优化PSA各步时间,提高氢气收率
2016-09-14 06:24:44赵洋赵玮
石油化工应用 2016年8期
赵洋,赵玮
(兰州石化公司炼油厂,甘肃兰州 730060)
智能油化工程
优化PSA各步时间,提高氢气收率
赵洋,赵玮
(兰州石化公司炼油厂,甘肃兰州730060)
变压吸附(PSA)作为一种清洁高效的气体分离与提纯技术,越来越广泛的应用于含氢气体中氢气的提纯,变压吸附(PSA)制取纯氢技术的发展尤为引人注目。炼油厂50 000 Nm3/h制氢装置PSA单元设计为冲洗再生式PSA,其核心操作是如何优化各步序运行时间,只有将运行时间设定合理,才能充分发挥吸附剂的作用,在保证产品质量合格的情况下尽可能提高氢气收率。
变压吸附(PSA);吸附时间;氢气收率;随动控制
兰州石化公司炼油厂50 000 Nm3/h制氢装置承担着炼油厂2.4 MPa及1.3 MPa氢气管网供氢平衡的重要责任,为炼油厂各类加氢装置提供纯度≥99.9%的优质氢气[1]。变压吸附单元(以下简称PSA)作为制氢装置的一个重要组成部分,它的运行状态直接影响着氢气的质量和收率。
该装置PSA单元采用成都华西化工科技股份有限公司的全套工艺包,由10台吸附塔、2台顺放缓冲罐、1台解吸气缓冲罐、1台解吸气混合罐及一套液压泵站构成,吸附塔再生采用冲洗再生方式。正常情况下,运行程序为“10-2-4”模式,即10台吸附塔始终有两台处于吸附状态,其余8台处于再生状态,再生时经过4次均压过程以提高氢气回收率[2],当其中一台吸附塔出现故障,将其切除后,程序自动转入“9-2-3”模式,依次类推,最低运行程序为“5-1-2”模式。
1 PSA氢气收率影响因素
(1)程序各步序运行时间的设定。时间设定不合理,会导致氢气质量不合格且氢气收率降低。
(2)终升随动控制阀HIC-20101的初始开度。初始开度过小,终升不到位,影响吸附塔工作效率,初始开度过大,氢气收率降低。
