
注塑机快0.1 s的浅析
2016-10-21 00:18吴小明
橡塑技术与装备 2016年18期
吴小明
(浙江博创机械有限公司,浙江 杭州 311106)
注塑机快0.1 s的浅析
吴小明
(浙江博创机械有限公司,浙江杭州311106)
在WTO规则下,市场已允许多种体制,多种模式,多种运营同台竞争。在保证质量的前提下,价格是很重要的因素。而劳动力成本在提高,原料成本市场上基本一致,则降低生产成本的唯一方案是提高自动化与生产效率[1]。本文通过技术创新,提出一个简单,方便,低成本的快速方案,对中小注塑机有很好的效果。
注塑机;缩短生产周期;顶出与开模同步
塑料制品由汽车及电子产品引领创新,各种技术创新引领新塑料的不断出现,要求塑机也不断创新。但民用品还是占塑料用量的大部分,家庭用的要新颖外观,多色多彩。环境要求新的包装塑料品。医疗用品的新塑料的广泛应用。多色塑料品的需求增加。就以往的说法,以塑代木,以塑代铁,塑料应用在各行业都有很大的发展。技术对企业发展的支撑作用,对企业创新变革的引领作用已更重要。
在企业创业理念中,我们通常把勤奋创业、诚信立业、科技兴业、管理强业、市场盛业、人才旺业都强调为很重要。但如没有科技创新,企业的持续发展是不可能的。如都在谈的一次工业浪潮,二次工业浪潮,三次工业浪潮,四次工业浪潮,都谈的是由技术创新引起的。科技的发展及市场竞争的压力迎来了新的方案。快0.1 s,省0.1分已成为创新的要求。小型注塑机的生产周期在6~20 s,省0.1 s可以提高生产效率的百分比是有显著结论的。以连续生产来看,效益值是可观的。
1 实用新方案简介
本文介绍一个实用新方案:注塑机单泵系统开模、顶出同步回路。这是在一种单泵塑料注塑成型机可以控制开模、顶出同步的液压回路。注塑机用量最大的还是80 T,120 T,150 T,200 T,260 T,320 T,这些机都是单泵系统,单泵系统简单,可靠,安装维修方便。现在都有一个干周期的要求,考察该机的速度快慢。对用量大的机型做一些创新改良,对客户带来大的效益。
目前,各厂家生产的在市场上可见的塑料注射成型机基本都是开模到底后顶出,各注塑机厂家一直在考虑,如何在保证机器可靠操作的前提下尽量缩短机器工作循环时间,一般的单泵系统注塑机,由于其自身特点,使得机器工作周期受到一定的限制。到现在一台注塑机是否能被市场所接受,一定程度取决于其循环时间的长短。
为了有效的争取市场,便出现了一些可以使以上动作同步的注塑机,其主要形式是双泵系统,加大泵排量,加大电机功率。大大的提高了整机的成本,同时也降低了市场竞争力。
本实用新方案所要解决的技术问题是提供一种注塑机开模,顶出同步动作的单泵液压回路。这为小型注塑机开启一个简单,价廉的方案,中型机也可选用,降低成本。
节流阀是流量控制阀的一种[3],它方便简单。但容易受温度变化,压力波动等因素而使调整的流量不稳定。则精密控制系统用的不用,但利用节流口的压力与流量的相对关系,建立一个环境条件相对稳定的场合,可达到简单方便的效果。
图1是一种单泵系统来控制机器的工作,调节单向节流阀(V1)(图2),使其在注塑机开模时建立一定的系统压力来有效控制与保证顶出动作,同时开模动作不受影响。调节单向节流阀(V2)(图3),调节其流量来控制顶出压力与速度,通过电脑同时控制开模阀与顶出阀,实现开模与顶出同步动作。
