废水生物脱氮与零排放技术应用研究
2016-10-14 12:26:07李宇庆马楫余杰宋小康
工业水处理 2016年9期
李宇庆,马楫,余杰,宋小康
废水生物脱氮与零排放技术应用研究
李宇庆1,2,马楫1,2,余杰1,2,宋小康1,2
(1.江苏苏净集团有限公司,江苏苏州215122;2.苏州苏净环保工程有限公司,江苏苏州215122)
采用生化、反渗透(RO)和三效蒸发器组合工艺,对某企业有机废水进行深度处理,首先通过混凝沉淀、生化处理去除部分有机物和氨氮等污染物,然后利用RO系统去除剩余的有机物和盐分等,最后采用三效蒸发器对RO系统浓水进行蒸发浓缩。运行结果表明,出水水质可满足企业生产工艺用水水质要求,并达到零排放的目的。
有机废水;生物脱氮;回用;零排放
化工、屠宰、食品加工等行业生产过程中产生的废水中有机物和氨氮含量非常高,难以生物降解,是目前国内外废水处理的难点和热点之一。长期以来,污水的处理均以去除有机物(COD)和悬浮固体(SS)为目标,未能全面考虑对氮素等营养物质的去除。2007年氮磷富营养化引起太湖蓝藻事件后,中国环境问题的主要矛盾已经开始由有机污染物转向了氮素的问题。氮素污染是造成水体富营养化及缺氧性水质恶化的重要因素,特别是水中氨氮对水质的影响最为明显。近年来,氮污染迅速加剧,氮素成为许多水体和流域的第一超标污染物。在“十二五”阶段,氨氮已继COD、二氧化硫之后成为污染物总量减排的重要控制指标。2008年1月1日实施的江苏省地方标准《太湖地区城镇污水处理厂及重点工业行业主要水污染物排放限值》(DB32 1072—2007)中表3太湖地区重点工业行业主要水污染物排放限值要求排污单位最后出水氨氮小于5mg/L,总氮小于15 mg/L。在我国经济发达地区如太湖流域地区对新建项目更是要求实行含氮废水的零排放。
笔者针对普通生化法处理高氨氮有机废水效果不理想而膜法处理又存在膜污染的技术难题,采用混凝沉淀、生化、反渗透(RO)和三效蒸发器组合工艺来处理这类废水。采用该组合工艺不仅实现废水处理达标排放,同时进行深度处理实现废水的循环利用和零排放,达到节能减排的要求。
1 项目情况介绍
1.1水量水质
某半导体企业主要产品为微波功率器件和开关功率器件,为无线通讯、汽车电子、工业控制、新能源等应用领域提供高效的半导体产品,该企业生产废水的水质特征是含氮量高,碳氮比低,其主要水质指标:COD≤2 000mg/L,NH4+-N≤100mg/L,TN≤150mg/L,SS≤200mg/L,电导率≤4 000μS/cm,pH为6~8,设计处理水量为216 t/d。经过处理后的水达到回用水质要求,具体指标:COD≤50mg/L,SS≤1 mg/L,TN≤1mg/L,电导率≤100μS/cm,pH为6~9。
1.2测定指标与方法
COD采用重铬酸钾法;SS采用重量法;pH采用玻璃电极法;电导率采用电导率仪法;氨氮采用纳氏试剂分光光度法;总氮采用碱性过硫酸钾紫外分光光度法。
1.3工艺流程
由于废水中含氨氮和有机物浓度较高,因此考虑将该废水收集后经pH调整后加药混凝沉淀,出水再次调整pH至中性,然后进入缺氧/好氧反应池,通过生物代谢作用去除有机物和氨氮,泥水分离后出水经自动砂滤器、保安过滤器和RO系统进一步深度处理后RO产水直接回用,RO浓水经三效蒸发后冷凝液回流到缺氧池,浓缩液结晶离心后委外处理,清液循环蒸发处理。具体工艺流程如图1所示。
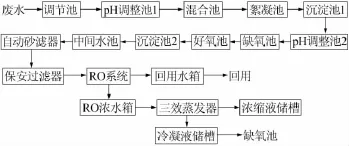
图1 工艺流程
1.4主要处理构筑物和设备
(1)调节池。该池用于储存生产废水。该池为钢砼结构,内衬FRP,工艺尺寸7 000mm×4 000mm× 4 500mm,有效容积V=112m3,水力停留时间(HRT)为12.4 h。设液位控制器3套,设提升泵2台,1用1备,通过液位控制器控制提升泵,高位启动,低位停止,超低位报警。设水力搅拌系统1套,进行废水的均质均量。
