机载火控雷达生产线自动测试系统的开发
2016-09-13 01:48:07刘健
现代雷达 2016年8期
刘 健
(南京电子技术研究所, 南京 210039)
·测试技术·
机载火控雷达生产线自动测试系统的开发
刘健
(南京电子技术研究所,南京 210039)
针对现代机载火控雷达生产线多型号、多状态特点,文中提出了该类生产线测试工位的设计准则以及系统的软硬件组成。参照“新一代测试系统”技术体系联合架构,并采用最新通用测试技术,解决了测试系统动态构建、快速升级问题,实现了机载雷达产品数字化、一体化生产测试保障。
自动测试系统;生产线;机载火控雷达
0 引 言
由于现代机载火控雷达研制周期大大缩短,产品生命周期各阶段相互重叠,因此,在研制时就要考虑批产的问题,批产时又要考虑产品升级、功能提升的问题。但基于时间和成本考虑,不可能都设计单独的测试系统,这就要求机载火控雷达生产线测试系统从实验验证到产线测试使用的测试设备都基于同一个硬件架构和软件平台,功能覆盖全面且高度灵活,在操作自动化的同时具有较强的换型能力与升级能力,具备装备一体化精益保障[1]。这样的测试系统有别于部队使用的以排故和快速修理为目的的装备型测试系统,其特点是:
1)使用面更广,包括:科研人员、调试人员、质量测试人员等。
2)测试内容更全面:其用于雷达的生产调试、性能验证、质量验收、定期检测等。
3)测试方法更加灵活:自动测试结合手动调试及排故。
4)软件设计与科研及生产管理相结合。
本文针对上述特点,在遵循“新一代测试系统”技术体系联合架构的前提下[2],将测试诊断系统中的虚拟仪器、测试总线仪器、通用测试接口(CTI), 可扩展标记语言(XML)构建的通用测试信息接口与可移植的智能测试程序集(TPS)等有机集成起来,真正实现测试系统横向和纵向的通用,用以满足机载火控雷达灵活多变的生产测试需求。