现有普通单泵技术,就是开模到设定位置,再顶出与顶退到底,进行下个循环。而这技术可以在开模到底时,同时完成顶出与顶退。与现有技术相比,本实用新型的优点在于能够通过单泵实现注塑机开模与顶出同步动作,缩短了整机的循环周期,使得机器的生产效率更高。而实现的方法简单可靠。
这方案的提出可用价格低廉简单阀的组合实现开模与顶针动作的同步,缩短了生产周期,提高了生产效率,依据生产产品的不同,开模与顶针动作的完成可缩短0.2~0.8 s,25~400 T的注射机的生产周期为3~20 s,整个产品的生产效率可提高1%~10%以上。
V1的型号LA-25,32,40. 流量范围在100~300 L/min.压力等级21 MPa。
V2的型号LA-8,12,16.流量范围在25~80 L/min.压力等级21 MPa。
V1的调整范围视模具大小在20%~50%,保证V2有3~10 MPa的压力。
在160 T上的实测,开模行程设为380 mm, 4段开模,速度中等,顶出行程140 mm,速度中等,用同步开模与顶针动作比常规的开模到底再顶进,顶退快0.6 s。

图1 单泵系统控制原理图
2 结构特点
此原理特点,用节流或溢流的方法,提高开模压力,确保顶出动作有合理的压力,保障顶出顶退动作可靠运行。

图2 调节单向节流阀V1
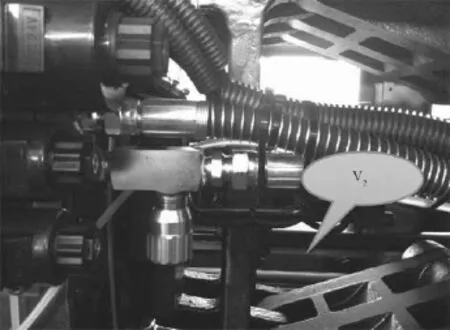
图3 调节单向节流阀V2
此结构特点:
V1可以由单向节流阀,单向溢流阀构成。
这些阀可由管式,板式,插装式组成。
V2可以由单向节流阀,单向减压阀,单向溢流阀构成,或不装。
这些阀可由管式,板式,插装式组成。
选型:由于锁模缸是无杆腔与有杆腔,面积比约为1.5左右。另很多机器还有差动功能,在无杆腔可获得约1.5倍的流量,阀的选型要大一档。
25~70T3/4"阀
90~210T1"阀
500~650T2"阀
附加说明:双泵系统的同步开模与顶出回路可用泵源来做,这有专利文献zl 200820215867.9为代表案例[2]。但双泵系统同样可用这简单的方法实现,结构简单,配件成本低,机器外观不变。效果不差。如图4(a)、(b)、(c)显示生产周期的稳定性在装同步阀前后是一致的。
如图4a显示装阀后生产周期从14.02~14.13 s,误差0.8%。装阀前14.57~14.70 s,误差0.9%。效率提高0.56 s,约4%。
如图4b显示装同步阀后4.96~5.01 s,误差0.4%。装同步阀前 6.06~6.07 s,误差0.2%。效率提高1.08 s,约18%。
如图4c装同步阀后,生产周期在6.45~6.55 s,误差0.15%。装同步阀前,生产周期7.84~7.91 s,误差0.9%。效率提高近2.3 s,约30%。有测试数据表明,在同一模具下,生产周期稳定,开模位置稳定性也不变。
在做管件时,可改程序为同步抽芯,也达到省时间的结果。在有机械手工作时,可关闭同步功能,将其视为开模背压来调整,提高开模位置重复进度。
申请号: 发明号201410218397.1,
专利号: 实用新型号201420262859,
用此专利,压力有点损失,但生产效率提高了,也替代了其他阀,降低了成本,功能也多样化。
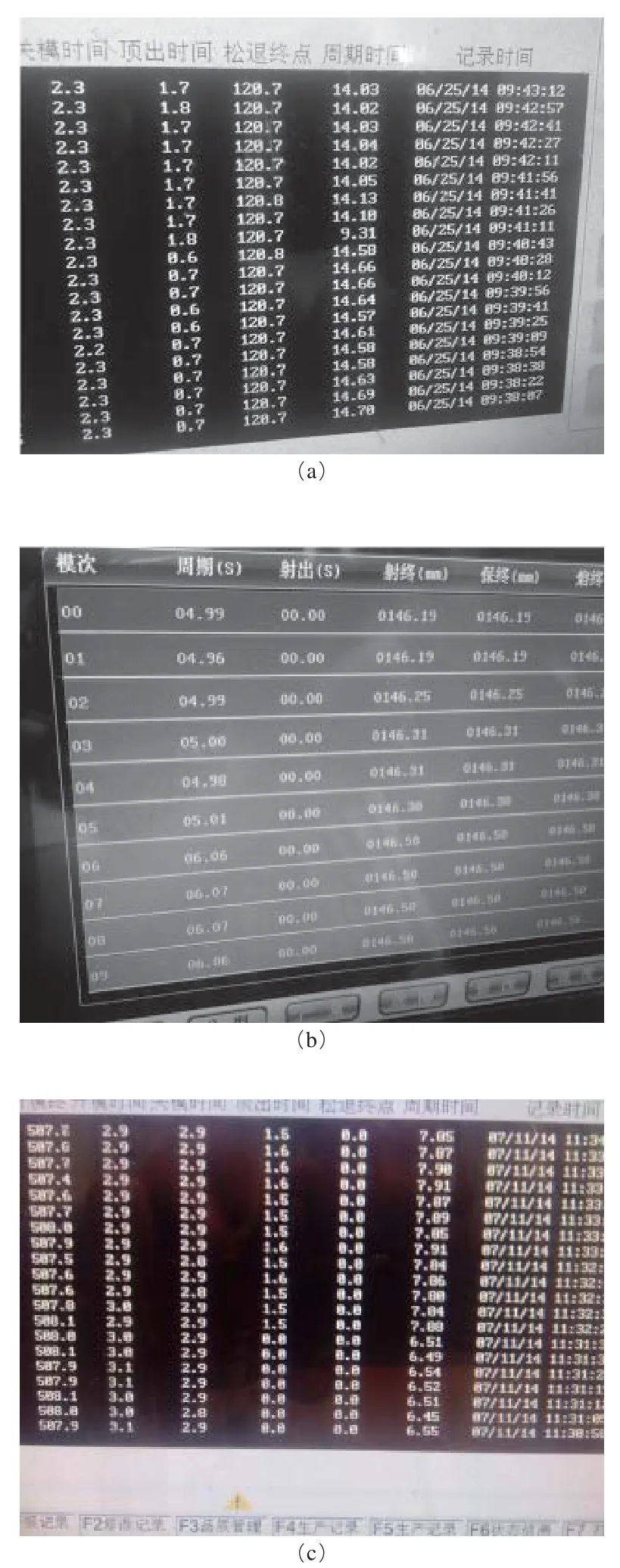
图4 生产周期的稳定性与装同步阀显示图
3 结论
通过上述测试,这方案对不同的模具与不同的机型,都有缩短生产时间,提高生产效率的功能。并且不影响开模位置稳定性,开模时间稳定性。由于方案简单,可靠,操作方便易学,成本低,容易作为标配推广。