(2)pH调整池1。在该池向废水中加入碱调节pH到适宜的范围,设药剂投加装置1套,设pH控制器1套,用于自动控制定量加药;另设1套机械搅拌设施,使加入的碱与废水快速混合。该池为钢砼结构,内衬FRP,工艺尺寸1 500mm×1 500mm× 2 500mm,有效容积V=4.5m3,HRT为0.5 h。
(3)混合池。在该池向废水中投加混凝剂,并机械搅拌,使得废水中的污染物以混凝剂为凝聚核心,通过混凝剂的水解、吸附、架桥等电化学反应作用,悬浮物凝结为大的颗粒物。该池设搅拌机设施1套,药剂投加装置1套。该池为钢砼结构,内衬FRP,工艺尺寸1 500mm×1 500mm×2 500mm,有效容积V=4.5m3,HRT为0.5 h。需要特别说明的是,碳氮比影响生物脱氮效率,当生产废水氨氮超过100mg/L,可以在混合池投加次氯酸钠将废水中的氨氮氧化成氮气〔1-2〕。
(4)絮凝池。在该池向废水中投加絮凝剂,并机械搅拌,通过改善絮凝颗粒间的静电斥力及其强大的桥联、网络絮凝作用,使混合池形成的混凝颗粒物增大,凝聚到一起,从而使废水中的悬浮颗粒得以分离。该池设搅拌机设施1套,药剂投加装置1套。该池为钢砼结构,内衬FRP,工艺尺寸1 500mm× 1500mm×2500mm,有效容积V=4.5m3,HRT为0.5h。
(5)沉淀池1。该池采用竖流沉淀池,该池处理能力大,处理效率高,停留时间短,占地面积小。经过混合絮凝反应的废水进入该池,在重力作用下,进行固液分离,重金属氢氧化物沉淀下来,上清液进入下一处理工序,沉淀的泥渣排入污泥池做进一步处理。该池采用钢结构。工艺尺寸3 500mm×3 500mm× 5 000mm。该池表面负荷为0.73m3/(m2·h),有效容积V=44.1m3,HRT为4.9 h。
(6)pH调整池2。在该池向废水中加入酸调节pH到适宜的范围,设药剂投加装置1套,设pH控制器1套,用于自动控制定量加药;另设1套机械搅拌设施,使加入的酸与废水快速混合。该池为钢砼结构,内衬FRP,工艺尺寸1500mm×1500mm×2 500mm,有效容积V=4.5m3,HRT为0.5 h。
2.在客观评价指标中,物质维度对于民营企业社会责任满意度的评价影响是比较大的,仅次于环境维度,高于心理维度。具体说来,民营企业社会责任的物质维度包括三方面评价指标,根据权重的计算,薪酬制度最为重要,其次为薪酬激励方式,最后为社会保障体系。
(7)缺氧池。在缺氧条件下,废水中的大分子有机物在微生物水解酶的作用下,降解为小分子物质,增强其可生化性,同时反硝化细菌在缺氧条件下生存和增殖,达到脱氮的效果。池内设高效生物脱氮填料,使反硝化微生物附着于填料表面。池内置潜水搅拌机2台,令污泥与废水有效接触。该池为钢砼结构,工艺尺寸3 000mm×5 000mm×4 500mm,有效容积V=60m3,HRT为6.7 h。
(8)好氧池。经过缺氧处理后的废水进入好氧池,然后对废水进行充氧曝气,此时水中好氧菌落占绝对优势,并具有较好的活性,各种微生物在好氧条件下,充分利用废水中有机物质,在溶解氧为2~4 mg/L条件下,进行好氧生化反应(自身的新陈代谢作用),将污水中大量有机物质转化为CO2、N2和H2O以达到降低BOD5和COD的目的。好氧池活性污泥维持在2 500~4 000mg/L。设混合液回流泵2台,1用1备,混合液回流比控制在100%~200%。该池为钢砼结构,工艺尺寸5 000 mm×9 000 mm× 4 500mm,有效容积V=180m3,HRT为20 h。
