观察外观,缩短烘焙固化时间后的定子端部手包绝缘未见烤糊的地方(颜色为土黄色),见图1和图2。

图1 A机缩短烘焙时间后的定子端部外观

图2 C机缩短烘焙时间后的定子端部外观
1.2 定子绕组直流耐压及泄漏电流
不同烘焙固化时间的机组在绝缘性能试验时泄漏电流比较,见表1。
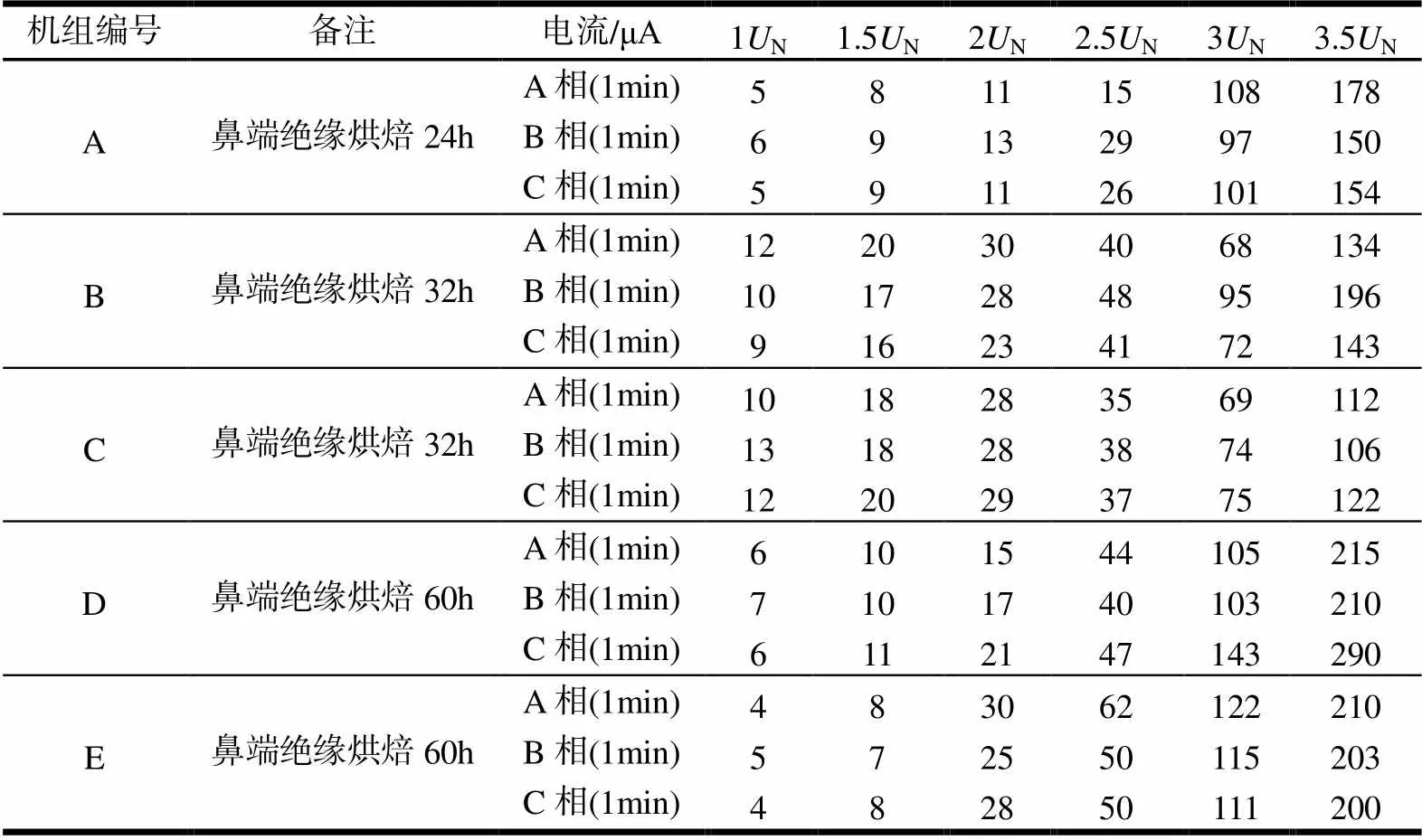
表1 不同烘焙固化时间的机组的直流泄漏电流测试比较
标准:在2.5N试验电压下,三相泄漏电流小于50μA,且三相泄漏电流最大值与最小值的差值要小于最小值的50%。
1.3 三相极化指数
不同烘焙固化时间的机组的绝缘电阻测试比较见表2。
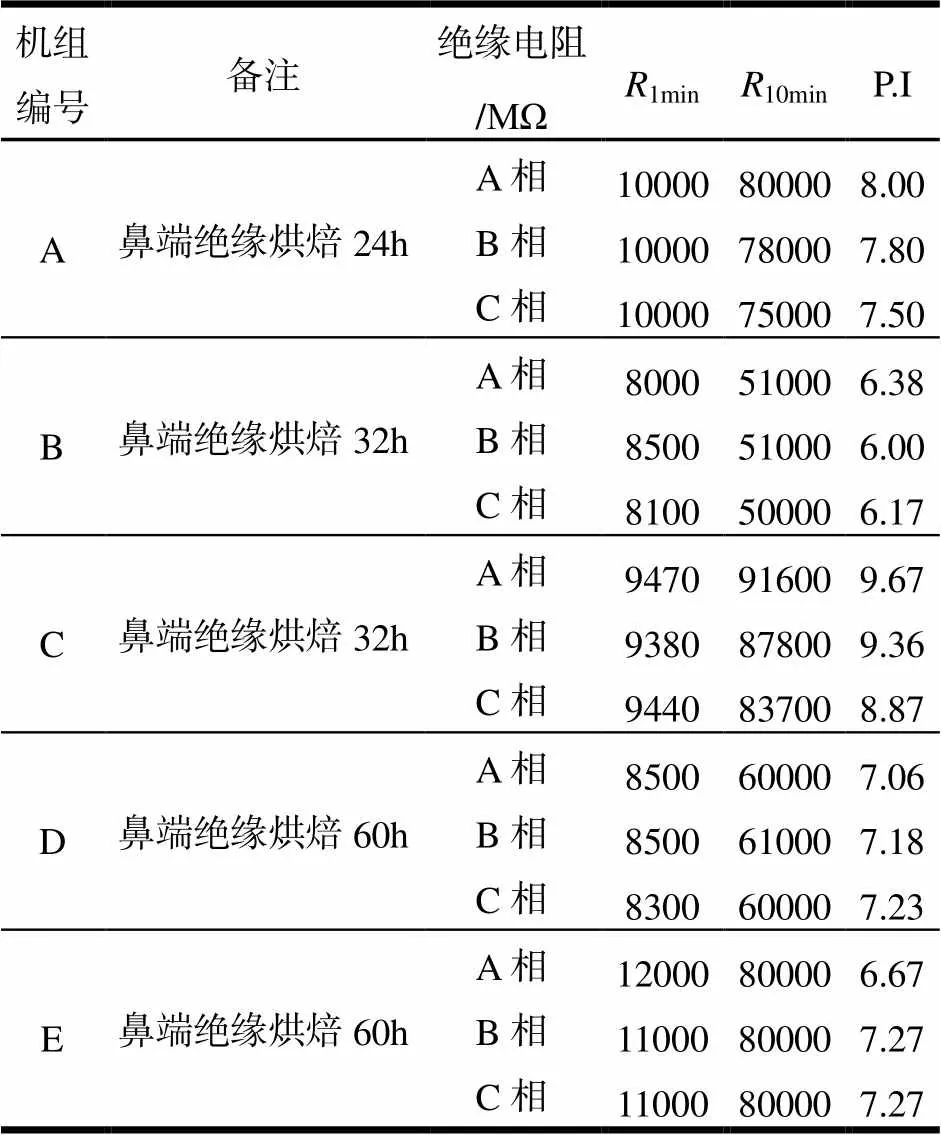
表 2
标准:用5000V兆欧表测试1min绝缘电阻应大于200MΩ,且P.I≥2.0。
1.4 定子鼻端绝缘外移电位
标准:在22kV(DC)额定电压下,泄漏电流值不大于14μA。
不同烘焙固化时间的机组的鼻端绝缘外移电位实测值比较见表3。
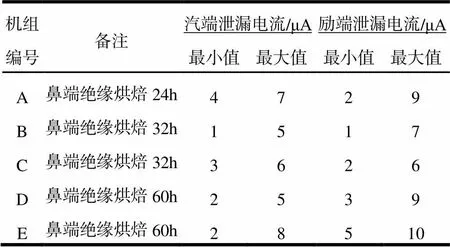
表 3