(3)程控阀门的开关速度。原则上应设定为“慢开快关”,有利于提高氢气收率。
(4)液压程控阀门的密封程度。阀门漏量,氢气收率下降。
(5)再生均压次数。均压次数越多,氢气收率越高。
PSA实际运行过程中,程控阀门的运行状态及塔的运行状态发生故障是随机不可控的,操作中主要通过调节工艺运行参数(各步序运行时间、HIC-20101初始开度的设定)来控制产品氢质量和提高氢气收率。
2 各步序运行时间的设定原则
2.1不同塔数下运行程序
现取A塔为例,分别对“10-2-4”、“9-2-3”、“8-2-3”、“7-2-2”、“6-2-2”、“5-1-2”等6种运行模式的各步序进行说明,运行程序(见表1)。
表1中各字母含义说明(见表2)。
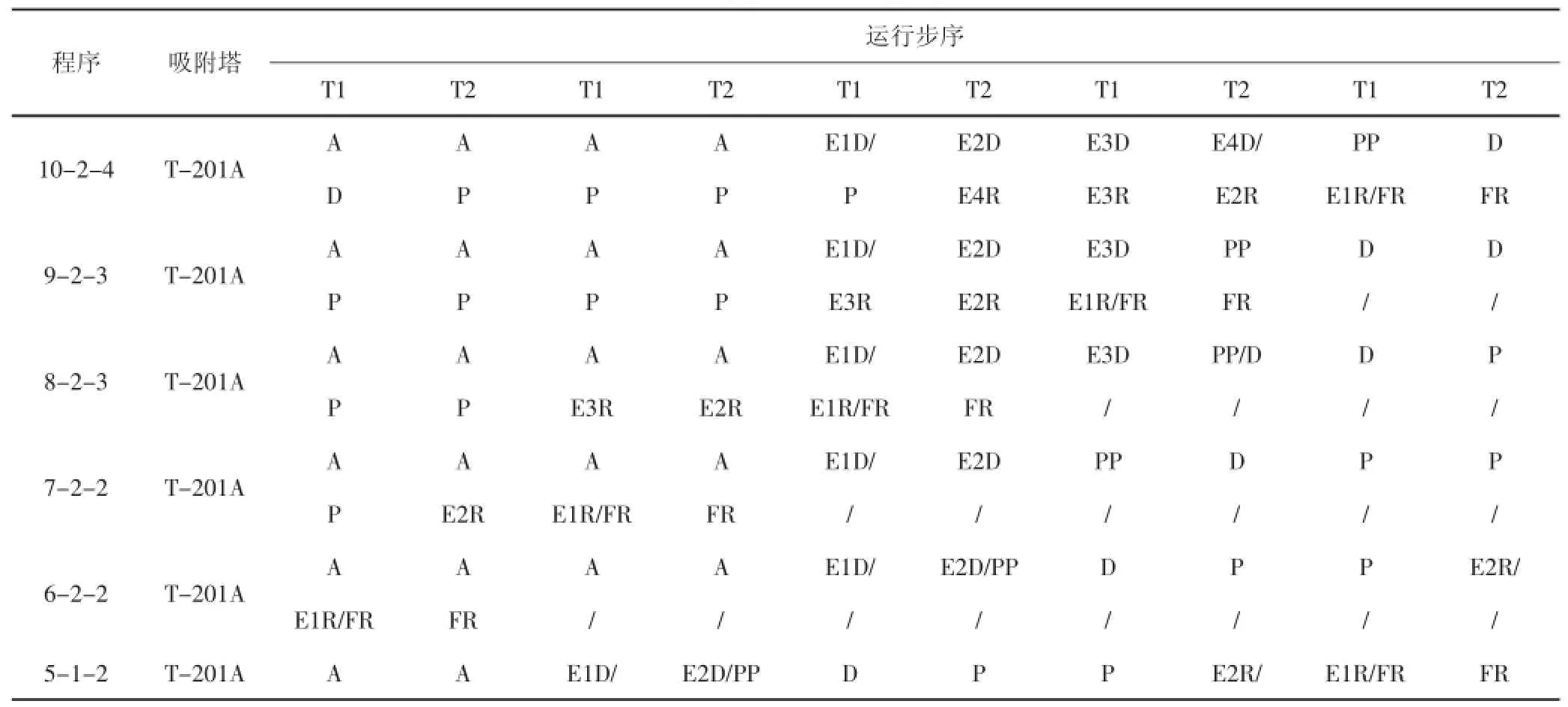
表1 不同塔数下PSA运行程序表
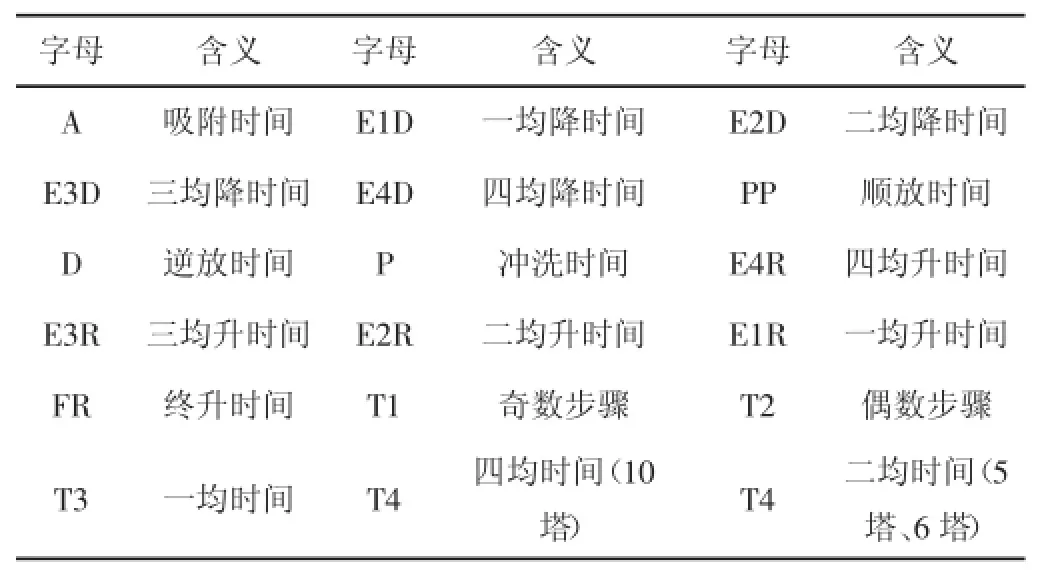
表2 程序字母含义
2.2“10-2-4”程序运行时间设定原则分析
2.2.1各步序时间说明通过表1步序可以看出,此程序下每个吸附塔运行一个周期共计需要(T1+T2)× 10时间,具体(见表3)。

表3 “10-2-4”程序运行周期表
2.2.2时间设定原则吸附时间越长,氢气收率越高,但吸附时间过长,产品质量下降,日常操作中吸附时间的最大值由产品质量确定,即(T1+T2)的最大值是根据生产负荷及产品最低质量要求而确定的。当(T1+T2)确定以后,吸附时间(A)、逆放时间(D)、冲洗时间(P)都随之确定,就T1、T2、T3、T4时间的设定原则进行分析,通过表3可以看出:
(1)T1时间设定:T1含三均时间(T3)和顺放时间,T1的最小值必须同时保证三均降塔与三均升塔压力均等及顺放完全(即顺放压力≤0.2 MPa),同时T1最小值还必须保证一均时间足够(即T1须≥T3)。