(9)沉淀池2。该池采用竖流沉淀池,该池处理能力大,处理效率高,停留时间短,占地面积小。经过混合絮凝反应的废水进入该池,在重力作用下,进行固液分离,重金属氢氧化物沉淀下来,上清液进入下一处理工序,沉淀的泥渣排入污泥池做进一步处理。该池采用钢结构。设污泥回流泵2台,1用1备,污泥回流比控制在50%~100%。工艺尺寸3 500mm× 3500mm×5000mm,该池表面负荷为0.73m3/(m2·h),有效容积V=44.1m3,HRT为4.9 h。
(10)中间水池。经过前道处理后的废水排放到中间水池储存,中间水池设有1个10m3PE水箱,设提升泵2台,1用1备,HRT为1.1 h。
(11)自动砂滤器。废水在砂滤器内经过过滤,直径较小的颗粒物等在这里得到去除,以此保证后续处理工艺的正常运行。由于过滤器的滤料经过一段时间工作后,会产生污染物的积聚等情况,需要定期对滤料进行反冲洗,保证其工作质量。而反冲洗水将回到一级沉淀池进行重新处理。砂滤器自动反冲洗,每套设气动阀6个。砂滤器净空尺寸D 1 200mm× 1 500mm,过滤速度8m/h,反冲洗频率1天1次,反冲洗历时8min,滤层高度1.2m,投放滤料为2mm(10目)~4.75mm(4目)和0.212mm(70目)~0.425mm(40目)精制石英砂。
(12)保安过滤器。保安过滤器以去除浊度1度以上的细小微粒,来满足后续工序对进水的要求;笔者方案中设有5μm过滤器截留上述过滤器的穿透物,保护RO膜。
(13)RO系统。主要由RO膜元件(型号BW 30-400-FR,10支)、高压泵、加药系统、清洗系统和PLC自控系统等组成。RO膜元件为聚酰胺抗污染反渗透膜。设计处理规模9.0m3/h,24 h连续运行,产水率为60%。
2 工程应用情况
该废水处理及回用设备自2014年2月正式投入实际应用以来,各处理工艺段运行情况如表1所示。

表1 各处理工艺段水质情况
RO系统出水水质完全可以达到生产工艺用水水质要求,RO系统产水率稳定在60%~70%,剩余30%~40%的RO浓水经三效蒸发器处理后浓缩液委外处理,冷凝液收集后返回到缺氧池,达到了含氮废水零排放的目的。
3 处理成本分析
该工程实际运行一年多来,处理水量为216 t/d,处理成本主要包括:电费1.51元/t,药剂费用0.64元/t,燃气锅炉天然气费用126.2元/t,人工费1.15元/t。以上合计吨水处理成本为129.50元/t。以处理水量为216 t/d为例,笔者工艺与常规达标排放工艺(混凝沉淀-AO工艺)相比,一次性投资和运行费用都很高,如表2所示。
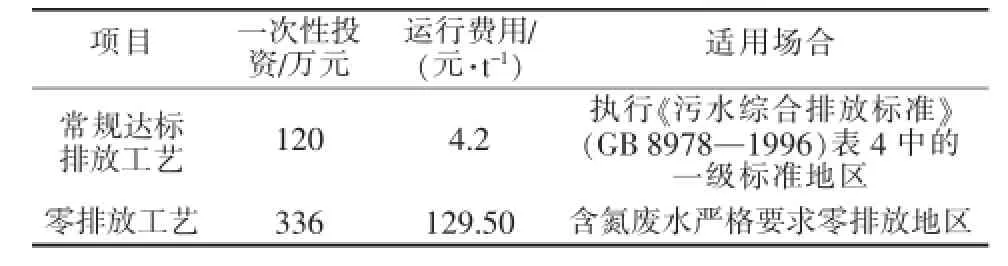
表2 不同工艺对比
4 结论
(1)采用混凝沉淀+生化+石英砂过滤+RO组合工艺进行高氨氮有机废水深度处理及回用,RO系统出水水质可以达到生产工艺用水水质要求,RO浓水经三效蒸发后冷凝液回流到缺氧池,浓缩液结晶离心后委外处理,并达到零排放的目的。
(2)组合工艺系统对废水中的污染物具有很高的去除效率,产水率为60%~70%,当进水COD为1 431~1 852mg/L时,RO产水COD为6~8mg/L,对有机物的去除率达到99.4%~99.7%,进水电导率在3 329~3 786μS/cm时,出水电导率为35~49μS/cm,脱盐率为98.5%~99.8%。
(3)在缺氧池设置高效脱氮填料可以强化脱氮效果,AO生化系统对氨氮和总氮具有较高的去除效率,AO工艺进水TN为112~134mg/L,出水TN为9~15mg/L,脱氮效率为86.6%~93.2%。
(4)该工程处理废水量为216m3/d,工程总投资为336万元,一次性投资较高。在未考虑设施大修费和设备折旧的情况下,日常运行成本为129.50元/t。
[1]何岩,赵由才,周恭明.高浓度氨氮废水脱氮技术研究进展[J].工业水处理,2008,28(1):1-4.
