
部队服役枪械外观快速修复研究
2016-10-12 00:39:59陈超博杨晓玉饶勇驻二九六厂军代室重庆400054
装备环境工程 2016年1期
陈超博,杨晓玉,饶勇(驻二九六厂军代室,重庆 400054)
部队服役枪械外观快速修复研究
陈超博,杨晓玉,饶勇
(驻二九六厂军代室,重庆 400054)
目的 快速修复部队服役枪械的外观质量。方法 基于部队的实际情况,通过对枪械表面处理常用的镀铬工艺、阳极氧化工艺、黑色磷化工艺和喷漆工艺的分析,提出了一套部队可用的枪械快速修复外观的方法,即铁件采用黑色磷化工艺处理,铝件和塑料件采用表面喷漆的工艺来处理。结果通过将该方法到部队实际应用,证明了该方法的可行性。结论 该方法操作简单、快捷,达到了部队可自行快速修复的目的。
枪械;外观修复;表面处理
部队在日常训练使用过程中会对枪械外观造成一定损伤,在进行展示时,外观损伤的武器会影响部队形象,同时外观损伤会造成枪械表面防腐层被破坏,也不利于枪械的防腐保养。随着枪械产品的不断升级,新材料、新技术的应用不断增加,表面处理加工工艺也由单一化、简单化逐渐向多元化、专业化、高技术含量发展,对工艺控制、设备、化工原料等要求更加专业,采用工厂的方法,部队难以做到对枪械进行自行修复。因此,立足部队自身条件,以简单、快捷、实用为前提,在不采用复杂工艺、专业设备的基础上,研究以低技术含量的工艺、易于采购的原材料和设备、方便的能源的通用方法,来实现部队自行快速修复枪械外观,具有重要的实际意义[1—6]。
1 表面处理工艺选择
1.1采用的表面处理工艺分析
枪械采用了钢质、铝质以及塑料零部件,主要的表面处理方法有氧化、黑色磷化、镀铬、阳极氧化,基本情况见表1[7—12]:
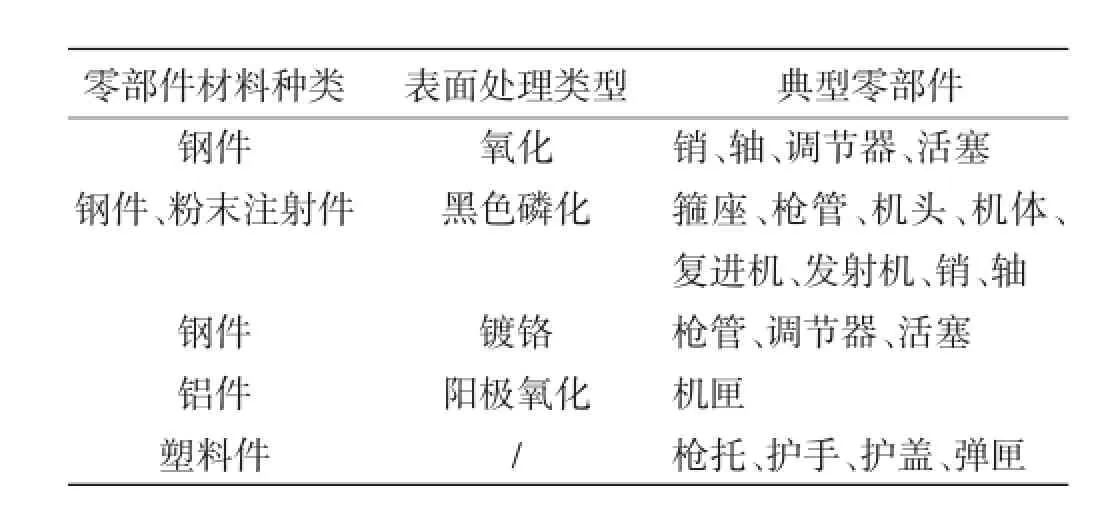
表1 各材质的表面处理类型Table 1 The type of surface treatment for each material
1.2外观变化情况
部队在使用枪械以某型自动步枪为例,其外观磨损严重的主要在枪身上,枪身前部的枪管、箍座的棱边、表尺座两侧边、前导杆外圆、膛口装置、机匣棱边被磨白(如图1所示),机头运动部位大面积磨白(如图2所示),塑料件被磨白、发毛,少量机匣在长期高紫外、红外线照射环境下变色。

图1 部队服役某型自动步枪枪身磨白情况Fig.1 The wear white barrel of a rifle serving in army
1.3外观修复工艺对比分析
氧化工艺的原材料普通,易于购买,生产工艺以及设备简单,但流程长、能耗大,各工序控制难度大,槽液维护较难,对环境污染大,对于部队来说,实际操作难度较大。氧化处理已磷化的零部件会使得零部件表面变黄,因此氧化不得对磷化的零部件进行处理。综合来看,不推荐部队使用氧化作为外观快速修复的手段。
黑色磷化工艺的所需原材料主要是黑色磷化供应商提供的浓缩液,采购渠道多,使用时按供应商提供的配比,加水调配即可,槽液维护简单,供应商也能及时提供技术服务。黑色磷化工艺流程短,所需设备简单,使用常规能源即可满足工艺要求,日常维护也简单。磷化处理已氧化的零件不会使得零部件表面变色,只是会略微影响零部件表面的粗糙度。很适合部队进行枪械外观快速修复。
镀铬、阳极氧化需要专用的电镀设备,工艺流程复杂,溶液控制难度大,有毒化学物质多,同时涉及到零件尺寸变化以及后加工等问题,因此镀铬和阳极氧化不适合用于部队枪械外观快速修复。
