基于密封条反弹力的汽车车门钣金预弯设计分析
2016-09-19 06:40欧阳明刘美丽赵云聪向学文安徽江淮汽车股份有限公司安徽合肥230601
汽车实用技术 2016年8期
欧阳明,刘美丽,赵云聪,向学文(安徽江淮汽车股份有限公司,安徽 合肥 230601)
基于密封条反弹力的汽车车门钣金预弯设计分析
欧阳明,刘美丽,赵云聪,向学文
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
在汽车车门钣金的结构设计中,需考虑车门上窗框在密封胶条反力作用下的变形量。在冲压模具制造之前,设计窗框预弯曲以抵消或减小窗框变形量,或者在焊接夹具上设计矫形调节余量,以满足车身外观面差要求。文章据此详细阐述了车门预弯设计的方法思路及某车型应用实例。
汽车车门;预弯设计;密封胶条;压缩负荷;窗框变形
10.16638/j.cnki.1671-7988.2016.08.029
CLC NO.: U463Document Code: AArticle ID: 1671-7988(2016)08-94-05
1、车门钣金预弯设计行业背景及现状
汽车在人们的日常生活中,已经扮演了举足轻重的地位,而且汽车也由一种交通工具逐步演变为物质生活的必需品。随着汽车工业的多样化发展,消费者对于汽车的消费期望和产品期待也日益攀高,汽车舒适性和外观感觉也是消费者关注的焦点,而车身总成的外观感觉就是消费者最直接的感官因素。
车身总成中,车门同样承担着非常重要的关键要素。汽车车门在汽车白车身中是一个相对独立的总成,是由车门钣金和车门附件组成,车门总成是通过铰链和限位器与侧围连接,并且与车身侧围及翼子板等周边件需满足车型自身标准要求的间隙和面差。为了保证防雨防尘、隔音降噪对密封的要求,在车门总成与车身之间布置一道或两道密封胶条,形成密封空间,但密封胶条的压缩会给车门反作用力,此作用力就是造成车门钣金变形的首要原因。在整个车门系统中,一般上下铰链和门锁啮合处是车门与侧围的三个固联点,车门四周的胶条压缩产生的反作用力是车门钣金变形的主要作用力,由于三个固联点均布置在窗框以下,且形成较稳定的三角形结构,所以车门钣金变形的发生主要在上窗框部位,且成类似线性分布,由车门外板上止口边附近至窗框上沿变形量依次增大(不同车型随着 A、B、C柱截面系数的不同而变形趋势各不相同)。
为了消除或减小实车状态车门上窗框的这种反作用力变形量,目前各汽车制造厂主要有两种处理方式:其一较常用的方法是在焊接夹具上进行矫形调整,操作较为直接,但不易控制,需多次调整并结合实车状态进行反复修正,最终达到理想的状态;其二是在数据状态考虑预变形量,需在钣金设计时进行反向的预变形,主要是基于CAE分析的窗框变形量为依托,对车门钣金工艺数据进行预弯曲变形处理,以便在钣金冲压模具制作时进行变形量调整,达到实车状态下更为满足车型标准的外观面差。
经过大量数据调研,总结出了各个车系品牌对于车门钣金预弯设计的不同方法和思路:欧美系绝大部分车型采用了第二种方法,设计车门钣金预弯数据;日韩系较大部分车型同样采用了第二种方法;自主品牌车系几乎全部车型都采用了第一种方法,采用焊接夹具矫形方案。具体参见表1(仅示例汽车品牌,具体车型不进行公开)。

表1 车门钣金预弯现状调研
此调研是对各品牌下不同车型大量采集数据对比分析,为表达清晰简明扼要,表1中列取的是汽车品牌下某一款代表车型的数据,仅仅是大量数据中最具代表性的一组数据。