[2]邓玮玮,王晓昌.低碳氮比废水脱氮研究进展[J].工业水处理,2015,35(2):15-19.
Research on the engineering app lication ofbiologicaldenitrification and zero discharge technologies forwastewater
LiYuqing1,2,Ma Ji1,2,Yu Jie1,2,Song Xiaokang1,2
(1.Jiangsu SujingGroup Co.,Ltd.,Suzhou 215122,China;2.Suzhou Sujing Environmental Protection Engineering Co.,Ltd.,Suzhou 215122,China)
The engineering application of the combined process,biological chemistry-RO(reverse osmosis)-tripleeffect evaporator to the advanced treatment of the organic wastewater in an enterprise is introduced.Firstly,part of pollutants,such asorganisms,ammonia nitrogen,etc.can be removed by coagulating sedimentation and biochemical treatment.Then,the residualorganismsand saltcan be removed by RO system.At the end,the triple-effectevaporator can be used for the evaporation and concentration of RO system concentrated water.The operation results show that the effluentwater quality canmeet the requirements forwater to be used in production in enterprises,and reach thegoalof zero discharge.
organicwastewater;biological removalofnitrogen;reuse;zero discharge
X703.1
A
1005-829X(2016)09-0095-04
李宇庆(1975—),博士,高级工程师。E-mail:yvqinglee@ 163.com。
2016-06-26(修改稿)
江苏省第四期“333工程”科研资助项目(BRA2015101)
猜你喜欢
化工管理(2022年14期)2022-12-02 11:43:52
小学生学习指导(高年级)(2022年4期)2022-04-26 06:17:20
云南化工(2021年6期)2021-12-21 07:31:12
云南化工(2021年8期)2021-12-21 06:37:36
资源节约与环保(2018年1期)2018-02-08 02:18:00
读写算·高年级(2017年6期)2017-06-27 08:16:27
环境科技(2016年6期)2016-11-10 05:14:06
系统工程与电子技术(2016年2期)2016-04-16 05:17:02
癌症进展(2016年10期)2016-03-20 13:15:42
环境科技(2015年3期)2015-11-08 12:08:34