
基于ArtCAM软件的艺术浮雕设计与加工
2016-09-13 07:04沈长生张佳烽仲子平
制造技术与机床 2016年6期
沈长生 徐 涛 张佳烽 仲子平
(苏州农业职业技术学院,江苏 苏州 215008)
基于ArtCAM软件的艺术浮雕设计与加工
沈长生徐涛张佳烽仲子平
(苏州农业职业技术学院,江苏 苏州 215008)
以“百鸟朝凤”浮雕的设计与加工为例,分析数控雕铣加工工艺,总结ArtCAM软件四种建模方式的应用特点。对举例进行建模以及刀具路径的设计与优化,给出浮雕设计的流程及相关设计参数,并对加工过程的监控进行研究,针对加工过程中可能出现的问题给出解决方案。
ArtCAM;CM5060;浮雕;设计;工艺
ArtCAM软件可以把照片、灰度图、CAD、手绘稿、扫描文件等平面数据转化为丰富细致的三维浮雕模型,并能生成大多数主流数控机床认可的数控代码。该软件以其友善的界面和强大的功能正逐步占领着浮雕设计软件行业的市场。国内于2004年开始兴起对该软件的研究,主要研究其在数码产品、木工、石材、标牌等行业的应用,截止目前,在中国知网等数据库中,国内的相关研究较少,且研究结果呈现出单一、不够系统及未涉及后处理优化设计等问题。本文以“百鸟朝凤”浮雕的设计与加工为例,研究如何使用AtrCAM软件通过二维位图进行三维浮雕建模,编辑可行的刀具路径并获得在CM5060数控雕铣机床上使用的数控加工代码,以及该浮雕的加工过程等内容。图1所示为“百鸟朝凤”的灰度位图,本文将根据此位图,加工出长宽为115 mm×50 mm,形状最高高度为1.5 mm的浮雕产品。
1 加工工艺分析
1.1毛坯选择
对于类似采用尖刀进行较为精细的浮雕加工时,加工用的毛坯需要具有良好的雕刻性能,即切屑不易粘刀,并且需要切屑呈粉末状脱离毛坯。比如,尼龙板材或棒料就不适合进行精细雕刻,因其材料较软,雕刻刀具在进行小于0.2 mm步距的雕刻时,难以锋利地将尼龙材料按照规定的步距值切除,从而达不到加工要求,甚至无法加工。本例中毛坯材料采用电木,电木的机械强度高、绝缘性好,同时电木耐热、耐腐蚀,具有很好的雕刻加工性能,加工时不易粘刀。根据位图的像素比例,选择10 mm厚度的电木,并用数控铣床或普通立式铣床将毛坯的长、宽加工为115 mm×50 mm。制备毛坯时,注意毛坯长宽的垂直度要求。

