
典型牛角式浇口的模具设计
2016-09-19 12:27黄建钊
装备制造技术 2016年6期
黄建钊
(东莞理工学院,广东东莞523000)
典型牛角式浇口的模具设计
黄建钊
(东莞理工学院,广东东莞523000)
以汽车上某个简单零件的注塑模具为实例,详细地介绍了注模中常用的牛角式浇口的结构和设计方面必须注意的事项,并介绍了模具斜顶的结构设计和其它组成和各部分的功能,模具的结构虽然不算复杂却具有代表性,为设计类似的产品模具提供很好的参考。
注塑模具;牛角式浇口;模具斜顶
近些年来,随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑胶制品在日用品、手机、家用电器、电玩、消费类电子外壳和汽车工业等各领域中的应用极其广泛。注塑模具是生产具有一定形状和尺寸的各类塑胶产品的主要装备,能够成型形状复杂、尺寸精确、带有嵌件的塑件,具有高生产率,易实现自动化生产,应用广泛,适合大批量生产[1]的特点。本文介绍一款汽车小零件的注塑模具设计,此小零件为一个扭动开关,外观和尺寸精度要求都比较高。上表面不能有进胶点和批锋之类的不良外观,在底部有一组对称的倒钩,故此模具设计要符合这样要求,进胶点不能在表面上,倒钩的位置采用斜顶抽芯结构脱模。
1 产品结构分析
此汽车小零件为一个扭动开关,尺寸大小为Φ40 mm×19 mm,材料为PVC,收缩率为1.005,如图1所示。上表面是外观部分,所以不能在外表面设计进胶口,也不能有合模线和批锋等不良外观。在底面部分有一对称的倒勾,故这里要做斜顶机构使其顺利脱模。底面那一圈凹下去的位置设为进胶位置,为了防止进胶点凸出平面,故作了一圈凹面。产品上有四个贯穿的位置,中间有一根细长的小柱子凸出来。

图1 产品结构
2 模具结构分析
根据塑胶产品大小和形状要求,模具的排位按一模两穴,模架采用我国标准大水口CI 2330 A80 B90 C100类型。因PVC是一种酸性塑料,有一定的腐蚀性,所以前、后模仁选用防腐性比较好的S136H钢材。在前、后模仁四个角上分别加工出四对定位,前模仁凹,后模仁凸,作用是保证前后模仁的配合精度,使注塑出来的产品尺寸更加精确。在前模板上镶了四个耐磨的回针碰块,主要作用是延长这个位置经常受回针碰撞的使用寿命,并且方便更换。产品底部的倒钩位置,设计上用斜顶来成型比较方便,顶出系统顶出产品同时完成倒钩的脱模动作。产品底部的位置有一根细长的小柱子,这里容易生产困气现象,后果是制品注不满或产生气纹,影响产品的质量。为解决这个问题,在其底部镶一根后模仁镶针帮助排气。模具的结构图如图2所示。