由于铝质零件采用阳极氧化工艺,因部队修复条件限制,无法对铝质零件进行外观修复,因此要选择其他的表面处理方法来修复铝质零件。未经表面处理的铝件表面在大气中有自钝化反应,其自行生产的钝化膜有一定的防腐效果,因此铝件外观修复是为了保证外观颜色一致性。塑料件在使用中磨损、发毛,也需要采用其他手段来修复外观。通过对比部队条件以及社会资源,充分考虑适用性、通用性、便捷性,选择喷漆技术作为铝质零件、塑料件的外观修复工艺。
综上所述,结合枪械的表面处理方法以及部队具备的修复条件,可用于枪械外观快速修复的方法是黑色磷化、喷漆。

图2 部队服役某型自动步枪机头磨白情况Fig.2 The wear white comb of a rifle serving in army
2 准备工作
2.1修复工艺与化工原料准备
2.1.1黑色磷化工艺与化工原料准备
黑色磷化是以磷酸盐为主的多种混合溶液在加热条件下与Fe发生反应,在零件表面生成磷酸盐结晶膜的一种化学处理。其处理流程为:清洗去油—吹干—打磨—清洗去油—磷化—烫干—煮油。
1)去油,可用汽油或者脱脂剂进行处理。如用汽油清洗,为保证去油效果最好采用180#航空洗涤汽油。当180#汽油未采购到时,可用93#汽油代替,但要注意93#汽油的去油效果。当经93#汽油去油后的零件在黑色磷化后出现外观发黄、发花时,应采用脱脂剂来去油。脱脂剂可用表面处理脱脂剂,也可用餐具清洁剂来进行清洗,但要注意去油后要将零件上的脱脂剂、清洁剂清洗干净,否则会影响黑色磷化效果。
2)黑色磷化,工艺已在机械制造业大量应用,市面上有很多提供黑色磷化原液的供应商。由于各供应商的黑色磷化液基本上都是在标准溶液基础上改良的,其配比、工艺略有不同,处理后的磷化膜颜色略有差异,防腐能力相差不大,但需注意不能选择有预发黑工序的黑色磷化工艺。因此可向供应商提出黑色磷化处理后的颜色要求,并要求其提供现场技术服务,对维修人员进行技术培训,以此来确保磷化质量符合要求。
3)烫干,是将黑色磷化后的零件在70℃以上的肥皂水中进行浸泡2~3 min,对磷化膜进行中和、封孔,提高防腐性能。通常将肥皂切成小块,用纱布包裹后,放入70℃以上的热水中溶解。
4)煮油,是将32#全系统损耗用油加热到105℃以上,再放入黑色磷化烫干后的零件,放置3~5 min,去除多余水分,同时在零件表面覆盖油膜提高防腐能力。当磷化质量不好时,可在黑色磷化前用硫酸酸洗,清洗后再进行黑色磷化处理。
2.1.2喷漆工艺与原料准备
喷漆的工艺流程为:汽油清洗—打磨—擦拭—吹干—喷漆—烘干—检验。油漆对喷涂部位的清洁度要求高,否则油漆与基体结合力不好,出现起皮等问题,因此,喷漆前的清洗应采用汽油。汽油最好选择180#航空洗涤汽油,如采用其他牌号的汽油或者清洗剂进行清洗,则应注意零件表面的清洗效果。采用清洗剂清洗后,一定要将枪械上附着的清洗剂彻底洗干净。油漆可向当地油漆供应商购买,所购油漆的要求为:黑色、亚光细纹漆,漆层颜色、外观与未使用过的塑料件基本一致;与金属、塑料结合力好,用刀片按1 mm×1 mm的间隔划取10×10个方格,用透明胶带贴合后,方格的漆层不会被粘掉;最好是采购不用烘干的自干漆。
2.1.3其他原料、辅料准备