(2)T3时间设定:T3为一均时间(T3≤T1),T3的设定原则应根据一均降塔压力降低至最小值时程控阀关闭为最合适值,T3过小,一均降不能降到位,减少氢气回收率;T3过长,产品氢会回充一均降塔,也减少氢气收率。
(3)T2时间设定:T2含二均时间,T2的最小值必须保证两塔二均均等。
(4)T4时间设定:T4为四均时间(T4≤T2),T4的最小值必须保证两塔压力四均均等。
2.3“9-2-3”程序运行时间设定分析
2.3.1各步序时间说明通过表3步序可以看出,此程序下每个吸附塔运行一个周期共计需要(T1+T2)×9时间,具体(见表4)。

表4 “9-2-3”程序运行周期表
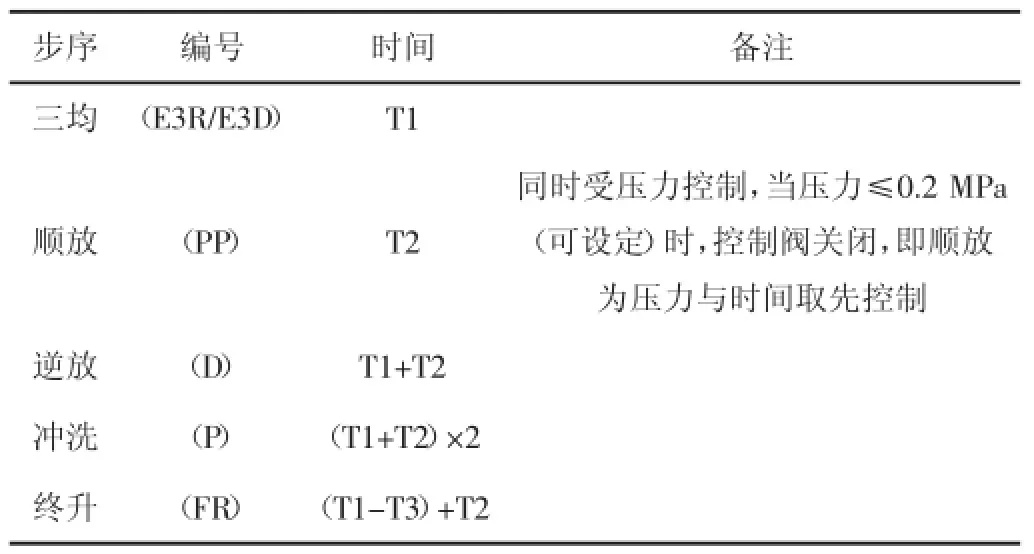
表4 “9-2-3”程序运行周期表(续表)
2.3.2时间设定原则同理,当(T1+T2)的值确定以后,吸附时间A、逆放时间D、冲洗时间P随之确定,一均时间T3设定原则同上,对T1、T2时间的设定原则进行分析,通过表4可以看出:
(1)T1设定:T1含三均时间和一均时间,T1的最小值必须保证两塔压力三均均等,同时T1还必须保证两塔压力一均均等(即T1须≥T3)。
(2)T2设定:T2含二均时间和顺放时间,T2的最小值必须同时保证两塔二均压力均等和顺放完全。
2.4“8-2-3”程序运行时间设定分析
2.4.1各步序运行时间说明通过表4步序可以看出,此程序下每个吸附塔运行一个周期共计需要(T1+ T2)×8时间,具体(见表5)。

表5 “8-2-3”程序运行周期表
2.4.2时间设定原则当(T1+T2)确定以后,吸附时间A确定,一均时间T3设定原则同前,主要分析T1、T2时间的设定原则,通过表5可以看出:
(1)T1设定:T1须≥T3,且T1最小值应能满足两塔压力三均均等。
