钛-钌电极电催化氧化焦化厂湿熄焦循环冷却水
2016-09-23 10:04:22程晓梅郭爱红
河北环境工程学院学报 2016年4期
贾 旭,程晓梅,郭爱红*
(华北理工大学 化学工程学院,河北 唐山 063009)
环境监测与污染防治
钛-钌电极电催化氧化焦化厂湿熄焦循环冷却水
贾旭,程晓梅,郭爱红*
(华北理工大学 化学工程学院,河北 唐山 063009)
为了解决湿法熄焦中熄焦循环水达标回用的问题,以钛涂钌电极作为电极,研究利用电解池对焦化厂熄焦循环水TOC和NH3-N的去除效果。结果表明当两个极板间距为1 cm,6个极片组成电解池,电解电压为10 V,pH值为8,氯离子使其含量达到0.2mol/L,电解时间2 h时,废水中TOC指标的去除率为40%,NH3-N去除率达到95%,满足《炼焦化学工业污染物排放标准》中循环水对NH3-N的要求,表明电解法降解熄焦循环水中NH3-N的效果良好。经过电解2 h以后,污水颜色基本接近透明。
钛钌电极;催化氧化;熄焦循环水;去除率
10.13358/j.issn.1008-813x.2016.04.18
在焦化厂中,由湿法熄焦过程产生的废水含有很多复杂的污染物,主要含有焦尘、氨氮、酚、氰化物和多环芳烃等。熄焦过程产生的污水首先通过沉淀池沉淀,把水体中的颗粒物沉淀后,通过生化处理单元作用出水或被净化为清洁水循环使用,此时的水温高,达到约70~80℃。现有数据证明,平均每吨焦炭的循环水需求量大约是5 m3,其中蒸发的水分大约是0.5~0.75 m3。水汽蒸发携带出大量粉尘颗粒物和复杂有机污染物,对周边环境产生严重污染,并且也会腐蚀生产设备。本研究选取的实验用水是邢台市某焦化厂熄焦循环水主要污染物含量及《炼焦化学工业污染物排放标准》(GB 16171-2012)对照值如表1所示。

表1 某焦化厂熄焦循环水的主要污染物含量 mg/L
pH标准值为6~9,而测得的该焦化厂pH值为9.3,同时,由表1可知,没有经过沉淀池和生化处理的熄焦废水,如果直接用于多次循环熄焦,其水质远远达不到GB 16171-2012中规定的焦化生产废水经处理再用于熄焦的水质要求[1]。对于平均每年焦炭产量200万t的焦化厂,排放的粉尘、氨、酚、氰化物、苯、多环芳烃等有毒气体将超过1 200 t,而这些污染物会严重影响工人的身体健康,对周边环境产生的危害也非常严重[2]。
熄焦循环水要进行实际应用时,应先经过降温处理,再通过引水管道进入生化处理单元,生化池中的微生物可以处理部分氨氮、有机物和挥发酚、氰根离子等主要污染物。虽然这段处理过程的污水水温较高,但如果利用热交换器回收这部分热量,计算投入产出不合理。如果利用冷却池对其进行自然冷却处理,则需要较大体积的冷却池或多个冷却池联用处理,才能将水温降至进入生化池使微生物能正常进行处理活动的温度,约40℃左右。如果实施强制降温措施,那么,污水处理费用会大大升高。所以,需要寻找一种既不受温度限制又能快速处理并且工艺简单的处理方法来处理熄焦循化水,保证循环水达到回用标准。