黑色磷化溶液配制需要用到水,由于我国各地水质不一,自来水硬度高,不适合直接用于黑色磷化溶液配制。要使用自来水用于溶液配置,需要进行软化处理,通常可采用在自来水中加入少量苏打,再将水煮沸一段时间,即可使水软化。如果部队的条件好,也可用桶装纯净水来配置黑色磷化溶液。由于不能直接接触化工原料,应使用耐酸碱的橡胶手套以及线手套。配备麻绳、棉纱、铜扦,在黑色磷化完后拉净枪管内膛。硫酸溶液配置时要注意溶液的倒入顺序,一定要先加水再缓慢加硫酸,边加边搅拌,随时注意桶的温度,如温度过高则应停止加酸,待溶液冷却后再加酸。硫酸液配置完成,一定要静置冷却至室温才能使用。
2.1.4修复效果
修复后的某型自动步枪外观如图3所示,修复后外观得到了极大的改善。

图3 外观修复后的状态Fig.3 State of appearance after repair
通过对试用单位1000多支枪的修复效果看,铁件采用黑色磷化工艺处理后的外观一致性相对于出厂时要差一些,但是经过1年多的使用,能够达到防腐的效果。铝件和塑料件采用表面喷漆的工艺处理后约有13%出现大块掉漆的现象,经分析和验证主要是喷漆前表面处理不彻底导致油漆与基体结合力不好。
2.2注意事项
2.2.1黑色磷化操作
黑色磷化工序较多,虽然工艺流程整体有所简化,但相关工序的重点注意事项要求不能放松:黑色磷化的浓度、温度、时间一定要符合工艺要求,不允许浓度、温度、时间不够时进行磷化处理;去油后要检查去油效果,油污未去净时应重新进行去油;严格控制酸洗,当不用酸洗就能获得合格的磷化质量时,可以不进行酸洗;煮油工序应确保油温不能过低或者过高,随时检测温度,去油前可用压缩空气将枪械上的多余水分吹去再进行煮油,缩短煮油时间以及提高质量;每日作业开始前应打捞溶液沉渣,避免沉渣影响磷化质量。
2.2.2喷漆操作
喷漆工艺对零件表面的清洁度要求高,因此环境因素是影响漆层质量的原因之一,其重点注意事项如下:漆液配置必须按比例调制,调制时应根据当天的用量来调制,调制后应试喷2~3件验证质量;喷漆前零件表面必须将油污、灰尘去除干净,否则会造成掉漆问题;喷漆时应避免有风的时候,避免空气中的灰尘附着在漆层上,影响外观质量;喷漆后应自然干燥一定时间,不能直接进行烘干,否则会因为漆液内的稀料挥发过快使漆层表面形成缩孔、褶皱等质量问题;烘干完成后,漆层还未完全固化,不能立即用手触摸零件,避免出现手印等问题。
2.3设备的选择
2.3.1黑色磷化设备
考虑到部队条件有限、经费少,加之需进行外观修复的枪械处理量少,因此在选用黑色磷化工艺设备时,应尽量选择简易、经济的设备。
由于黑色磷化会与铁进行反应,因此应选择不予磷化进行反应的带盖不锈钢桶,同时不锈钢利于进行加热。桶的高度一定要足够,磷化液液面距离桶沿大于150 mm,避免溶液沸腾出来;确保枪械放入桶内后,距离桶底至少有100 mm的空间,便于溶液沉渣有浮动空间,避免过多的沉渣附着在枪械表面。酸洗用硫酸会对金属有腐蚀,硫酸槽则应选用塑料桶,配合毛刷对枪械磷化部位进行浸洗即可。其他去油、烫干、煮油等工序与黑色磷化工序要求相同,设备配置与其相同即可。
2.3.2喷漆设备
喷漆设备主要由喷枪、胶管、压缩空气机、喷漆架、电烘箱、清洗器具、调漆桶、操作台、挂钩等组成。压缩空气机、喷枪和胶管在市场上很常见,一般油漆供应商都有售。由于我国许多地方气候潮湿,所以压缩空气机必须配备油水分离器,以除去压缩空气中的水分,避免出现喷漆质量不好的情况。电烘箱应具有足够的高度,在挂装下枪身后,枪身距离烘箱底部还有100 mm以上,温度能升温至220℃,具有自动控温、定时功能。从经济的角度考虑,可采用简单的支架来代替喷漆室,最好在支架的后面放置纸板或木板来吸收多余的漆雾。操作台要求采用稳固的桌子,在打磨时无明显晃动即可,但需要在桌面垫上一层橡胶,避免枪械外观划伤。