(2)T2设定:在保证T1≥最小值情况下,应尽量延长T2时间,因为延长T2能延长冲洗时间,可以使吸附塔再生彻底且能减小解吸气压力波动;T2的最小值必须保证顺放时间足够,顺放主要为吸附塔再生提供干净冲洗气源。
2.5“7-2-2”程序运行时间设定分析
2.5.1各步序运行时间说明通过表5步序可以看出,此程序下每个吸附塔运行一个周期共计需要(T1+ T2)×7时间,具体(见表6)。

表6 “7-2-2”程序运行周期表
2.5.2时间设定原则 (T1+T2)确定后,吸附时间A确定,T3设定原则同前,主要分析T1、T2时间,通过表6可以看出:
(1)T1设定:T1主要含一均时间和顺放时间,设定中须保证T1≥T3,且能保证顺放完全,即保证T1时间内顺放程控阀在顺放压力降至≤0.2 MPa(可设定)后关闭。
(2)T2设定:在保证T1≥最小值情况下,应尽量延长T2时间,因为延长T2可以延长逆放时间,逆放时间越长,杂质解吸越干净,越有利于提高吸附塔的再生效果。
2.6“6-2-2”程序运行时间设定分析
2.6.1各步序时间说明通过表6步序可以看出,此程序下每个吸附塔运行一个周期共计需要(T1+T2)×6时间,具体(见表7)。
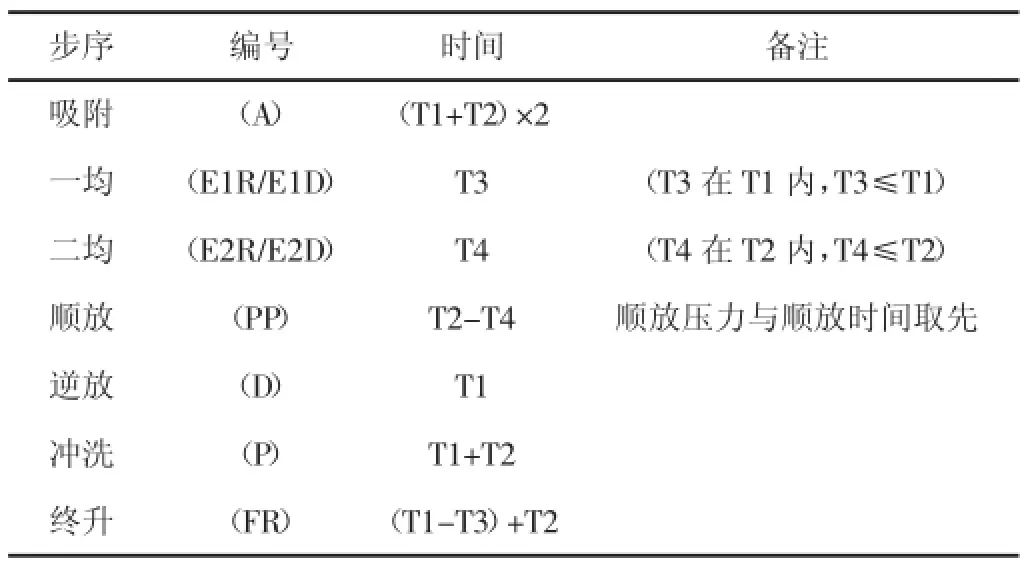
表7 “6-2-2”程序运行周期表
2.6.2时间设定原则当(T1+T2)确定以后,吸附时间A、冲洗时间P确定,T3设定时间同前,主要分析T1、T2、T4时间的设定原则:
(1)T1设定:在保证T2≥最小值情况下,应尽量延长T1,因为延长T1能延长逆放时间,逆放时间越长杂质解吸越彻底,有利于提高吸附塔再生效果;T1最小值须保证大于等于T3,且塔的逆放压力能降至0.2 MPa(可设定),这样才能有利于吸附塔再生。
(2)T2设定:T2最小值设定应满足两塔压力二均完毕后再生塔能顺放完全,即T2≥(T4+顺放程控阀关闭时间)。