2 端部固有频率测试
2.1 简介
汽轮发电机定子端部绕组的固有频率应避开95Hz~112Hz,以确保发电机安全稳定运行。
2.2 试验方法
本试验采用“单点激励多点响应”锤击法,通过力锤对端部绕组施加脉冲力,加速度传感器采集振动响应信号,由接口箱将激振力和振动响应信号进行调理后送入计算机,计算机采集该激振力与振动响应信号,通过模态分析软件对测试数据进行分析处理,获得模态参数:固有频率、阻尼比和模态振型。
2.3 汽端及励端测点布置
沿端部绕组圆锥内表面外圈布置各21个测点,示意如图3所示。

图3 固有频率测点布置示意图
2.4 试验结果
定子端部绕组200Hz以下各阶振动模态频率和阻尼比见表4。

表4 定子汽端绕组固有频率值
2.5 结果分析
对比五台60万机组(A、B、C、D、E),端部烘焙时间为60h、32h、24h机组的直流耐压及泄漏电流、手包绝缘外移电位、绝缘电阻等各项性能均能满足标准及新产品出厂检查要求。发电机端部绕组汽、励两端椭圆振型的固有频率均避开了95Hz~112Hz范围,满足GB /T 20140-2006的要求。
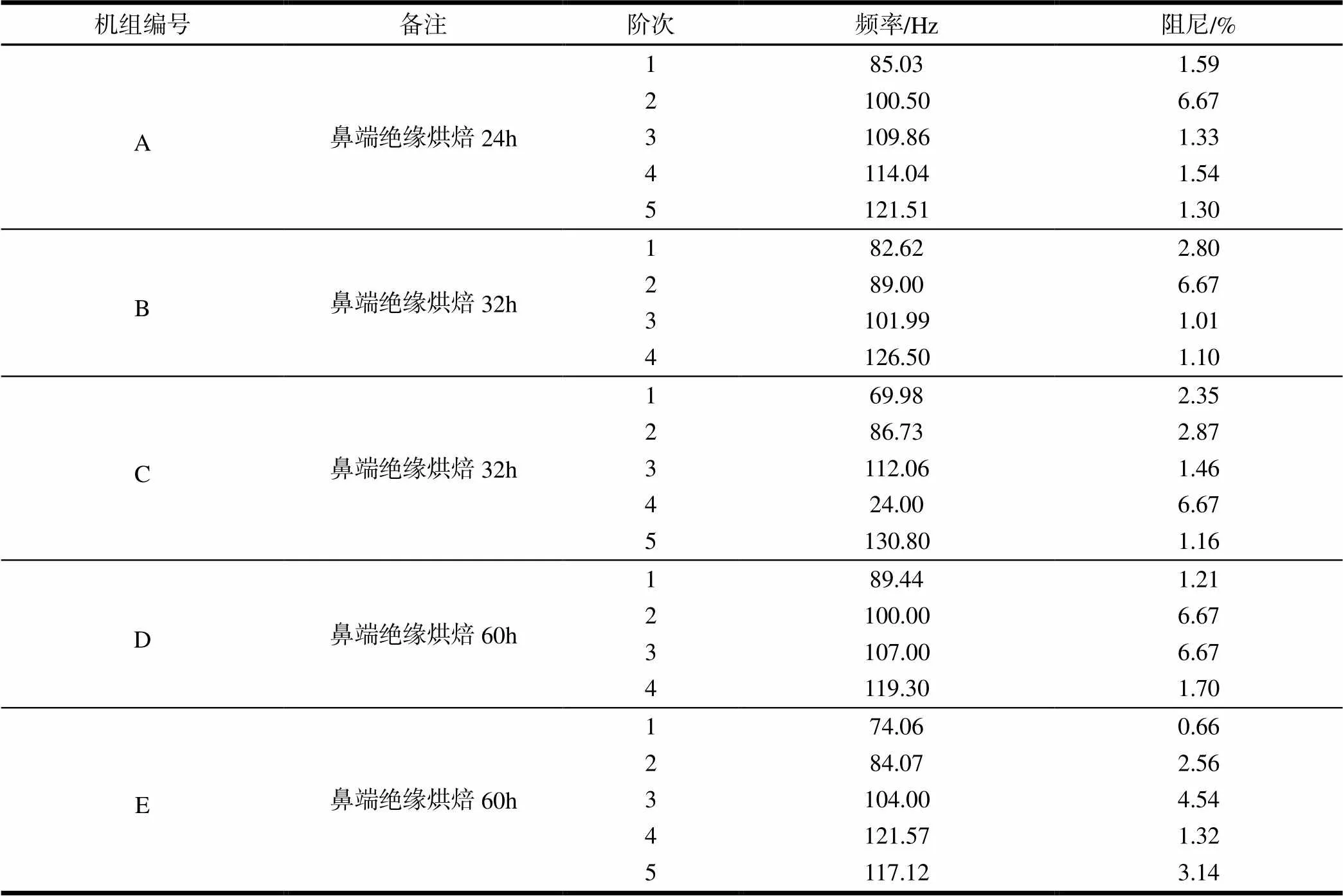