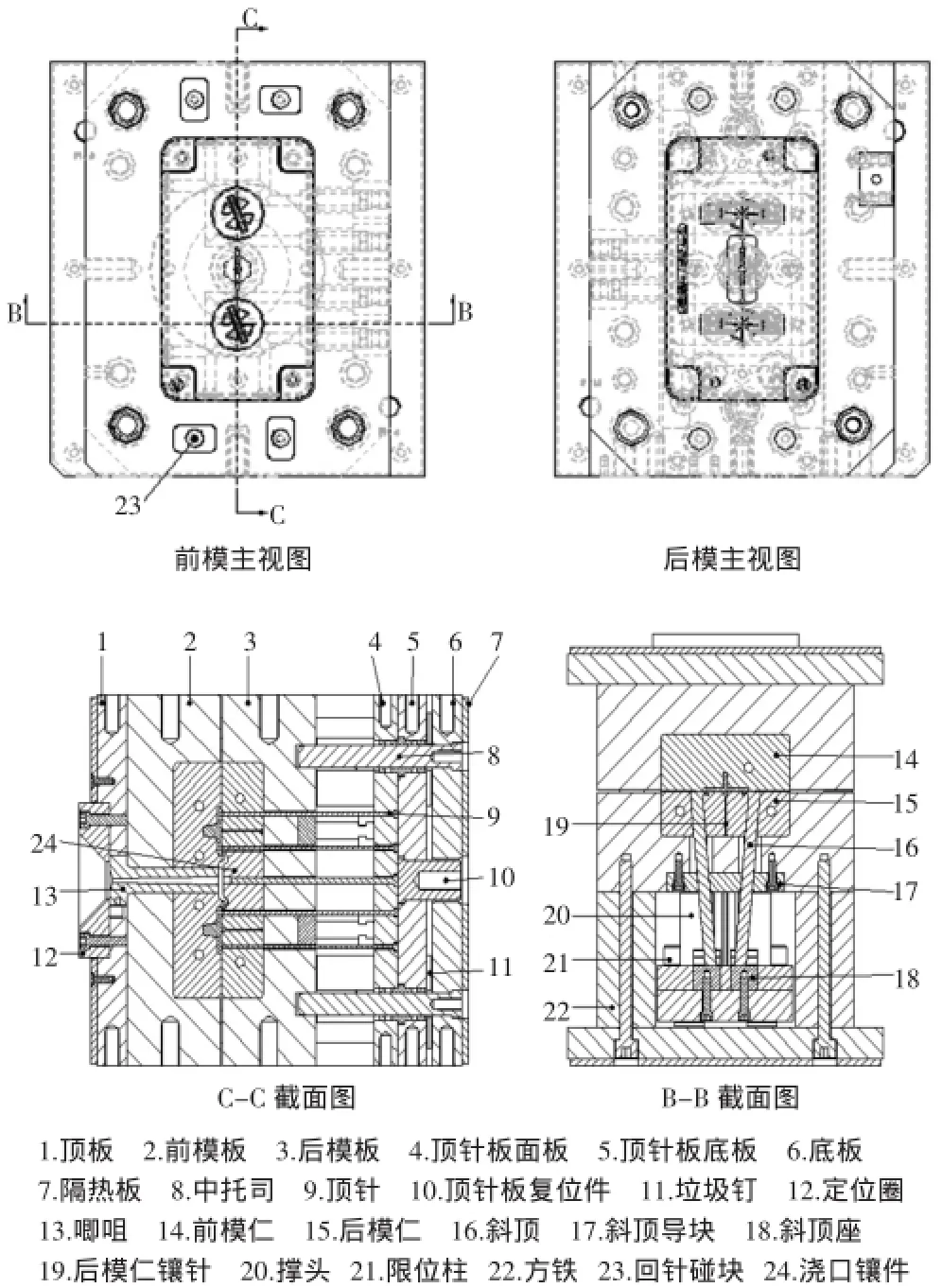
图2 模具组装结构图
图中的各个零件起着重要的作用。当模具注塑时,会向动模方向产生注塑压力,造成后模板变型,既降低了模具的使用寿命,又影响了注塑产品的形状,所以在底板上装有撑头,防止后模板变型;模具底板上装有垃圾钉,其作用是预防脏物掉进顶针底板后造成顶针板不能完全回位,还可以调节顶针的高度;模具的顶板和底板各加装了隔热板,作用是保持模温稳定,有利产品的成型。
2.1浇注系统设计
注塑模具浇注系统主要由主流道、分流道、浇口及冷料穴组成。主流道通常位于模具的中心,它将注射机喷嘴注出的塑料熔体导入模具分流道和型腔,其形状为圆锥形,便于熔体顺利向前流进,开模时主流道又能顺利拉出来。由于主流道常与高温塑料和注射机喷嘴反复接触和碰撞,通常不直接开在前模板上,而是单独使用浇口套(唧咀)[1]。唧咀作为标准件,根据实际需要采用不同的规格。在顶板上装有定位圈,作用是能保证模具的唧咀位置和注塑机的喷嘴位置的同心度。本模具按大水口进胶方式,根据注塑产品的要求,进胶点落在指定的位置,必须采用牛角式浇口方式,其优点是设在塑件的内表面隐蔽处,不影响制品外观。制品成型后,在顶出时会与塑件自动拉断,因此,易于实现生产自动化[4],如图3所示。
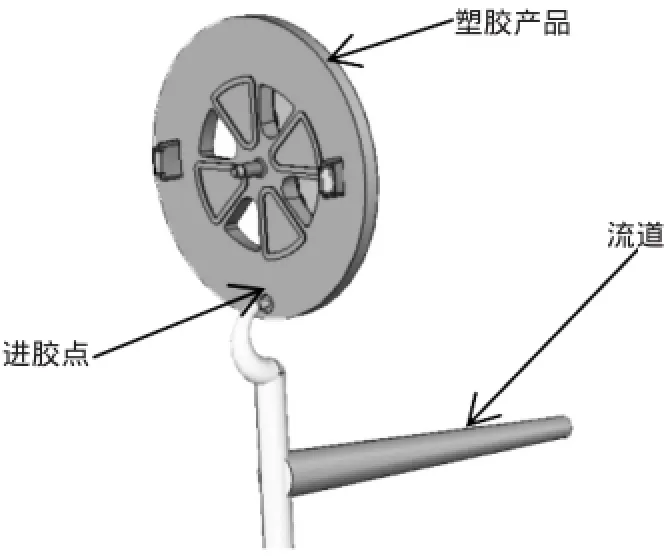
图3 浇口进胶形式
因其具有牛角似的圆滑曲线形锥体形状,截面尺寸逐渐缩小,小端连接型腔底面的特点,加工起来比较困难,所以一般是采用标准件牛角浇口器。
牛角式浇口器的主要特点:(1)脱模时浇口与模具自动分离;(2)浇口部分形成标准件,更换方便;(3)适合平面或薄壁型塑料件;(4)利用标准浇口器垫块可以调节安装高度。
牛角式浇口器安装注意事项:(1)根据塑料的硬度不同,浇口的浇嘴与流道顶针之间要保持4~7个流道直径的距离,以便浇口保证因自身附着力而留下足够的脱模空间;(2)流道及浇嘴部分可根据模具情况再加工。
2.2斜顶的结构设计
斜顶在模具设计中很常见,通常用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。斜顶其实就是倾斜的顶针,一端是构成产品的成型部分,另一端落在顶针板上,当顶出机构往前推时,带动斜顶往前面同时往产品脱模的方向运动,实现脱模[2]。本产品倒钩的位置用斜顶机构完成脱模是相对比较简单的,结构如图1如示。产品倒钩位长1 mm,设计成脱模行程为3mm已经足够了,斜顶的角度设计为5°(一般小于10°)。在后模板上开有KO孔用来避空斜顶,并且方便斜顶的安装。