它也可以与其它双泵方案,动力加大方案合在一起应用。这原理如用比例溢流阀,这方案可电脑调节,同时具有同步,开模背压,开模刹车控制,是高端机的选项。
[1] 张友根,我国医疗包装塑料制品成型设备的现状和发展研究[J],中外食品和包装机械,2010,5:33~38.
[2] 专利文献zl 200820215867.9双泵系统同步回路.
[3] 王积伟,章宏甲,黄谊.液压传动(03745A).
Analysis of 0.1s faster of injection molding machine
Analysis of 0.1s faster of injection molding machine
Wu Xiaoming
(Zhejiang Borch Machiney Co.,LTD., Hangzhou 311106, Zhejiang, China)
Under the rules of WTO, the market has allowed a wide variety of systems, a variety of models and a variety of business in competition. In the premise of quality assurance, price is a very important factor.While the labor cost is increasing, the raw material cost is basically the same, and the only way to reduce the production cost is to improve the automation and production effi ciency. Through technical innovation, this paper puts forward a simple, convenient and low cost fast program, which has a good effect on small and medium injection molding machine.
injection molding machine; shorten production cycle; synchronization of knockout and break mold.
TQ320.662
1009-797X(2016)18-0007-03
BDOI:10.13520/j.cnki.rpte.2016.18.002
(R-03)
吴小明(1961-),男,硕士,在注塑机行业已工作30年,主要研究国产双比例阀在注塑机的开发与应用,注塑机控制系统的组合应用及生产管理、市场管理。
2016-06-27
猜你喜欢
东北电力技术(2022年7期)2022-08-26
设备管理与维修(2022年9期)2022-07-14
橡塑技术与装备(2022年4期)2022-04-27
模具工业(2022年4期)2022-04-27
装备制造技术(2020年3期)2020-12-25
内燃机与配件(2020年22期)2020-09-10
湖北农机化(2020年4期)2020-07-24
机械工程师(2020年2期)2020-03-02
制造技术与机床(2019年6期)2019-06-25
现代机械(2018年1期)2018-04-17