电解法处理焦化废水得到广泛的关注,研究者主要针对焦化废水中COD、NH3-N、酚和氰等污染物,利用不同的电极材料进行了很多实验研究,研究成果具有借鉴意义[3-9]。但是,用钛钌电极处理熄焦循环水TOC和NH3-N的研究还未见报道。本研究将以钛钌电极作为电化学处理的阴阳极,利用电解法对某焦化厂熄焦循环水进行处理[10],考察极板间距、极板个数、污水浓度、pH值、电解电压和电解时间对循环水TOC和NH3-N去除效果的影响。
1 实验
1.1试剂和仪器
实验所需试剂:酒石酸、重铬酸钾、浓硫酸、盐酸、1,10-菲罗啉、硫酸亚铁、氢氧化钠、硫酸亚铁铵、硫酸银、硫酸汞,以上试剂都是分析纯试剂;实验水样为邢台市某焦化厂熄焦循环水。
实验仪器:直流电源、钛钌电极(宝鸡市金得利新材料有限公司)、DWS-296氨氮分析仪(上海雷磁)、PHS-3C精密pH计(上海精密科学仪器有限公司)、Liqui TOC测定仪 (德国Elementar Liquid 35061017)、Alpha-1860pc紫外可见分光光度计(上海谱元仪器有限公司)。
1.2实验内容
确定电解处理水中污染物的影响因素,首先考察极板间距和电解池极片个数对电解电压和电流的影响,确定电解池的极片个数和极板间距;然后进行电解水实验,取一定量的焦化废水,进行稀释,分别在不同的污水浓度、pH值、电解电压和电解时间下,研究分析电化学电解法对熄焦循环水中TOC和NH3-N的去除情况。
1.3实验方法
氨氮含量用氨氮分析仪测定,TOC含量用TOC测定仪测定,COD采用重铬酸钾法测定[11]。
2 实验结果与讨论
2.1电极极片间距和极片个数的确定
取某焦化厂熄焦废水400 ml,利用两个钛钌电极片和直流电源组成电解池,测定不同极板间距、相同电解电流下的电解电压值,确定电解时极板的间距。确定好间距后,用不同个数的电极和直流电源组成电解池,测定相同电解电流下的电解电压,考察不同电解池中电解电流和电解电压的关系。测定的数据如表2所示:
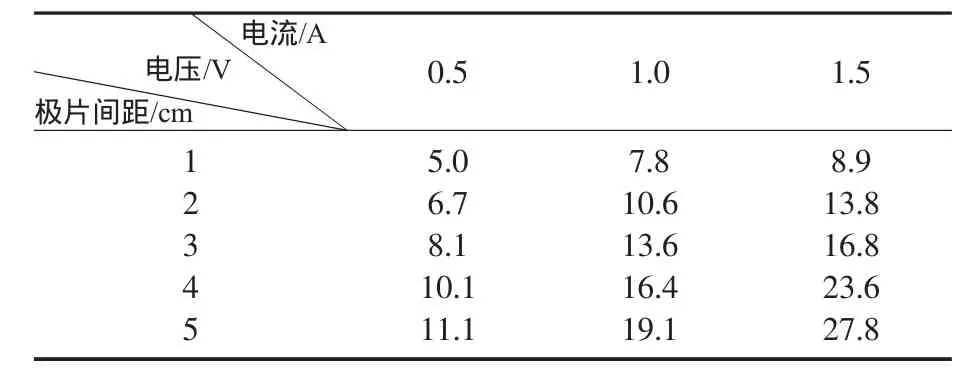
表2 不同极片间距和电解电流下的电压值
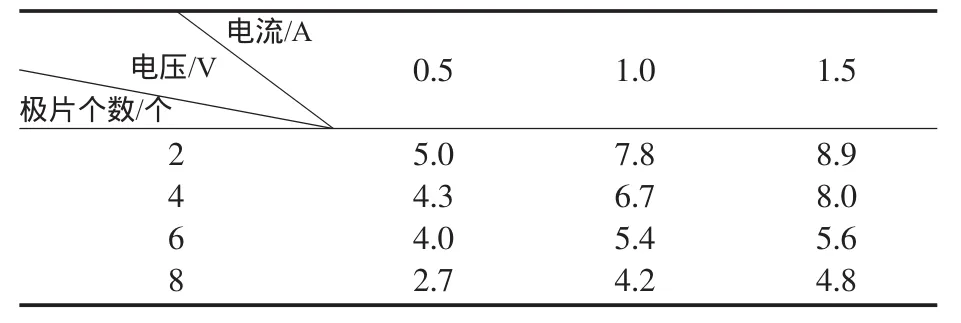
表3 不同极片个数和电解电流下的电压值
参考钛基二氧化锡电极快速去除熄焦循环水中的COD实验的结果[12],设定本实验电极极板间距和极板个数初始值,最终得出结论:后续实验选择阴阳极板间距为1 cm组装电解池。同时,为了保证电解过程使用较少的电量和电解过程稳定,选择6个极板和直流电源组成电解池。
2.2废水稀释倍数对TOC和NH3-N去除的影响
取废水400 ml,TOC为276 mg/L,NH3-N为515mg/L,将废水分别稀释不同的倍数,在电解槽中被催化降解,考察的电解电压为10 V,电解时间为60min,分析判断废水稀释倍数对钛钌电极处理废水中TOC和NH3-N含量的影响。