在底部安装有斜顶导块,钢料为耐磨的DF2,硬度为HRC58-60,斜顶穿过斜顶导块,与其四面紧密配合,作用是保证斜顶的运动稳定性。顶针板上要固定安装有斜顶座,钢料为DF2,作用是连接斜顶和顶针板,斜顶和斜顶座是以T槽的方式连接的,当顶出机构运动时,斜顶底部在其座上来回地滑动,要注意的是斜顶座的长度要满足斜顶在其来回运动的最大行程时不致于跑出来。这样就实现斜顶的复位和脱模动作了。
2.3顶出机构的设计
把注射成型后的塑件及浇注系统凝料从模具中脱出的机构称为顶出机构[1]。考虑到塑胶产品的形状特点,该模具已经采用了斜顶的设计,既可使产品倒钩位置脱模,又起到了顶出产品的作用,故只需在产品的底面合适的平面上加两个直径3 mm的圆顶针,主流道的冷料穴下用一个直径为5mm的圆顶针,产品和流道就能顺利脱模了。要注意的是因为斜顶的设计行程为3 mm,在斜顶的角度设计为5°的情况下,顶出机构只需要向前运动40mm的距离就能让斜顶足够脱出3 mm的距离。在顶针面板上安装两个限位块来限制顶出机构顶出的距离。在模具的顶针板底板上安装了顶针板复位件,复位件的底部有一个M16的螺纹孔,跟注塑机顶杆连接。当顶杆往后退时,带动顶针板和顶针等一起往后退,实现了顶针板的复位。当前模板上的回针碰块和回针相碰并紧压住时,顶板已经完全的复位了。
通常模具的顶出机构是有两套或以上中托司,有斜顶或者模具较大时必须要有。中托司是由导柱(固定在模具底板上)和导套(固定在顶针板上)组成,起着顶针板导向的作用,保证顶出运动的稳定。
2.4冷却系统的设计
熔融的塑料从注射机喷嘴进入模具型腔里,通过保压和冷却固化,最后才能脱模得到所需的塑件。模具的冷却系统一般采用冷却水道。设计的基本原则是:(1)冷却水道应尽量多,截面尺寸应尽量大;(2)冷却水道离模具型腔表面的距离要适当;(3)浇口处加强冷却;(4)冷却水道的出、入口温差应尽量小;(5)冷却水道的布置应避开塑件易产生熔接痕的部位[3]。本模具的水道设计如图4所示。

图4 模仁冷却水道排布
冷却水道直径为8 mm,围绕产品钻孔,水道的接头直接接上使用。
3 结束语
本文设计了一款汽车小零件的模具,产品底部倒钩位置采用斜顶结构脱模,分型面为产品的底面上。模具的模架采用我国标准大水口CI 2330 A80 B90 C100类型。根据要求,产品的进胶点落在指定的凹圆里。浇注系统只能采用牛角式浇口方式,分流道处用标准件牛角浇口器。产品出模时进胶点自动切断,流道由冷料穴的顶针推出。后模仁上的产品由斜顶和两个圆顶针推出。产品底部的圆柱胶位又细又长容易困气,所以在柱底上采用镶针的方法,使之有效排气。