(3)T4设定:二均时间T4最小值应能保证两塔压力二均均等。
2.7“5-1-2”程序运行时间设定分析
2.7.1各步序运行时间说明通过表7步序可以看出,此程序下每个吸附塔运行一个周期共计需要(T1+ T2)×5时间,具体(见表8)。

表8 “5-1-2”程序运行周期表
2.7.2时间设定原则分析当(T1+T2)确定以后,吸附时间A、冲洗时间P确定,T3设定原则同前,主要分析T1、T2、T4的设定:
(1)T1设定:在保证T2≥最小值时,应尽量延长T1,因为延长T1能延长逆放时间,逆放时间越长杂质解吸越彻底,有利于再生塔再生效果;T1最小值须保证大于等于T3,且塔的逆放压力能降至≤0.2 MPa(可设定),这样才能有利于吸附塔再生。
(2)T2设定:T2最小值设定应满足二均完毕以后吸附塔能顺放完全,即T2≥(T4+顺放程控阀关闭时间)。
(3)T4设定:二均时间T4最小值能保证两塔压力二均均等。
2.8程序运行时间设定小结
综上所述,程序运行时间的设定应遵循的原则为:
(1)在5塔和6塔程序时,应尽量延长T1时间,延长T1时间就能延长逆放时间,有利于再生塔再生彻底,但是T2的最小值须保证顺放时间足够。
(2)在7塔和8塔程序时,应尽量延长T2时间,延长T2时间就能延长逆放时间,有利于再生塔再生彻底,但T1必须≥T3。
(3)在9塔和10塔程序时,在保证T1和T2均≥允许最小值下延长T1或T2时间均可,正常生产过程中,为防止切塔后操作调节幅度过大,一般将T2设定时间偏长。
(4)任何运行程序下,一均时间T3设定的最优值为一均降塔压力降至最小值时时间。
(5)在5塔和6塔程序时,T4时间的设定很重要,T4过长则顺放时间不够,塔再生不彻底,T4过短则两塔压力二均不到位,氢气损失多收率低。
3 终升随动控制阀HIC-20101对氢气收率的影响