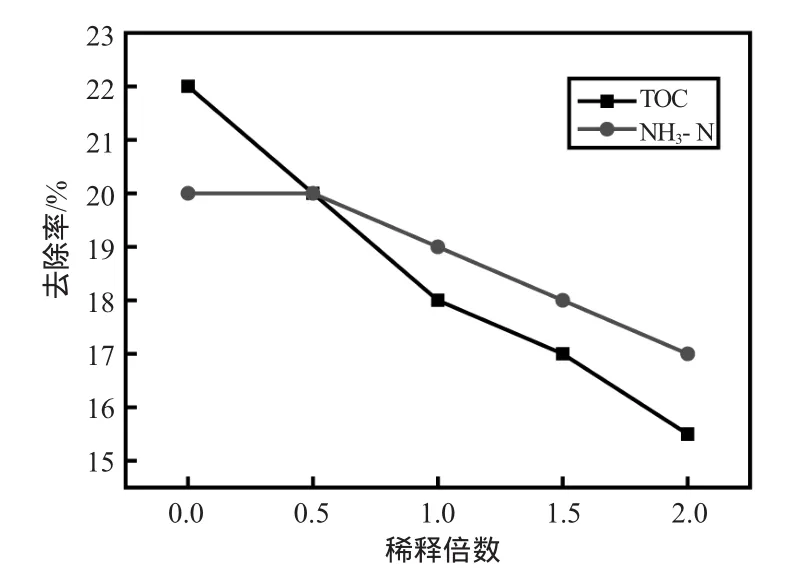
图1 稀释倍数对TOC和NH3-N去除率的影响
从图1中去除率来看,将废水稀释不同的倍数,在电解条件相同的情况下,TOC和NH3-N的去除率并不相同。原水TOC和NH3-N的去除率最高,达到20%和22%左右,可见,污染物浓度不同,电催化氧化对其去除能力也不同。水中污染物浓度较高时,阳极表面及附近的直接氧化作用则容易进行,而当染物浓度较低时,直接氧化和远离电极表面的间接氧化都会受到影响,所以,只有在污染物浓度适中时,TOC和NH3-N才能达到较好的去除率。在实际生产中,用于熄焦的循环水实际上是熄焦过程产生的废水、生化处理后的水和清洁用水掺杂而成,稀释大约为1倍。所以,利用钛钌电极处理熄焦循环水,设施要选择安装在生化出水和清洁水加入点前。
2.3电解电压对TOC和NH3-N去除效果的影响
利用电催化氧化法处理焦化废水,在不同电压下,分解产物不同。TOC和NH3-N的去除率也不同。取废水400ml,TOC为276mg/L,氨氮515 mg/L,COD为942mg/L,在不同电压下电解1.5 h,考察电解电压对钛钌电解去除熄焦废水TOC和NH3-N的影响。
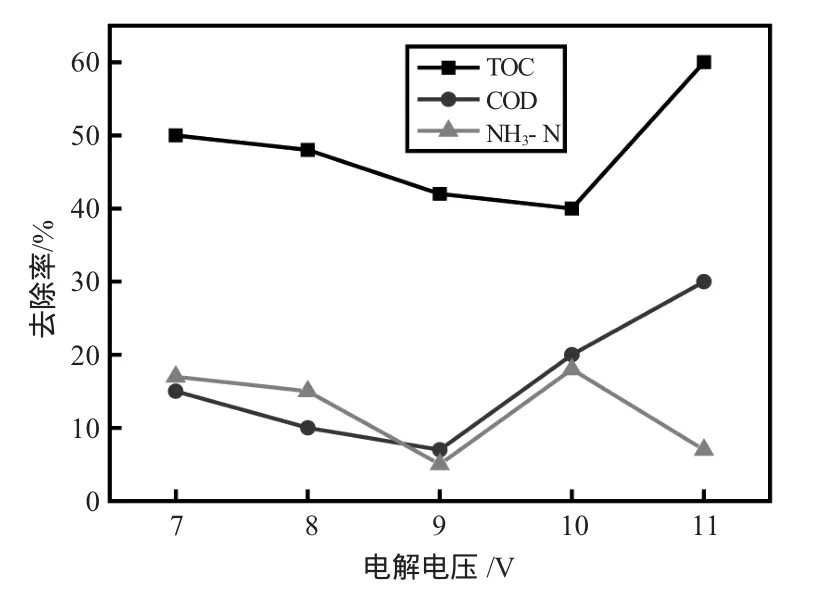
图2 不同电压下熄焦废水TOC和NH3-N的去除率
钛钌电极具有较高的析氧电位,这使得对有机物的去除效果较好。由图2可知,当电解槽内的电压从8 V增加到11 V时,废水COD和TOC的去除率表现为先减小后增加,最小去除率的电压在9 V左右;但是,NH3-N的去除率却没有规律;COD的去除率约为50%,要远远大于TOC和NH3-N。
当电解电压从8 V增大到11 V时,废水COD的去除率约为TOC去除率的2~4倍,说明污水中有较多的无机还原性污染物,在电解的过程被氧化去除;对于大多的有机污染物,电解去除时需要用较高的电压作用,来提高有机物被直接氧化的概率;而当电解电压增大到11 V时,分解电位远远大于水的分解电位,极板上因电解水产生大量的气泡,阳极上进行的是有机物氧化和析氧两个竞争反应。当析氧反应占优势时,电流效率降低,因此,不再通过升高电解电压来提高TOC的去除率,综合COD、TOC和NH3-N的去除率,电解电压选择10 V。
2.4pH对TOC和NH3-N去除的影响
取废水400ml,电解电压为10 V,电解1.5 h,考察pH对钛钌电解处理熄焦废水的影响。