1 机载火控雷达生产线测试工位设计
机载火控雷达被测单元通常包括:天线单元、发射单元、接收单元、信数单元、伺服单元及显控单元。工位设计主要依据生产测试流程,如图1所示约定的测试层次是非常清晰的,主要分为两类:一类是单元测试工位,另一类是整机联调工位,但哪些指标在单元测,哪些指标在整机测是需要综合考虑不可分割的。测试重心过分安排在整机工位会导致出现故障时难以隔离,而单元测试如果面面俱到也会造成工作环境难以模拟,需要大量复杂的仿真设备。对此我们的基本原则是:
1)整机工位偏向于战术指标,如:雷达工作方式验证、目标发现能力验证、抗干扰能力验证等。单元工位偏向于技术指标,如:电源驱动力测试、微波频谱测试、发射功率测试、定时时序测试、离散信号测试、总线接口测试等。
2)对于故障率较高的项目必须重点验证,发射功率在单元要测,在整机联试也要测。
3)对于会产生故障隔离模糊的项目必须验证,如:伺服工位要配天线仿真设备,以免在整机测试时无法区分是伺服问题还是天线驱动及传动问题。
4)基本的电源参数,如:电压、电流、功耗要实时监测,虽不是雷达战技指标,但测试成本低,很多隐性故障、疑难故障、亚健康状态都能间接表征。充分利用雷达机内检测(BIT) 数据[3],提高装备的自诊断能力,事半功倍。

图1 机载火控雷达生产线测试工位设计图
对于这些不同工位,传统的流水线式设计会造成资源浪费,所以参照“新一代测试系统”技术体系联合架构,采用一套专家型综合测试系统完成整套雷达单元及整机的测试工作。综合测试带来的好处有以下四点:
1)复用测试资源:如发射、接收、整机均要使用昂贵的微波测试仪器。
