
PLC在定量装车控制仪中的应用
2016-09-18 06:25蔡军王虎威闵学思方宏昌
石油化工自动化 2016年4期
蔡军,王虎威,闵学思,方宏昌
(中国石油天然气股份有限公司 辽阳石化分公司芳烃厂,辽宁 辽阳 111003)
PLC在定量装车控制仪中的应用
蔡军,王虎威,闵学思,方宏昌
(中国石油天然气股份有限公司 辽阳石化分公司芳烃厂,辽宁 辽阳 111003)
油品装车中定量装车控制仪的性能严重影响着装车过程的安全性、装车计量的准确性。某石化公司芳烃厂油品栈台苯密闭装车系统选用了国产技术的定量装车控制仪,并介绍了该控制仪的结构、原理及性能,进一步叙述了该控制仪控制下的启动、小流量装车、大流量装车、计量、结束装车的全过程,以及装车系统防静电溢流报警联锁保护设置。
油品装车装车控制仪可编程逻辑控制器
中国石油辽阳石化分公司芳烃厂油品储运装置装卸车栈台,负责全厂液体物料(苯、对二甲苯等)进出厂的装卸车工作。装卸车栈台投产于1996年,经过近20年的使用,部分栈台装车系统长期处于故障状态,无法实现自动定量装车。为解决上述故障,并且避免在装车过程中油气挥发引起的人员中毒和环境污染事故发生,2013年公司启动了“辽阳石化分公司芳烃厂苯密闭装车及尾气回收系统改造”项目,对苯装车栈台的定量装车系统(火车装车,10个装车鹤位)进行改造,并回收装车时产生的苯尾气。
1 定量装车系统简介
1.1定量装车系统构成
该项目共改造10个苯装车鹤位。每个鹤位设置1台定量装车控制仪、1个防爆分线控制接线箱、1台质量流量计、1台气动二段球阀、1个防静电接地夹、1个防溢流开关。现场仪表信号通过防爆分线控制接线箱进入定量装车控制仪,定量装车控制仪设置现场声光报警器。每个鹤位的定量装车仪采用Modbus_RTU通信方式与设置在控制室的装车系统业务站等通信。
1.2定量装车过程
火车槽车到达装车位置并办理相关手续后,由操作人员放入鹤管、接上静电开关,在确认操作手续后,按装车按钮开始发油,首先打开两段阀,并保证液体流量不大于25m3/h,当流量计累计到2.5m3后,阀门开大,达到正常流量,当正常快要结束时,流量逐渐变小为25m3/h,直到单个流量计达到预先设定值,阀门关闭结束装车。在装车过程中,如果放溢流开关报警,将关闭阀门结束装车。
2 基于PLC的定量装车控制仪
该系统定量装车控制仪基于PLC设计,提供通信接口、显示设备并具备通信协议。其基本组成包括: 中央处理及数据采集单元(Micro PLC,集成CPU及I/O接口)、显示单元(液晶汉显设备)、键盘单元(与显示设备集成)、接口单元(输入、输出端子排)和电源单元(240V(AC)及24V(DC)两种电源)。现场配有流量计、电磁阀、声音报警器、泵、防溢开关、静电接地开关等组成1个开环控制系统。
CPU单元把实时信号处理结果及时向系统发出控制命令,使电磁阀、泵按照一定的时序完成过程控制任务。信号的采集由现场的流量计变送器将管线中的流量信号通过接口单元送入到PLC控制器中进行处理,最后通过通信将数据传输到上位机进行处理。定量装车控制仪结构如图1所示。

图1 定量装车控制仪结构示意
3 PLC特性及控制功能的实现
3.1PLC特性
定量装车仪使用的PLC为国产的ZC200CPU101小型PLC。该PLC控制器模块在兼容西门子PLC功能的前提下,做了部分优化及功能增强。其功能特点:
1) 兼容西门子S7200指令集。
2) 使用西门子STEP 7 MicroWIN软件进行开发,将原西门子STEP 7 MicroWIN开发的程序直接下载到该PLC控制器模块即可工作,对程序无需任何修改。
3) 增加了额外的PPI通信口,解决了客户同时使用触摸屏和编程电缆通信口不够,只能不断插拔端口的问题。
4) 具有更快的指令执行速度,单条布尔运算指令是西门子的3倍,快速的计算能力有利于实现更快更平滑更稳定的PID调节。
5) 无需电池,可提供长达10a以上的掉电数据保持。
6) 可直接替换西门子224控制器模块。
3.2控制功能的实现
3.2.1程序结构
该项目PLC编程采用结构化编程,共编辑1个主程序组织块OB1,8个子程序,子程序由主程序OB1来调用。OB1主程序如图2所示。

图2 OB1梯形图示意
该主程序包含2条梯形图,第1条梯形图由SM0.0每次扫描都调用下列子程序: init_1初始化子程序,处理掉电数据状态;ready_1准备子程序,处理接地、溢油、流量系数密度、发油状态、阀门等状态;aload_1控制子程序,处理开单、启动、急停、复位等控制;qifa_1两段式阀门子程序;over_1装车结束处理子程序;FLOW瞬时流量处理子程序;Modbus通信子程序。第2条梯形图由SM0.1仅在第一次扫描周期调用一次pules_1子程序,处理高速计数设置。
3.2.2子程序介绍
定量装车仪的主要功能是测量装车流量(包括瞬时流量和累积流量),根据装车流量的不同控制阀门开度(两段式),开始时小开度,然后大开度,快要结束时再转换为小开度,达到装车设定值时关闭阀门。为此,文中就瞬时流量和累积流量计算相关子程序作简单介绍。
该项目质量流量计脉冲由数字量输入通道I0.0测量。信号输入后要由PLC的高速计数器(HSCO)进行脉冲计数,其高速计数器相关设置在pules_1子程序中处理。pules_1子程序除了在主程序第1个扫描周期调用外,还要在aload_1子程序中在装车中断重新启动装车时再调用1次,重新启动高速计数。