表5 定子励端绕组固有频率值
3 结论
通过对比五台60万汽发机组在不同烘焙时间(60h、32h、24h)下固化后,机组的直流耐压及泄漏电流、手包绝缘外移电位、绝缘电阻、端部固有振动频率等性能分析,最终确定了如下烘焙方案。
鼻端绝缘包扎完,进行烘焙处理,烘焙要求:
① 90℃±5℃,8h;
② 130℃±5℃,32h。
烘焙固化时间由原来的60h缩短为32h,缩短烘焙时间后生产的60万汽发机组各项性能均能满足标准及新产品出厂检查要求,同时能缩短机组的生产周期,降低产品能耗,提高设备利用率。缓解由于生产周期长造成的交货压力。
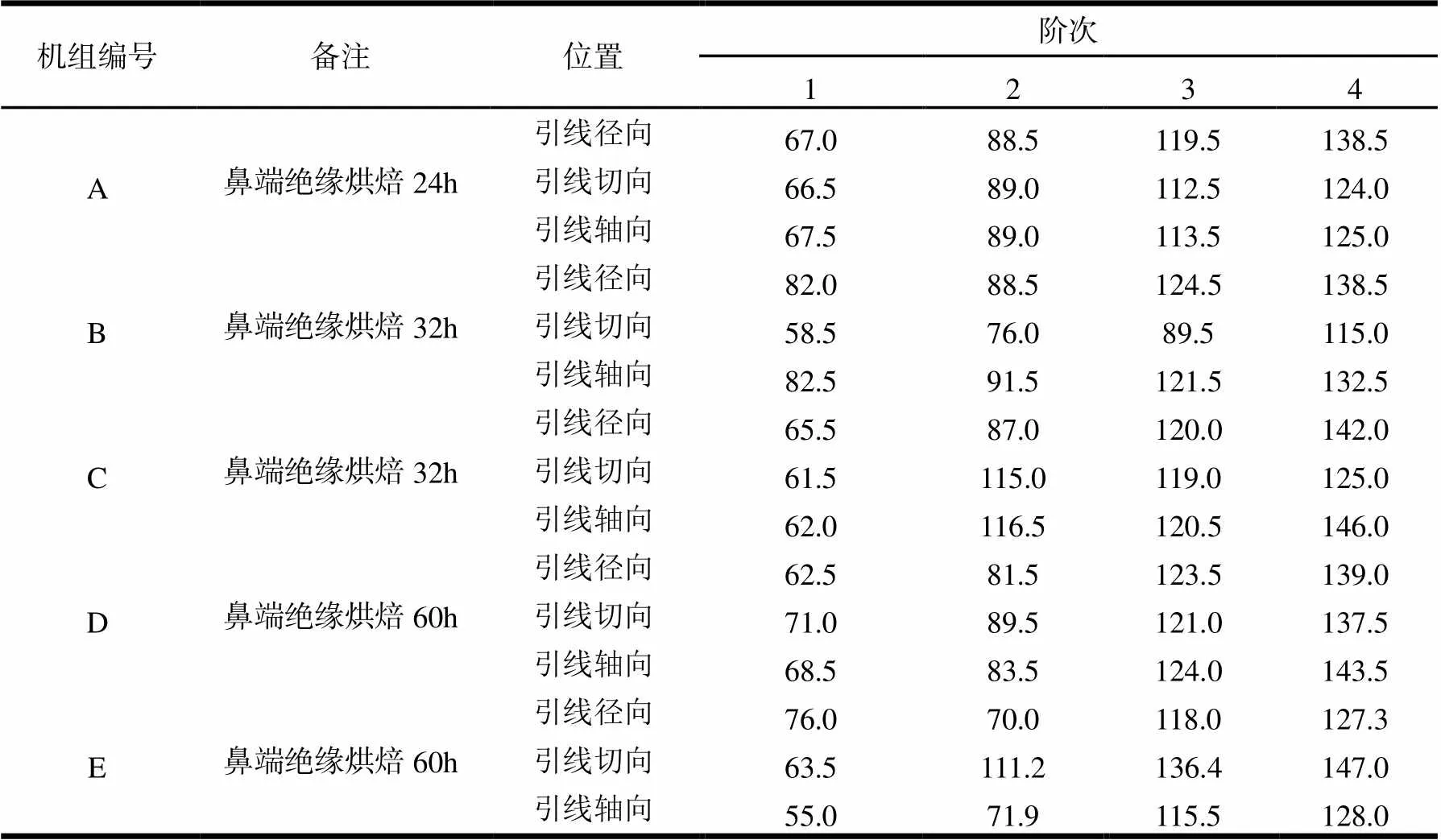
表6 引线固有频率测试结果 Hz
[1] 王玉田, 袁晓红. 大型发电机定子绕组端部固定方法[J]. 大电机技术,2011(2): 4-6.
[2] JB/T 8990-1999, 大型汽轮发电机定子端部绕组模态试验分析和固有频率测量方法及评定[S].
[3] 王绍禹, 周德贵. 大型发电机绝缘的运行特性与试验[M]. 北京水利电力出版社, 1992.
Study on the Heating Process of 600MW turbine Generator Stator End Winding
LIU Wei, HUANG Shaobo, XIE Zhihui, REN Dongbin
(Dongfang Electric Machinery Co. Ltd, Deyang 618000, China)
This paper mainly introduces various properties of 600MW turbo-generator after the end winding is fixed, such as DC leakage current, insulation resistance, natural vibration frequency, after different heating process time on the stator end winding, then find out the optimal heating time to reduce the production time and to optimize the manufacturing process.
turbine generator; stator winding; heating; DC leakage current; natural vibration frequency
TM311
A
1000-3983(2016)05-0019-03
2015-10-14
刘伟(1986-),毕业于西安交通大学电气工程与自动化专业,现从事大型高压同步发电机绝缘技术研究与应用工作,工程师。

审稿人:满宇光
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年4期)2022-08-30
大电机技术(2022年4期)2022-08-30
化工机械(2022年1期)2022-03-21
大电机技术(2022年1期)2022-03-16
新疆钢铁(2021年1期)2021-10-14
上海大中型电机(2021年2期)2021-07-21
铁道通信信号(2020年10期)2020-02-07
中国科技信息(2016年9期)2016-08-16
现代机械(2015年1期)2015-01-15