2.3其他辅助设备选择
枪械进行拆装时,各零部件应挂号牌分别存放,需配备数量若干的盒子以及铁制号牌凳。枪身较长,可用干净的平板推车进行存放及运转。
3 场地选择
3.1黑色磷化场地
黑色磷化场地应选择在通风良好的室内,配备有排风扇,室内空气能对流,室内采光或者照明应充足,配备有水槽以及排水通道。黑色磷化场地各区域应做好标示,严禁无关人员入内,并做好警示标示,严禁非操作人员触碰设备以及化工原料。
3.2喷漆场地
喷漆场地分为打磨区、清洗区、喷漆区和烘干区,四个区域应相隔一定距离,周边应无明显火源,并在醒目处做好警示标示,严禁烟火。打磨区室内外均可,采光或者照明应充足。清洗区应选择避免阳光直射、通风良好的地方。烘干区设置在室内,要求通风良好,能提供220 V和380 V的交流电,还需设置自然干燥区域,并配备支架来悬挂零部件进行自然干燥、冷却。
喷漆作业区应选择在通风良好的户外,尽量设置在人少之处,每日作业前将周边灰尘清扫干净,避免灰尘附着在漆层上影响外观质量。
4 结语
通过在多个部队的实地实施,枪械外观快速修复方法能简单、快捷地进行操作,达到了外观修复的目标,为部队自主进行技术修复提供了途径。黑色磷化批与批之间易存在色差,表面处理不干净喷漆易起皮现象,这就需要操作者严格按照工艺路线执行,并不断总结提高。
[1]GJB 4239—2001,装备环境工程通用要求[S].
GJB 4239—2001,General Requirements for Military Equipment Environmental Engineering[S].
[2] 宣卫芳,胥泽奇,肖敏,等.装备与自然环境试验·提高篇[M].北京:航空工业出版社,2011.
XUAN Wei-fang,XU Ze-qi,XIAO Min,et al.Equipment and Natural Environmental Test·Advanced Course[M].Beijing:Aviation Industry Press,2011.
[3]田笑.某型号推进环境适应性设计工作中的五项措施及其分析[J].装备环境工程,2008,5(6):15—19.
TIAN Xiao.Analysis on Five Measures of Improving Envi-ronmental Worthiness Design of Aircraft[J].Equipment Environmental Engineering,2008,5(6):15—19.
[4]熊长武.装备环境适应性设计思想变革与实践[J].装备环境工程,2014,11(2):20—25.
XIONG Chang-wu.Transformation and Practice of Equipment Environmental Adaptability Design Ideas[J].Equipment Environmental Engineering,2014,11(2):20—25.
[5]肖敏,周漪,杨万均.典型环境中三种自然环境加速试验方法的环境强化效果分析[J].装备环境工程,2014,11(2):26—31.