经检测,熄焦废水原水pH值大约是9,所以本实验选择以9为基准,开始往下调节pH值,分别考察pH值为9,8,7,6时COD的去除率的变化。从以往的文献结果中可以看出,对于电化学反应过程,pH往往可以对反应的产物和反应过程产生影响[10-12]。从图3来看,随着pH值的降低,TOC和NH3-N的去除率变化趋势一样,都是先升高后降低,而且,在pH值为8的时候,两者均达到最大值。废水COD为942mg/L,TOC为276mg/L,说明废水中还原性污染物浓度较高,随着电解的进行,pH值降低到3左右,废水中污染物被OH自由基氧化,生成酸性有机物和无机物。综合TOC和NH3-N的去除效果,后续实验选择8作为初始电解pH值。

图3 不同pH熄焦废水TOC和NH3-N的去除率
2.5氯离子含量对电催化的影响
取废水400 ml,氯离子含量为0.17 mol/L,加入NaCl,使废水中氯离子含量分别为0.17mol/L、0.18 mol/L和0.2 mol/L,电解电压为10 V,调节废水pH值至8,电解1.5 h,考察氯离子含量对钛钌电解处理熄焦废水的影响。

图4 不同氯离子浓度下TOC和NH3-N去除率
pH值<8时,HClO在有效氯中所占比例较大,有机物和氨氮的间接氧化为主。氯离子含量不同时,熄焦循环水TOC去除率基本不变,而氨氮的去除率变化较大,当氯离子浓度从0.17 mol/L增加到0.2 mol/L时,氨氮的去除率由30%增加到92%,也验证了文献[13]的结论,加入Cl-,经电催化降解,废水NH3-N的去除率可达100%。
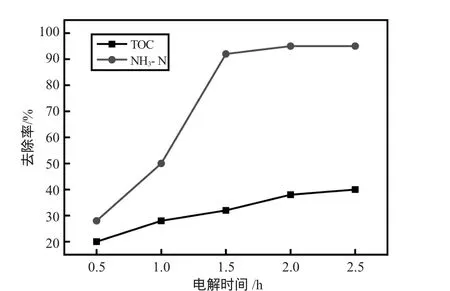
图5 熄焦废水中TOC和NH3-N去除率随电解时间的变化
2.6电解时间对TOC和NH3-N去除的影响
取废水400ml,加入氯离子使其含量达到0.2 mol/L,电解电压为10 V,pH值为8,电解2 h,考察电解时间对钛钌电解处理熄焦废水的影响。
由图5可知,TOC去除率随电解时间的增长而升高,从0.5 h到2.0 h,TOC去除率增长缓慢,出现这种情况的原因是水中有机污染物浓度较低时,电化学电解过程对有机物的去除作用不是很明显,另一方面,在这种降解条件下,对于一些难降解的有机物,没有分解作用。《炼焦化学工业污染物排放标准》中对循环水的要求,只有COD却没有规定TOC指标。电解时间增加到2 h,废水的NH3-N由306mg/L降低到15.3 mg/L,去除率达到95%,满足循环使用的要求。
3 结论
以钛钌电极作为阴阳极,利用电解池去除焦化厂熄焦循环水TOC和NH3-N,所得结论如下:
(1)钛钌电极间距为1 cm时,在相同的电解电流条件下,电解电压值最低,进行电催化时电阻较小,而且方便操作;6个极板组成的电解池电流在0.5~1.5 A电解时,电解电压变化较小,电解池状态比较稳定。
(2)废水污染物的浓度有利于TOC和NH3-N的去除;最佳去除条件是电解电压为10 V,pH值为8,电解时间为2 h,废水TOC的去除率达到40%,NH3-N的去除率为95%,达到《炼焦化学工业污染物排放标准》中循环水的要求。
[1]山西省环境保护厅.GB 16171-2012炼焦化学工业污染物排放标准[S].北京:中国环境科学出版社,2012.