1.2刀具及切削参数的选择
该浮雕形状比较复杂,细节非常丰富,由于毛坯材料尺寸较小,且浮雕的最高高度Zmax即浮雕的最大切深为1.5 mm,所以使用一般的平底或球头铣刀很难一步加工到位,故可先采用球头刀具半精加工,然后采用锥度平底雕刻刀完成精加工。根据刀具的切削参数理论公式并结合经验计算出切削参数[1]。球头刀具及锥度平底刀具的尺寸及主要切削参数如表1所示。
表1刀具切削参数
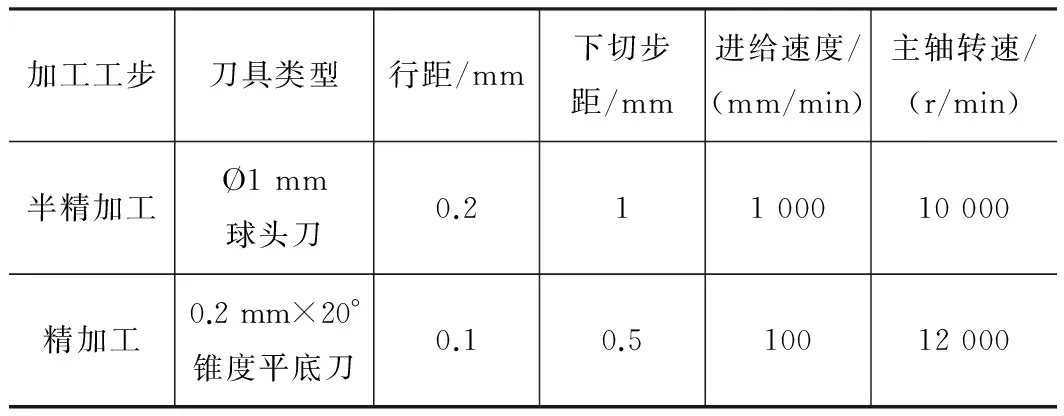
加工工步刀具类型行距/mm下切步距/mm进给速度/(mm/min)主轴转速/(r/min)半精加工Ø1mm球头刀0.21100010000精加工0.2mm×20°锥度平底刀0.10.510012000
1.3工件的装夹
采用数控雕铣机床装夹工件,除通用装夹方式外,如压板螺栓装夹、平口钳装夹、分度头装夹等。另外,还可采用双面胶、热熔胶等辅助材料进行装夹,或使用强力磁铁与502胶水进行装夹[2]。本例中板材尺寸较小,适合用平口钳进行装夹,装夹前需要用百分表进行平口钳的找正。
2 浮雕建模与刀具路径设计
2.1浮雕模型
常见的浮雕建模方法有4种,分别为矢量建模、位图建模、混合建模及灰度图建模,4种建模方法的特点如表2所示。
表2四种建模方式应用特点
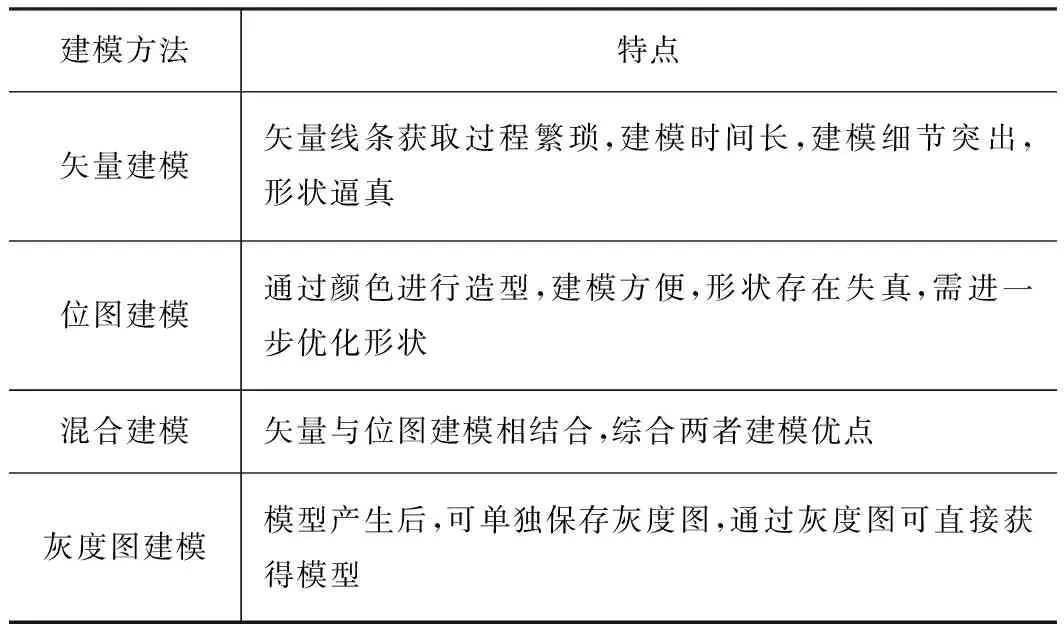
建模方法特点矢量建模矢量线条获取过程繁琐,建模时间长,建模细节突出,形状逼真位图建模通过颜色进行造型,建模方便,形状存在失真,需进一步优化形状混合建模矢量与位图建模相结合,综合两者建模优点灰度图建模模型产生后,可单独保存灰度图,通过灰度图可直接获得模型
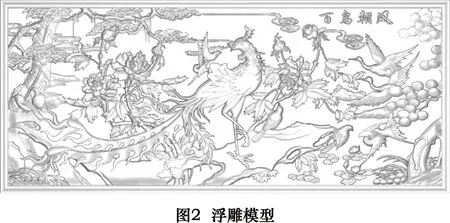
本例以灰度图进行建模。打开ArtCAM软件,点击“文件”菜单,产生“新的”项目,选择“通过图像文件”加载计算机内保存的灰度图,软件弹出“设置模型尺寸”界面。点击“图像尺寸”,设置宽度为115 mm,高度为50 mm,Z方向高度为1.5 mm,原点设置在中间点。点击“确认”,软件将根据灰度图的灰度值及设定的Z方向最大高度,自动计算出浮雕高度,如图2所示。