首先,从车门结构上来分析,分体式内板和整体式内板的车型预弯思路有所不同。整体式车门因门框难以调整,所以几乎所有的整体式车门车型都采用了第二种方案,进行预弯数模的设计,在冲压模具阶段进行预弯处理;而分体式车门由于在焊接夹具上可以对窗框Y向做一定矫形调整,因此分体式车门设计的车型大部分都采用第一种方案,没有设计预弯数模,也有少部分采用第二种方案。
其次,从车系区别上来看,欧美系和日韩系方案较为统一,自主车系与之不同。欧美系和日韩系车型,不论分体式车门还是整体式车门,绝大部分采用第二种方案,设计预弯3D数模,但其中本田某车型因密封胶条反作用力较小,对钣金的挤压变形也很小,所以没有采取任何预弯处理;自主车系车型大多是分体式车门,且均采取第一种方案措施,进行焊接夹具的矫形调整,这种情况可能跟自主厂家大多没有掌握车门3D数模预弯的设计方法有关。
2、必要性与优点
从此次调研结果来看:对于整体式车门,由于面差调试困难,强烈建议设计预弯3D数模;对于分体式车门,如果密封条作用力很小,设计上可以不做预弯数模,如果密封条作用力大,窗框变形量大于 1mm的,为避免矫形带来尺寸的不稳定,也需要设计预弯3D数模。总而言之,预弯3D数模的设计主要是为了抵消由于密封条反作用力对窗框的挤压变形,同时避免了繁琐的焊接夹具矫形调整。
为了能够直观了解密封胶条对于车门钣金挤压变形的影响程度,结合某款双道密封的上市车型,如图1所示进行了如下一项试验,间隔200-300mm测量除门槛位置的32个选点的面差数据:
首先拆除车门头道密封条和侧围门框密封条,并测量前后车门周圈与侧围的面差,每间隔200-300mm共选取32个点进行测量并记录,标记为A组数据,详细见表2(前后门分开测量,即测量前门时后门需安装两道密封条,测量后门时前门需安装两道密封条)。
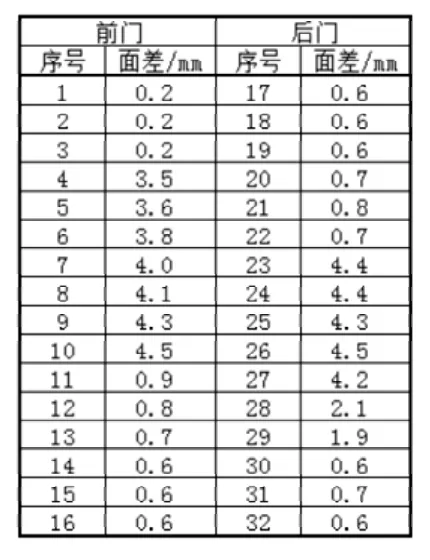
表2 拆除两道密封条测量面差值
其次安装上车门头道密封条,并测量前后车门周圈与侧围的面差,每间隔200-300mm共选取32个点进行测量并记录,标记为B组数据,详细见表3(前后门分开测量,即测量前门时后门需安装两道密封条,测量后门时前门需安装两道密封条)。

表3 仅安装车门头道密封条测量面差值
然后再安装侧围门框密封条,并测量前后车门周圈与侧围的面差,每间隔200-300mm共选取32个点进行测量并记录,标记为C组数据,详细见表4(前后门分开测量,即测量前门时后门需安装两道密封条,测量后门时前门需安装两道密封条)。
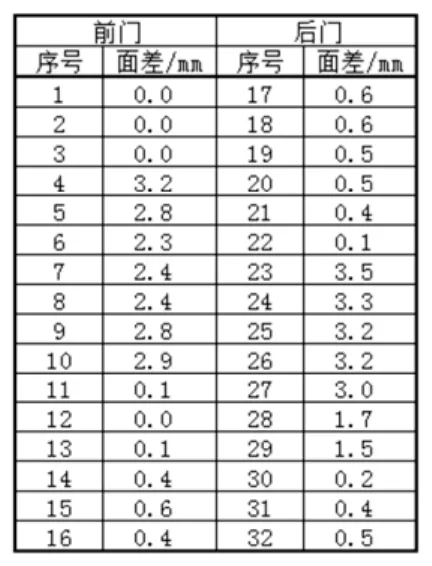
表4 安装两道密封条测量面差值
对以上三组测量数据进行整理总结,可以得到单独头道胶条对车门钣金挤压变形的影响量以及两道密封条共同作用对车门钣金挤压变形的影响量,详细见表5。

表5 密封条对车门钣金挤压变形影响量
通过表5数据,可以直观的看到该车型密封胶条作用力对车门钣金的挤压变形程度及主要变形区域。数据显示该车型密封条挤压前门钣金变形量主要分布在0.3mm至1.7mm范围内,后门钣金变形量主要分布在0.1mm至1.3mm范围内,前门钣金变形量较大;前门头道胶条作用力影响变形程度大于门框胶条约占70%,后门头道胶条作用力影响变形程度与门框胶条相当均占50%;超过1.0mm的变形量主要分布在前后门上窗框部分,靠近门锁啮合点及铰链部位变形量最小。