3.1HIC-20101作用
终升随动控制阀HIC-20101的作用是当吸附塔再生完毕经过一均升以后,由于其压力低于吸附工作压力,为保证产品氢气供应压力平稳和提高吸附塔的工作效率,PSA程序设定通过HIC-20101阀,用产品氢对一均升完毕以后的吸附塔进行充压,使其在程序转入吸附步序后能立即进入工作的状态。
3.2HIC-20101的设定原则

图1 HIC-20101初始开度设定对终升曲线的影响图
HIC-20101设计为随动控制,它根据终升塔的测量压力自动对阀门开度进行调整。操作中应根据吸附塔终升压力变化速率对其初始开度进行优化调整,HIC-20101初始开度过大,产品氢压力受影响波动较大,且产品氢气收率低;HIC-20101初始开度过小,再生塔充压不到位,转入吸附步序后易导致产品氢压力波动,同时会降低吸附塔有效吸附时间,降低氢气收率。
随动控制阀HIC-20101的初始开度设定原则应遵循:随时间进行,阀的开度逐渐由小到大,塔的终升压力曲线要近似为直线,不能成弧形状。HIC-20101初始开度设定过大、过小对吸附曲线和终升曲线均有较大影响,其影响关系分别(见图1,图2)。
4 吸附压力曲线分析
4.1理想压力曲线
PSA程序运行状况的好坏可以直接通过塔的压力曲线来进行判定,现取“10-2-4”程序进行说明,“10-2-4”程序下理论压力曲线图(见图3)。
实际生产过程中,操作人员应实时对比实际运行曲线图和理论曲线图,从而对PSA参数进行优化,以提高PSA系统工作效率和氢气收率。
4.2优化对比
4.2.1优化前PSA运行状况实际生产过程中,PSA单元一般为“10-2-4”程序运行,2014年2月,当时T1、T2、T3、T4时间分别给定为60 s、140 s、54 s、60 s,终升随动控制阀HIC-20101初始开度为25%时,吸附曲线图(见图4)。