该模具现在已经投入生产。经实践证明,这套模具结构合理,应用起来灵活可靠,注塑产品表面外观良好,脱模顺利。
[1]田光辉,林红旗,梁秀山,等.模具设计与制造[M].第2版.北京:北京大学出版社,2015:221-229,258.
[2]张维合.注塑模具设计实用教程[M].第二版.北京:化学工业出版社,2011,(11):150-153
[3]黄雁,彭华太.塑料模具制造技术[M].广州:华南理工大学出版社,2003:109-110.
[4]付宏生,刘京华.注塑制品与注塑模具设计[M].北京:化学工业出版社,2003,(7):98-99.
TypicalHorns Gates Mold Design
HUANG Jian-zhao
(Dongguan University of Technology,Dongguan Guangdong 523000,China)
In a simple injection mold automobile parts as an example,describes in detail the structure of matter and design injection mold commonly used horns gatesmust be noted,and describes the structural design of the mold lifter and other the composition and functions of each part,the complex structure of themold,though not yet representative,provide a good reference for the design of similar productsmold.
injectionmold;horns gate;mold slant
TQ320.66
A
1672-545X(2016)06-0067-03
2016-03-28
黄建钊(1979-),男,广东东莞人,本科,工程师,主要从事模具设计与教学研究。
猜你喜欢
读友·少年文学(清雅版)(2020年4期)2020-08-24
读友·少年文学(清雅版)(2020年3期)2020-07-24
读友·少年文学(清雅版)(2020年2期)2020-06-15
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
中国机械工程(2017年4期)2017-03-09