实车状态下,超过1mm的变形量已经是肉眼可以分辨的范围内了,1mm外观面差的偏差也已经达到影响车辆外观品质体验的程度,所以在CAE分析密封胶条挤压作用时,通常我们将车门钣金超过 1mm变形量作为需要进行钣金变形处理的基准。钣金变形处理的思路方法前文也进行了粗略介绍,主要是焊接夹具矫形调整方案和3D数模预弯处理方案,或者两种方案结合实施也是比较明智的选择,同时两种方案的优缺点也是显而易见的。
第一种方案采用焊接夹具矫形调整的弊端较多,稳定性不是很好,需要配合返修来解决面差的问题,而且矫形量与收益是不对等的,矫形1mm才能获得0.5mm的收益,矫形量越大效果越不稳定,而第二种方案设计预弯3D数模有利于减少甚至消除车门焊接夹具矫形调整量,避免由于调整量太大引起不稳定,所以车门钣金设计预弯数模才是车门设计发展趋势,特别是自主车系的汽车厂家迫切需求掌握这门设计方法。
3、车门钣金预弯设计的方法介绍
车门钣金3D预弯数模的设计方法一直是大部分自主车系汽车厂家未知的领域,所以相关技术知识是各大自主车企努力探索的方向。事实上,车门钣金预弯设计的方法虽然比较复杂繁琐,但却也是条理清晰的,它是完全依托CAE分析结果进行的一种逆向思维的计算方法,主要包括以下几个阶段。
3.1车门钣金数据挤压变形CAE分析
一款车型的车门钣金[1]是否需要进行预弯曲变形处理,首要的决定因素就是车门钣金变形CAE分析结果。首先,需要提供给CAE分析部门车门钣金及侧围原始3D数据、分析方法关键要素和相对应的约束条件。原始数据主要包括车门钣金焊接总成、车门上下铰链、车门锁体及锁扣总成、车门头道密封条总成、门框密封条总成、侧围钣金焊接总成以及相应的连接件和焊点信息。关键要素主要包括铰链轴线、密封条压缩负荷及压缩方向。约束条件主要是上下铰链安装点和门锁啮合点三处固联点。
如图2所示,CAE分析中将上铰链安装点、下铰链安装点及门锁啮合点三处固联点固定,在头道密封条和门框密封条密封压缩区域(或上铰链以上至门锁之间区域)对车门钣金施加均布载荷,载荷大小同胶条压缩载荷相当。通过CAE分析软件,计算出车门钣金各个点的位移量图,并用不同颜色表示位移大小区间,如图3。
3.2制作预弯曲数据
预弯数据制作过程是最为复杂的一个步骤,是根据钣金变形量的CAE分析结果逐步调整修改,最终拟合出与位移后数据偏差最小的预弯3D数据。
首先,从CAE分析[2]结果中找出车门X向前后侧最接近0mm位移变形的两点连线、位移变形最大的点以及玻璃大面的旋转轴线,通过最小位移连线来确定预弯曲的分界线,一般在外劈水条安装止口以下附近区域。如图4所示,红色直线是最小位移变形连线,绿色曲线是玻璃大面旋转轴线。
其次通过此玻璃曲面旋转轴线,在保证玻璃大面的双向曲率不变的前提下微调旋转轴线,重复多次此步骤,逐渐拟合出与CAE分析结果最贴合的玻璃大面A1。如图5所示,黄色曲线是微调后的玻璃大面旋转轴线,绿色曲面是原玻璃大面,蓝色曲面是拟合调整后的玻璃大面。
然后再将玻璃大面A与玻璃大面A1,通过最接近0mm位移的两点连线附近位置进行相切桥接连接,得到连接面A和面A1的过渡面B,三个面结合在一起得到的新面AB就是作为制作预弯数据基准的新玻璃面。如图6所示,绿色曲面是原玻璃大面,蓝色曲面是拟合调整后的玻璃大面,黄色曲面是连接两曲面的过渡曲面。