2)提高测试效率:雷达生产的各工位复杂度不同,生产测试压力也不同,综合测试可自动均衡各单元生产测试的不平衡。
3)节约测试时间:单元测试结束后可直接在整机安装架上进行系统验证,系统发现问题直接转入单元测试,不需要包装运输转换工位。
4)不需要设计众多的测试工位,节约生产空间。
2 测试系统软硬件设计
2.1概述
机载火控雷达生产线自动测试系统(ATS)由自动测试设备(ATE)和测试程序集(TPS)组成,如图2所示。

图2 测试系统平台组成图
2.2通用的硬件设计
2.2.1多总线融合ATE设计
该测试系统是一套具有目标模拟、航电仿真、显控仿真、自动测试多功能多总线融合综合ATE[4],使用的测试系统总线按优先级依次为LXI、VXI、GPIB总线。雷达总线根据需要包括:LAN、1553B、雷达专用总线等。测试系统的组成及总线拓扑结构,如图3所示。
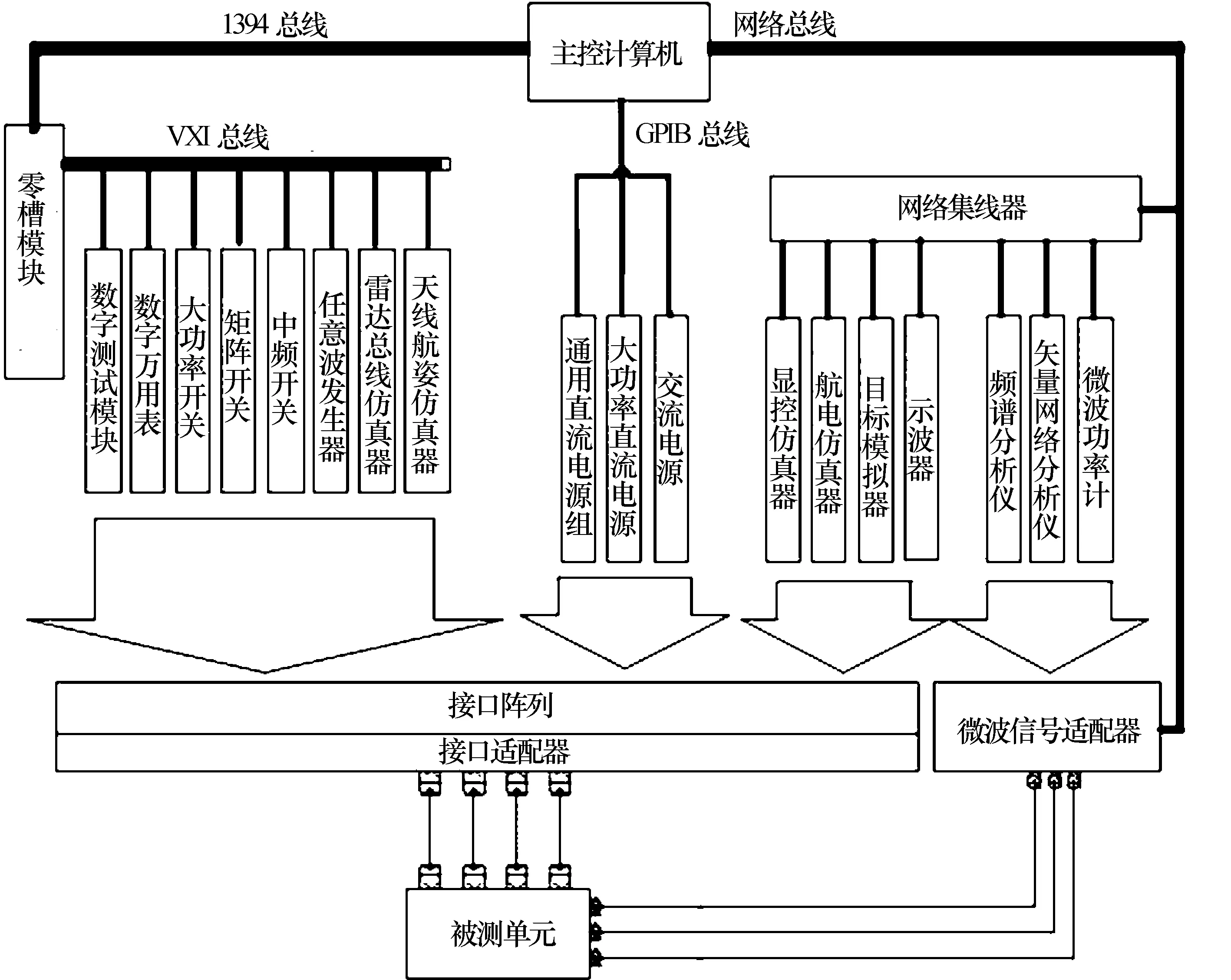
图3 测试系统总线拓扑结构图
2.2.2通用接口阵列设计
测试系统接口的标准化和统一是TPS可移植和互操作的基础。本设计参考《GJB7286-2011航空自动测试系统测试适配接口通用要求》[5],标准采用50槽位双层配置,上层为基本配置层,下层为扩展配置层。根据雷达测试需求,单层25槽位已满足要求,外形示意如图4所示,选用4种型号接口模块,信号类型覆盖雷达测试所需的:电源、数字、模拟、总线。微波信号出于稳定性考虑暂时不上通用接口阵列,采用专用微波信号适配器,按照此定义设计的测试接口能满足不同机载雷达的测试需求。
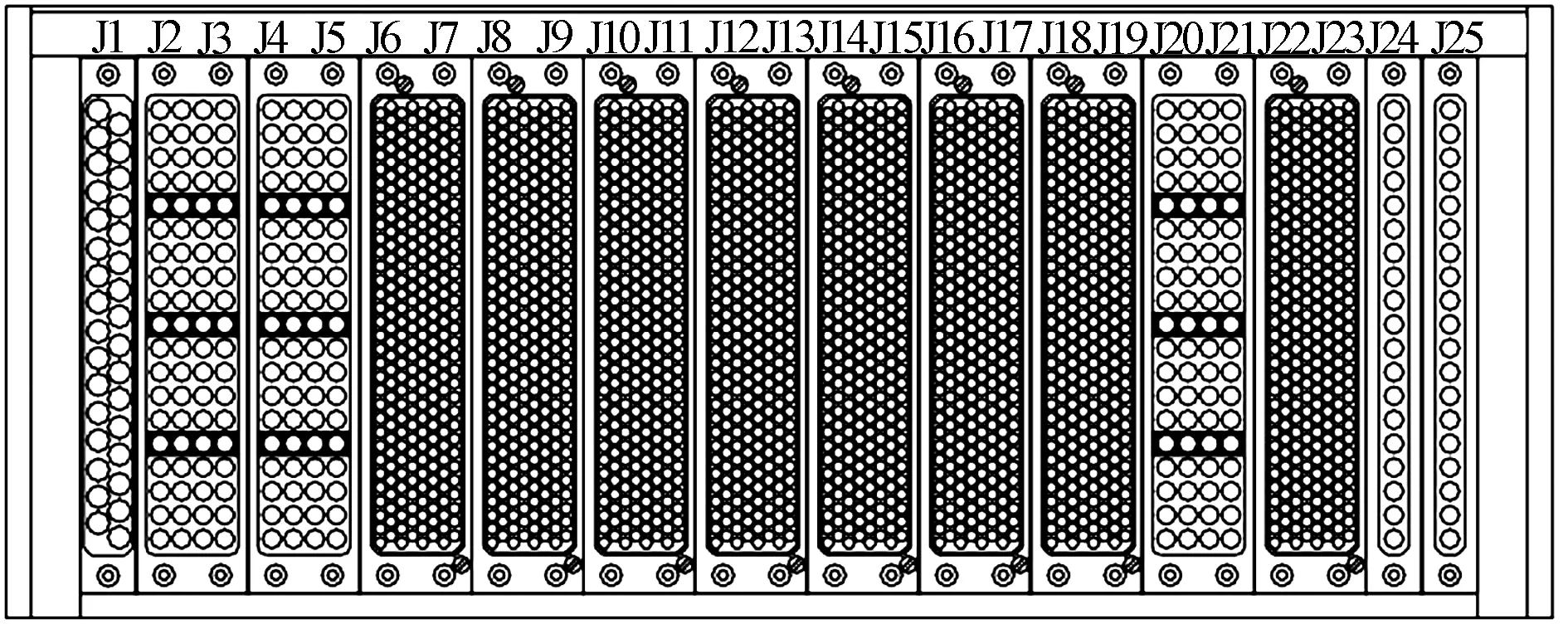
图4 接口阵列示意图
2.2.3通用的工装夹具设计