XIAO Min,ZHOU Yi,YANG Wan-jun.Analysis on Enhanced Environmental Effect of Three Different Natural Environmental Accelerated Test Methods in Typical Environment [J].Equipment Environmental Engineering,2014,11(2):26—31.
[6]丁国清,张波.钢在自然环境中的大气腐蚀研究进展[J].装备环境工程,2010,7(3):42—48.
DING Guo-qing,ZHANG Bo.Research Progress of Atmo-spheric Corrosion of Steels in Natural Environment[J]. Equipment Environmental Engineering,2010,7(3):42—48.
[7]白玉光,田妮,刘春明.09CuPTiRE钢耐候性能及腐蚀过程研究[J].材料与冶金学报,2003,2(1):63—67.
BAI Yu-guang,TIAN Ni,LIU Chun-ming.Study on the Weather Resistance and Corrosion Process of 09CuPTiRE Steel[J].Journal of Materials and Metallurgy,2003,2(1):63—67.
[8]陈琪,梁玉英,贾占强.一种可行的盐雾试验方法[J].四川兵工学报,2009,30(1):69—70.
CHEN Qi,LIANG Yu-ying,JIA Zhan-qiang.A Practical Method of Salt Spray Test[J].Journal of Sichuan Ord-nance,2009,30(1):69—70.
[9]肖纪美.应力作用下的金属腐蚀[M].北京化学工业出版社,1990.
XIAO Ji-mei.Corrosion of Metal under the Stress[M].Beijing:Chemical Industry Press,1990.
[10]曹楚南.中国材料的自然环境腐蚀[M].北京:化学工业出版社,2005.
CAO Chu-nan.Material Natural Environment Corrosion[M]. Beijing:Chemical Industry Press,2005.
[11]李晓刚,高瑾,张三平,等.高分子材料自然环境老化规律与机理[M].北京:科学出版社,2011.
LI Xiao-gang,GAO Jin,ZHANG San-ping,et al.Natural Environment Aging Rule and Mechanism of High Polymer Material[M].Beijing:Science Press,2011.
[12]黄永昌,张建旗.现代材料腐蚀与防护[M].北京:上海交通大学出版社,2012.
HUANG Yong-chang,ZHANG Jian-qi.Material Corrosion and Protection in Modern Times[M].Beijing:Shanghai Jiaotong University Press,2012.
Fast Exterior Repair of Firearms Servicing in the Army
CHEN Chao-bo,YANG Xiao-yu,RAO Yong
(No.296 Factory Military Representative Office,Chongqing 400054,China)
Objective To find a way to quickly repair the appearance quality of the armed firearms.Methods Based on the actual situation of the army,this paper studied the surface treatment technology such as chromate technology,anodic oxidation technology,black phosphating technology and spray painting technology,which were often used in surface treatment of firearms.A method for quickly repairing the appearance quality was correspondingly put forward,i.e.,the iron parts were treated by black phosphating process,and the aluminum parts and plastic parts were treated by surface spray painting.Results The feasibility of the method was proved by using the method in the practical application.Conclusion The method is simple and fast,and can be used to quickly repair appearance quality of the armed firearms by the army.
firearms;exterior repair;surface treatment
2015-09-11;Revised:2015-10-09
10.7643/issn.1672-9242.2016.01.029
TJ20
A
1672-9242(2016)01-0156-05
2015-09-11;
2015-10-09
陈超博(1974—),男,陕西乾县人,硕士,工程师,主要研究对象为枪械质量与可靠性。
Biography:CHEN Chao-bo(1974—),Male,from Qianxian,Shaanxi,Master,Engineer,Research focus:quality of arms and reliability.
猜你喜欢
轻兵器(2024年1期)2024-02-01 16:09:28
电镀与精饰(2022年10期)2022-10-14 08:37:12
资源节约与环保(2022年8期)2022-09-20 02:25:08
小哥白尼(军事科学)(2022年6期)2022-08-17 08:23:32
小哥白尼(军事科学)(2022年3期)2022-06-09 03:11:30
上海涂料(2021年5期)2022-01-15 06:09:44
小哥白尼(军事科学)(2021年5期)2021-08-30 06:46:14
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:05
电镀与环保(2017年3期)2017-06-23 08:24:51