最后,用新得到的玻璃面替换车门钣金(主要是上窗框区域)制作过程的老玻璃面,并更新制作出预弯后的钣金数据,此过程不做详细描述。
3.3工艺检查分析
更新制作出的预弯3D数据,首先需要下发冲压工艺检查确认。在工艺CAE分析确认冲压过程无开裂、起皱、滑移线等工艺缺陷,或经过数据修改后确认工艺实施可行性通过后,即可下发此版预弯3D数据进行冲压模具制作。
3.4根据预弯曲数据进行冲压模具设计
在预弯数据下发后,经过模具厂家选点、模具制作工艺分析评审、预弯数据修改最终确定工艺数据,并开始模具设计。模具设计制作完成后,开始试模打件,然后经过多轮模具调整,最终生产出满足标准的车门钣金总成。
3.5实物车门装车确认
车门钣金各零部件在确认满足尺寸要求之后,经过焊接和涂装工艺,拼接成整体的车门总成。车门总成需经过检具确认或三坐标打点测量满足设计要求之后,即可进行实车装车确认,验证预弯数据制作的效果与作用。
4、基于某车型的车门钣金预弯设计应用实例
通过上文所介绍的车门钣金3D数据预弯设计过程,基于某上市车型进行了车门钣金预弯设计的实车应用,该车为一款MPV车型,简称M车。在设计初期SE数据制作阶段,CAE分析车门钣金受力变形量较大,随之进行了3D数模的预弯曲变形处理,最终实车验证通过了成果验收。
CAE分析中,M车密封胶条相关参数输入如图7、图8,主包括前后车门门框胶条和头道胶条的周圈长度、胶条各段在不同压缩量下的压缩负荷、重点关注区域等等。
M车车门钣金数据经过CAE模拟分析,结果如图9、图10,前门Y向偏移变形量最大约1.8mm,后门Y向偏移变形量最大约1.6mm,偏移量均超过1mm且分布区域较大,所以CAE分析结论是M车强烈建议进行3D数模预弯处理。
根据CAE[3]分析结果,按照车门钣金3D预弯数据的制作方法,制作出了M车前后门的预弯数据,此数据同CAE分结果中的偏移变形量相对较吻合,各采集点偏差量不超过0.05mm,详见图11、图12,绿色为原始数据,蓝色为预弯后数据。
M车预弯曲变形车门钣金数据初版制作完成后,经过工艺与CAE再确认分析后,再次进行了多轮数据评审和微调修改,最终下发车门预弯终版数据。然后经过钣金冲压模具设计加工及冲压试件,预弯钣金合格零部件逐步完成制造,再通过焊装与涂装工艺,M车预弯曲变形车门钣金终于组装完毕,等待装配车身总成检验效果。在周边附件(包括密封胶条)确认安装齐全后,M车四门预弯曲钣金开始进行白车身合装。经过简单便捷的直接性车门合装后,无需对车门外观间隙面差进行手工调整,随即测量四门周圈面差数值,得出以下数据,见表6。
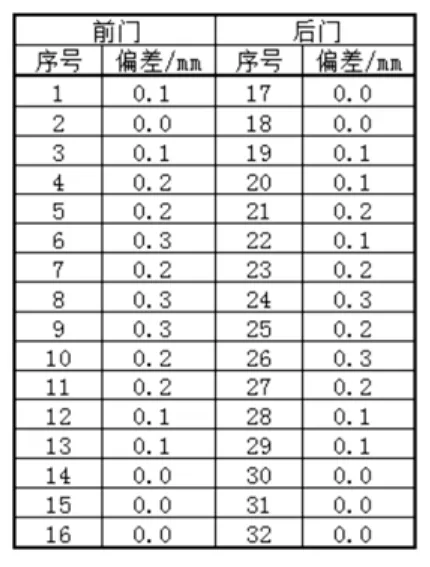
表6 安装两道密封条的预弯处理车门测量面差偏差值
测量方法及选点同图1所述,由表6测量数据结果可以非常直观的判断出,预弯曲处理后的M车车门钣金虽然未经过夹具矫形及面差调整,但实车测量面差值偏差较小,已经完全满足M车设计标准要求,节省了调整和矫形的步骤,大大降低了车门制造过程中的工时和人力,也证明了车门数据预弯曲处理的有效性。
5、结论