机载雷达工装夹具主要用于解决被测单元固定和冷却问题,设计的通用工装夹具如图5所示,底座设计有不同槽位用于固定被测单元,风口也可以根据不同单元进行移动对接。
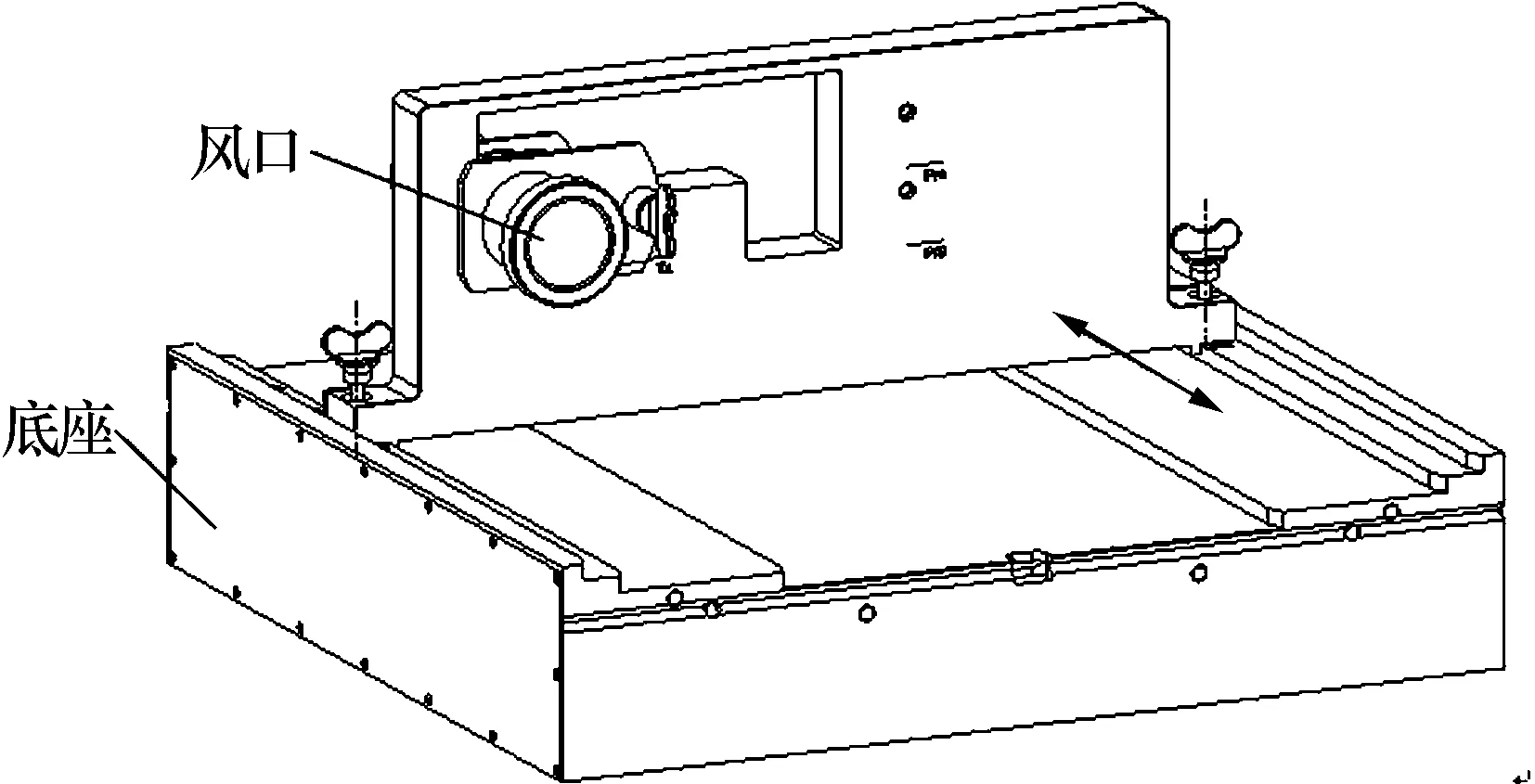
图5 通用工装夹具图
2.3通用软件平台
机载火控雷达生产型自动测试系统软件设计面临的主要问题有以下五点:(1)测试流程要综合考虑设计验证、生产调试、故障定位、质量检验等各方需求,既能自动测试、快速测试,又能选项测试和对偶发故障进行等待捕捉;(2)测试资源(主要是测试仪器)在生产时会面临临时抽调和更换型号,造成测试系统的不完整和不固定,所以软件设计时要考虑缺项测试和动态配制;(3)由于雷达设计的柔性化和软件化,需要测试软件也能快速跟踪升级;(4)软件设计要结合生产管理,不同人员权限不同、职责不同,可操作的内容也不同;(5)测试系统要有完备的系统自检和系统校准功能。
基于上述问题,我们开发了自主产权的软件平台。该软件平台基于模块化、插件式、层次化、可扩展的构建思路设计开发,从而减小复杂模型的耦合程度,使得功能模块具有良好的可重用性,有利于实现系统的裁减与扩充。软件平台分为五层,层次结构如图6所示。层次间接口遵循标准和规范,使得层次之间、模块之间、与外部接口之间都按照标准进行数据交换和信息共享,以实现TPS与测试系统硬件平台的无关性,满足测试软件可移植和可重用的要求[6]。
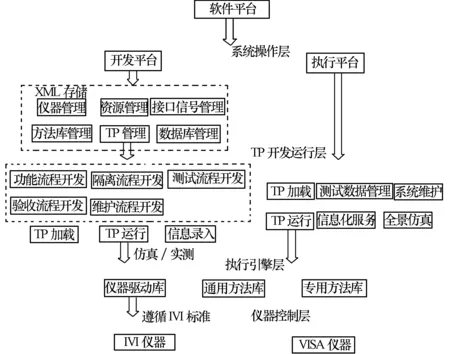
图6 系统平台软件层次图
该软件平台的特点如下:
1)层次化管理开发。