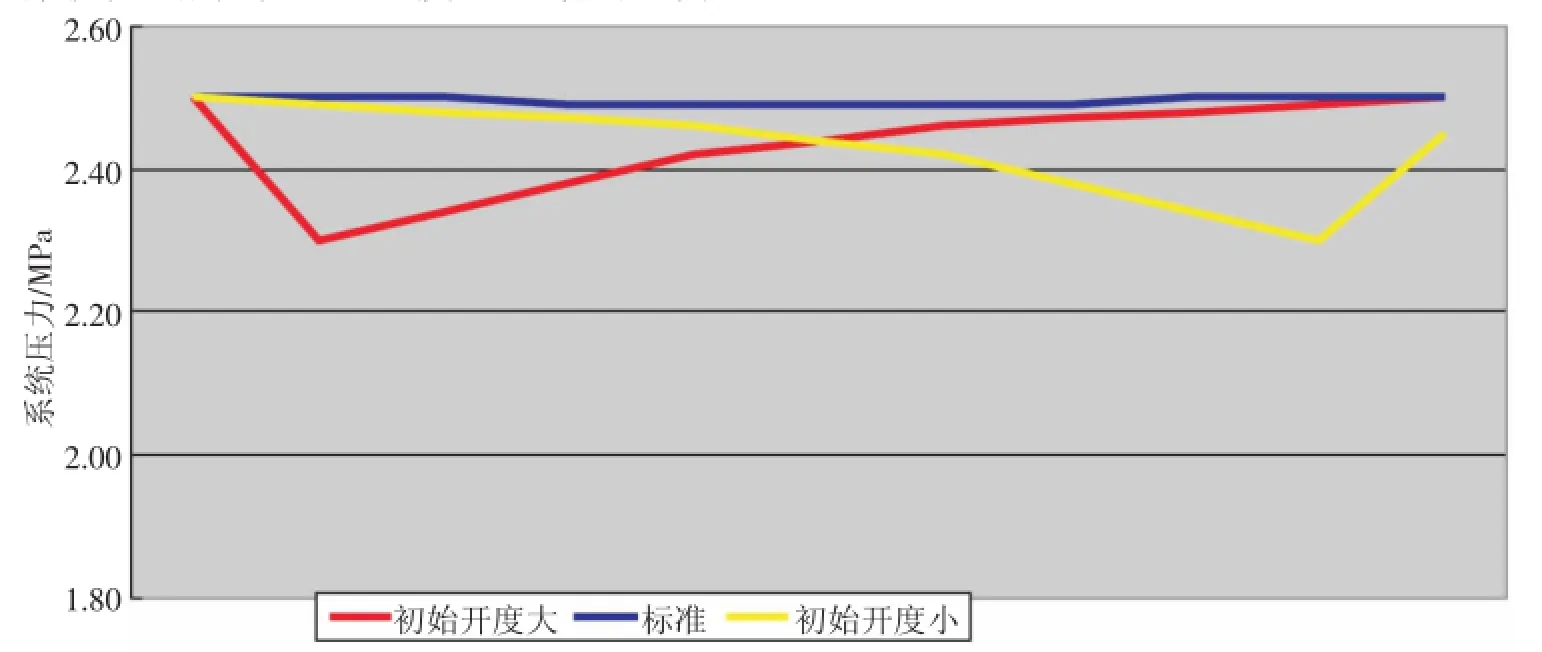
图2 HIC-20101初始开度设定对吸附曲线的影响图
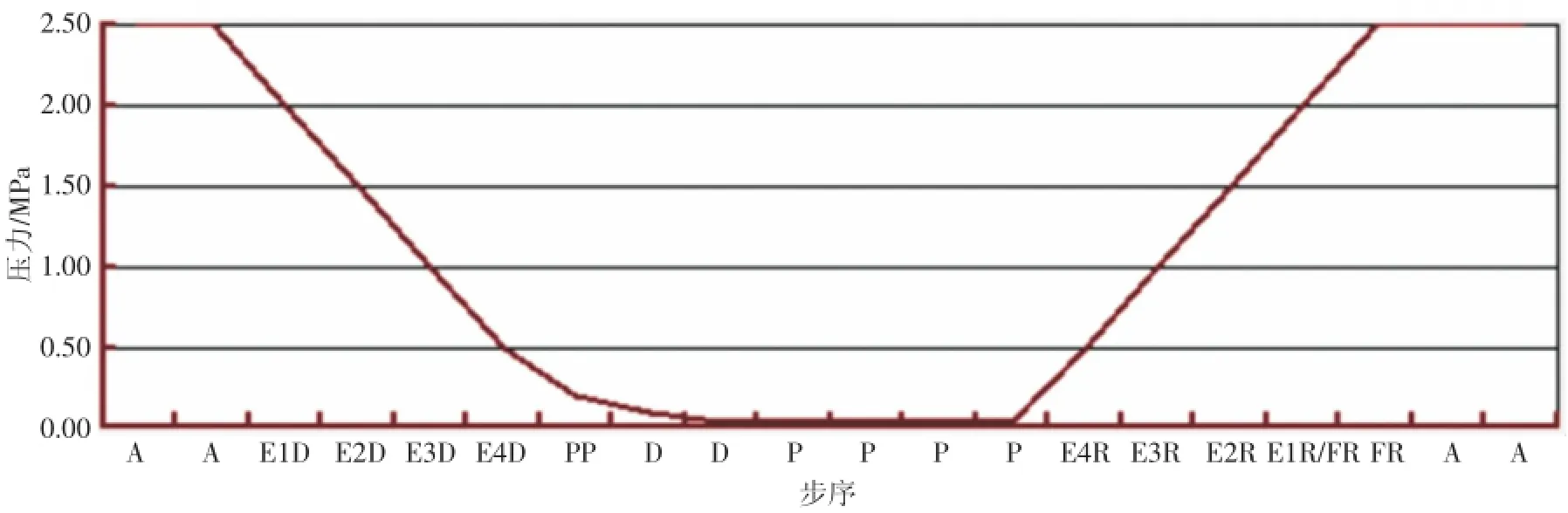
图3 “10-2-4”程序理论压力曲线图
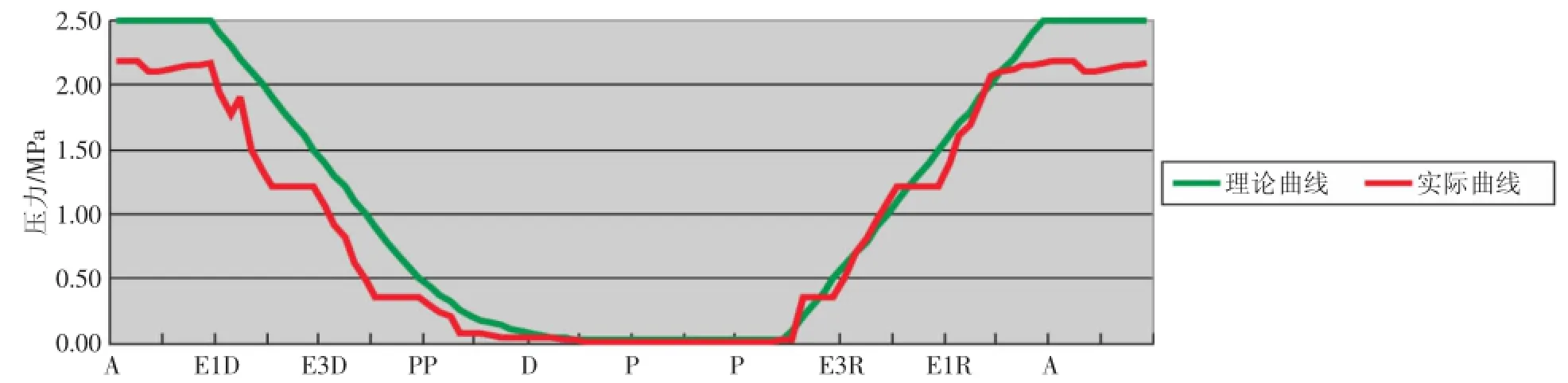
图4 优化前实际压力曲线与理论压力曲线对比图
4.2.2偏差原因分析实际曲线与理论曲线有偏差的原因有以下几个方面:
(1)产品氢气压力未达到设计压力2.5 MPa,原因是后续300×104t/a柴油加氢装置新氢罐安全阀起跳压力为2.42 MPa,为保证安全,实际生产过程中PSA吸附压力控制为2.17 MPa。
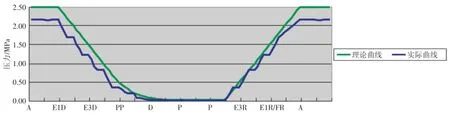
图5 “10-2-4”程序调整后实际压力与理论压力曲线
(2)终升随动控制阀HIC-20101初始开度过大,吸附塔刚进入吸附步序时压力有明显下降波动趋势。
(3)一均时间T3设定不合理,一均降塔压力有回升现象,导致氢气浪费较多。
(4)T2时间设定比T1时间长。
程序时间在此状况下,氢气收率较低,部分氢气随解吸气进入转化炉燃烧,从而提高了制氢装置的生产成本。
4.2.3调节方法依据上面“10-2-4”时间设定分析原则和终升随动控制阀HIC-20101初始开度设定原则,对时间和HIC-20101初始开度做改动(见表9)。
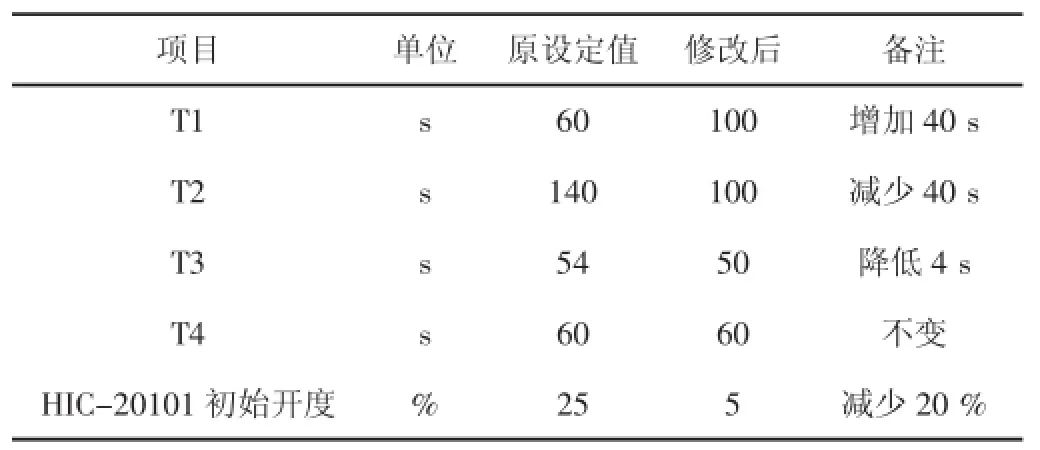
表9 PSA单元优化调整表
4.2.4调整后PSA运行状况2014年11月,经过优化调整后,吸附塔的实际曲线和理论曲线对比(见图5)。
4.2.5调整前后收率对比表2014年2月与2014年 11月,经过调节前后氢气收率对比表(见表10)。

表10 优化前后氢气收率表