在汽车车身总成中,无论车门结构是整体式还是分体式,也无论车门密封系统是单道密封还是双道密封,密封胶条的压缩总会对车门钣金造成作用力挤压变形。通过CAE的结构分析,对于车门上窗框变形量达到或超过 1mm的实例,进行车门钣金预弯曲3D数据制作,使之在冲压模具上进行预弯曲处理,可以取消焊接夹具矫形或者辅助夹具矫形,从而达到更稳定、更准确的车门钣金外观面差效果。本文对此种车门钣金预弯处理方法进行了详细的阐述和实例应用介绍,旨在探讨由于密封条反弹力导致的汽车车门弯曲变形更简洁的解决思路和方法,也对自主车企在汽车正向设计中起到一定参考和启发作用。
[1]林程,王文伟,陈潇凯.汽车车身结构与设计[J].机械工业出版社.2014.01.
[2]成艾国,沈阳,姚佐平.汽车车身先进设计方法与流程[J].机械工业出版社.2011.05.
[3]刘宏新,郭丽峰,徐高伟,周向荣.CATIA工程结构分析[J].机械工业出版社.2015.09.
The analysis of the pre-bending design on the Door Panel based on the rebound force of the weather strip
Ou Yangming,Liu Meili,Zhao Yuncong,Xiang Xuewen
(Anhui Jianghuai Automobile Co.,Ltd.,Anhui Hefei 230601)
In the structure design of door panel,the frame should be considered in deformation under the reaction of weather strip.Before making stamping die,we should design the pre-bending on the frame to offset or reduce the deformation,or design corrective adjustment in the welding jig,to meet the requirements of the body exterior surface offset.This paper expounds on the method of pre-bending design on the door panel and application at the model of practical examples.
automobile door; the pre-bending design; weather strip; compression load; frame deformation
U463
A
1671-7988(2016)08-94-05
欧阳明(1989-),男,助理工程师,毕业与吉林大学,材料科学与工程学院2011届,2011年开始工作于江淮汽车技术中心车身设计研究院,从事轿车车门系统设计工作。
猜你喜欢
昆明医科大学学报(2022年9期)2022-11-19
电子设计工程(2022年20期)2022-10-28
北京汽车(2020年6期)2021-01-04
汽车实用技术(2020年11期)2020-10-21
汽车实用技术(2019年20期)2019-11-06
文物鉴定与鉴赏(2019年8期)2019-06-11
汽车零部件(2019年3期)2019-04-10
科技视界(2019年2期)2019-03-25
科技创新导报(2016年26期)2017-03-13
文物鉴定与鉴赏(2016年1期)2016-03-17