软件设计团队由三类人员组成,职责如下:(1)系统配置管理人员:负责人员、系统资源、仪器驱动、信号库、方法库、被测单元TP的配置与管理;(2)驱动开发人员:根据信号库的要求,参照IVI驱动标准规范开发相应的仪器及专用设备的驱动程序;(3)TP开发人员:根据被测单元的测试需求(TRD),选择相应的测试资源,编写信号测试方法,并给出合格判据。
2)可视化编程环境。
软件平台采用可视化开化,编写TP流程时,根据需要从信号定义列表和设备功能定义列表中,拖拽到TP流程开发界面进行编辑;然后,将所有的设计保存到XML文件中,测试时将其加载到运行平台中。
3)仪器可互换性。
为实现仪器可互换性,对同种类型仪器驱动的编写采用以下准则:(1)支持IVI标准的仪器驱动编写,采用厂家提供的现成IVI方法进行封装;(2)不支持IVI标准的仪器,通过需求分析、熟悉仪器、制定功能规划再利用IVI准则对驱动方法接口进行封装[7],底层利用VISA控制。对于不同厂家的仪器即使控制命令不同,只要将相应驱动库进行更新就可以快速实现仪器互换。
4)维护功能完备。
除对UUT的测试功能外,系统还设计有完善的自检和自校功能。自检分为三级:一级为仪器初始化通信自检,用于发现仪器是否在线;二级为功能自检,检查单个仪器功能是否正常;三级为系统闭环自检,通过收发通道外闭环,检测系统功能是否完备,并将故障隔离到单根导线,自检通过后还设计有引导程序和自动校准程序,帮助用户解决高频测量通道损耗校准问题。
3 结束语
机载火控雷达技术革新速度的加快,持续推动着产品的更新迭代。测试,作为保证产品质量的重要一环,贯穿设计研发、实验验证到生产等各个环节。本测试系统统筹考虑了生产测试各个环节的测试需求,层次清晰,为机载火控雷达乃至复杂武器装备的生产测试提供了设计依据。
[1]彭为. 装备一体化精益保障架构及发展趋势[J]. 现代雷达,2013, 35(8):19-23.