高速计数器计算出的脉冲数要经过转换才能得到累积流量,首先高速计数器的当前值HC0要通过DI_R指令由双整形(DI)转换成实型(R),然后再使用MUL_R实型乘法指令乘以质量系数计算出当次累积流量(保存在VD72中),然后再加上前一次累计流量得出总累积流量(保存在VD40中),设定流量与总累积流量的差为待发流量(保存在VD56中),相应pules_1子程序梯形图如图3所示。
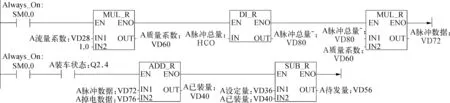
图3 pules_1子程序梯形图示意
4 结束语
经过调试,该小型PLC控制器在其定量装车仪上使用正常,为苯密闭装车及尾气回收系统改造项目的顺利实施奠定了基础,实现了定量装车。随着国内制造和研发水平的提高,国产PLC的功能和可靠性大幅提高,在小型PLC方面有能力与进口PLC控制系统竞争,能够得到进一步推广。
[1]王阿根.西门子S7-200PLC编程实例精解[M].北京: 电子工业出版社,2011.
[2]刘华波.西门子S7-200 PLC编程及应用案例精选[M].北京: 机械工业出版社,2009.
[3]刘摇摇,朱耀武.西门子S7-200 PLC基础及典型应用[M].北京: 机械工业出版社,2015.
[4]韩战涛.西门子S7-200 PLC编程与工程实例详解[M].北京: 电子工业出版社,2013.
[5]向晓汉.S7-200 PLC基础及工程应用[M].北京: 机械工业出版社,2014.
[6]李先山.西门子S7-200 PLC应用技术项目教程[M].西安: 西安电子科技大学出版社,2015.
[7]陈忠平,侯玉宝,李燕.西门子S7-200 PLC从入门到精通[M].北京: 中国电力出版社,2015.
[8]陈涛,李军.西门子S7-200PLC控制系统设计案例详解[M].北京: 化学工业出版社,2015.
[9]高安邦,冉旭.例说PLC: 西门子S7-200系列[M].北京: 中国电力出版社,2015.
[10]哈立德·卡梅尔,埃曼·卡梅尔.PLC工业控制[M]. 朱永强,王文山,译.北京: 机械工业出版社,2015.
Application of PLC in Quantitative Loading Controller
Cai Jun, Wang Huwei, Min Xuesi, Fang Hongchang
(Liaoyang Petrochemical Branch Aromatic Hydrocarbon Plant,PetroChina, Liaoyang, 111003, China)
Abstracts: The performance of controller in oil loading influences safety during loading and metering accuracy seriously. Loading controller with domestic technology is selected for benzene closed loading system in one petrochemical company aromatic plant. The structure, principle and performance of the loading controller are introduced. The whole process including start-up, low flow loading, high flow loading, metering, loading ending and interlock logic protection installation of anti-static and anti-overflow alarm for loading system are described further.
oil product loading;loading controller;programmable logic controller
蔡军(1963—),男,1987年毕业于辽阳石油化工专科学校,2004年毕业于大连理工大学计算机科学与技术专业,获学士学位,现就职于中国石油辽阳石化分公司芳烃厂,从事工厂过程仪表及控制系统管理、技术改造及开发工作,任车间主任。
TP273
B
1007-7324(2016)04-0037-03
稿件收到日期: 2016-03-27,修改稿收到日期: 2016-06-05。
猜你喜欢
共产党员(辽宁)(2021年3期)2021-03-21
成都工业学院学报(2017年2期)2017-06-28
电子制作(2016年15期)2017-01-15
辽宁省博物馆馆刊(2016年0期)2016-05-17
中国科技纵横(2015年2期)2015-11-05
制造技术与机床(2015年10期)2015-04-09
科学中国人(2014年16期)2014-11-20
中国火炬(2014年7期)2014-07-24
中国新技术新产品(2014年3期)2014-03-24
自动化博览(2014年8期)2014-02-28