通过对比可以看出,经过调整后,解吸气收率明显下降,氢气收率提高较多,证明优化调节措施有效。
5 结论
PSA正常运行过程中,在不同塔数程序模式下运行,T1、T2、T3、T4时间的设定与氢气收率关系较为明显,日常操作过程中,操作人员要通过认真判断实际吸附曲线图,通过设定合理的T1、T2、T3、T4时间,从而使PSA高效平稳运行,可在保证氢气质量的前提下尽可能的提高氢气收率,降低装置加工成本。
[1]周景伦,赵洋.兰州石化公司50 000 Nm3/h制氢装置操作规程[G].兰州石化公司,2012.
[2]兰州石化公司50 000 Nm3/h制氢装置操作手册[G].成都华西化工科技股份有限公司编制.
TE962
A
1673-5285(2016)08-0110-06
10.3969/j.issn.1673-5285.2016.08.024
2016-06-15
2016-07-15
赵洋,男(1985-),助理工程师,现从事于炼油装置生产技术管理工作。
猜你喜欢
科学与财富(2021年33期)2021-05-10 16:54:38
北京汽车(2021年2期)2021-05-07 03:56:26
电站辅机(2021年4期)2021-03-29 01:16:52
法大研究生(2020年2期)2020-01-19 01:43:04
水电站机电技术(2019年11期)2019-12-02 07:36:06
水电站机电技术(2019年11期)2019-12-02 07:36:04
纺织报告(2019年12期)2019-03-16 09:12:06
河南科技大学学报(自然科学版)(2017年4期)2017-05-02 01:42:28
黑龙江省政法管理干部学院学报(2015年4期)2015-03-26 20:34:09
法制与经济·下旬刊(2014年8期)2014-05-30 15:57:11