PENGWei.Frameworkanddevelopmenttrendofequipmentintegratedsupportofleanproduction[J].ModernRadar, 2013, 35(8):19-23.
[2]王石记,潘安君. 新一代综合自动测试标准体系研究[J]. 计算机测量与控制,2011, 19(4):746-749.
WANGShiji,PANAnjun.Researchonspecificationofnewgenerationautotest[J].ComputerMeasurement&Control, 2011, 19(4):746-749.
[3]吕永乐. 雷达通用中央BIT软件集成平台[J]. 现代雷达,2014, 36(9):1-6.
LÜYongle.Generalpurposeintegrationplatformforradarcentralbuilt-intestsoftware[J].ModernRadar, 2014, 36(9):1-6.
[4]赵亮亮,肖明清,程进军,等.COBRA/T-美军通用自动测试系统的新进展[J]. 计算机测量与控制,2013, 21(6) :1408-1411.
ZHAOLiangliang,XIAOMingqing,CHENGJinjun,etal.COBRA/T-newprogressoftheUSmilitarygeneralpurposeautomatictestsystem[J].ComputerMeasurement&Control, 2013, 21(6): 1408-1411.
[5]GJB7286-2011. 航空自动测试系统测试适配接口通用要求[S].
GJB7286-2011.Generalrequirementsfortestadapterinterfaceofautomatictestequipmentforairborneelectricalandelectronicequipment[S].
[6]石翌, 刘欢, 孙文超. 跨平台自动测试系统标准信息框架研究[J]. 计算机测量与控制,2011, 19(3): 497-499.
SHIYi,LIUHuan,SUNWenchao.Researchonthestandardinformationframeworkofmulti-platformautomatictestingsystem[J].ComputerMeasurement&Control, 2011,19(3):497-499.
[7]许爱强,文天柱,李文海. 基于IVI技术的仪器驱动程序开发[J]. 现代电子技术,2011, 34(2): 173-175.
XUaiqiang,WENTianzhu,LIWenhai.DevelopmentofinstrumentdriveprogrambasedontechnologyofIVI[J].ModernElectronicsTechnique,2011, 34(2): 173-175.
刘健男,1975年生,硕士,高级工程师。研究方向为雷达系统综合保障、通用自动化测试系统研制。
Development of Automatic Test System forAirborneFireControlRadarProductionLine
LIU Jian
(Nanjing Research Institute of Electronics Technology, Nangjing 210039, China)
Aimingatthemulti-modelandmulti-statetestspecialtiesofairbornefirecontrolradarproductline,thispaperintroducestherulesoftestworkingpositionallocationanddescribesbothhardwareandsoftwarecomponentsofthetestsystem.Referringtotechnicalarchitectureofnewgenerationsyntheticautotestsystemandthemoderncommontesttechnologies,thesystemcanbedynamicallyconstructedandfastupgraded,whichrealizestheaimofairbornefirecontrolradardigitalizationandtestsupportintergration.
automatictestsystem;productline;airbornefirecontrolradar
10.16592/j.cnki.1004-7859.2016.08.019
刘健Email:D-liu@126.com
2016-04-29
2016-06-24
TN959
A
1004-7859(2016)08-0084-04
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
测控技术(2018年6期)2018-11-25 09:50:12
测控技术(2018年8期)2018-11-25 07:42:08
铁道通信信号(2018年8期)2018-11-10 05:15:48
电子测试(2018年13期)2018-09-26 03:29:14
电子制作(2018年11期)2018-08-04 03:26:00
杭州(2015年9期)2015-12-21 02:51:49
电子设计工程(2015年8期)2015-02-27 12:05:26