[2]刘智平.干熄焦技术及其应用[J].钢铁研究,2004(1):58-62.
[3]吴高明,魏松波,雷兴红,等.焦化废水电化学处理技术研究进展[J].工业水处理,2007,27(9):7-10.
[4]缪娟,符德学.电化学技术在废水处理中的应用[J].化工时刊,2005,19(9):46-49.
[5]CHIANG L C,CHANG JE,CHIN T.Electro-chemical Oxidation Process for the Treatment of Coking PlantWastewater[J].Environ. Sci.Health,1995,30(4):753-771.
[6]梁镇海,许文林,孙彦平.焦化含酚废水在Ti/PbO2电极上的氧化处理[J].稀有金属材料与工程,1996,25(3):37-40.
[7]刘俐媛.电化学氧化工艺处理焦化废水研究[D].北京:中国矿业大学,2012.
[8]CHUAN P F.NORRIO S.SATORU S.Development of high performance electrochemicalwastewater treatment system[J].HazardousMaterials,2003,B103:65-78.
[9]PABLO C,JESUSG JUSTO L,MA R.Modeling ofwastewater electro-oxidation process part II.Application to active electrodes [J].Industrial&Engineering Chemistry Research,2004,43(9):1923-1931.
[10]冯壮壮,王海东,于建,等.电催化氧化深度处理焦化废水的效果及能耗研究[J].工业水处理,2013,33(4):61-64.
[11]国家环境保护总局.水和废水监测分析方法[M].4版.北京:中国环境科学出版社,2002,10.
[12]郭爱红,胡金山,程艳波,等.Ti-SnO2电解快速去除熄焦循环水中COD[J].中国环境管理干部学院学报,2015,25(2):40-43.
(编辑:程俊)
Research on Ti-RuO2Electrode Electrocatalyzing and Oxidizing TheW et Coke Quenching Circulation W ater of Some Coking Plant
Jia Xu,Cheng Xiaomei,Guo Aihong*
(North China University of Science and Technology,Tangshan Hebei 063009,China)
In order to reuse coke circulating water in the wet coke quenching process,taking Ti-RuO2as electrodes,quickly degraded the TOC and NH3-N of coke quenching wastewater.When electrodes spacing was 1 cm,6 pieces of poles assembled into electrolytic cell.The best removal conditions were that electrolytic voltage was 10 V,pH was 8,content of Cl-was 0.2 mol/L,and when the electrolysis time was 2.0 hours,the TOC removal ratio of coke quenching wastewater was about 40%,and NH3-N removal ratio was 95%which satisfied the water quality requirements of reuse standard for coking chemical industry.After two hours of electrolysis,sewage was basically close to transparent color.
Ti-RuO2electrode,catalytic oxidation,coke quenching circulationwater,removal ratio
X703
A
1008-813X(2016)04-0069-05
2016-05-25
河北省自然基金-钢铁联合基金《稀土氧化物-PbO2-SnO2/泡沫钛多元电极深度处理焦化废水的研究》(B2014209314)
贾旭(1992-),女,河北省唐山市人,华北理工大学化学工程专业硕士研究生在读,主要从事煤化工污水处理方面的研究工作。
郭爱红(1977-),女,河北省邢台市人,毕业于南开大学环境工程专业,博士,教授,主要从事污水处理方面的研究工作。
猜你喜欢
高中数理化(2023年8期)2023-09-07 01:07:53
昆钢科技(2022年2期)2022-07-08 06:36:24
陶瓷学报(2021年4期)2021-10-14 08:57:14
石油管材与仪器(2020年5期)2020-11-05 02:36:06
中学生数理化(高中版.高二数学)(2020年2期)2020-04-21 07:48:40
昆钢科技(2020年6期)2020-03-29 06:39:48
山东冶金(2019年3期)2019-07-10 00:54:02
山东冶金(2019年2期)2019-05-11 09:12:12
中学生数理化·高二版(2016年10期)2016-12-24 11:26:42
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12