2.2刀具路径设计
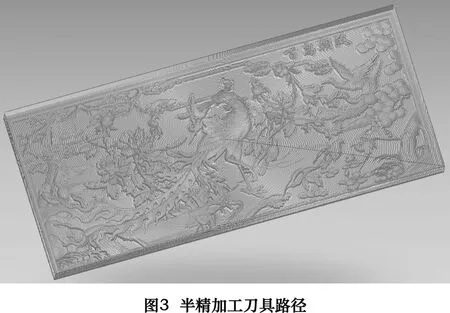
点击“刀具路径”选项卡,选择“三维刀具路径”中的“加工浮雕”命令,开始设置半精加工刀具路径,因半精加工选用球头刀具,故加工策略可选用“方框螺旋加工”,精加工余量预留“0.5 mm”,“加工安全Z高度”设置为“X0、Y0、Z5”。点击刀具的“选取”按钮,弹出“刀具数据库”界面。数据库中暂无φ1mm的球头刀具,可以先复制一把参数近似的刀具,然后进行修改。选中“Metric Tools- Wood or Plastic - 3D Finishing”目录下的“Ball Nose 1.5 mm”刀具,点击右侧的“复制”按钮,刀具库中新增一个1.5 mm球头刀具文件,选中复制的该刀具,点击界面右侧的“编辑”按钮,弹出“编辑刀具”界面,刀具直径设为“1(mm)”,下切步距设为“1(mm)”,行距设置为刀具直径的20%即“0.2(mm)”,主轴转速设置为“10 000(r/min)”,进给率设置为“1 000(mm/min)”,下切速率设置为“800(mm/min)”。
刀具编辑完成后,点击“确认”按钮,并“选取”该刀具。因切削量只有1 mm,Z轴层不需要设置分层切削。
在刀具路径名称中,键入“半精加工”,点击“现在”,软件将根据上述设置立即计算半精加工的刀具路径,如图3所示。
同理,继续编辑精加工刀具路径,精加工策略选择“X向平行加工”,设置刀具直径为3.175 mm,半角为10°,平底半径为0.1 mm,下切步距设置为0.5 mm,行距设置为刀尖半径的50%,主轴转速为12 000 r/min,进给率为100 mm/min,下切速率为80 mm/min。点击“确认”,完成创建。软件根据上述设置计算精加工的刀具路径。
2.3仿真并保存刀具路径
打开“项目”选项卡,先选中“粗加工”刀具路径,“仿真矩形块尺寸”采用默认值,“仿真浮雕分辨率”设置为“标准”,毛坯的一部分材料(1 mm)被1 mm直径的球头刀具快速切除。选中“精加工”刀具路径,点击“刀具路径”中的“仿真刀具路径”,仿真精加工的刀具路径,如图4所示。
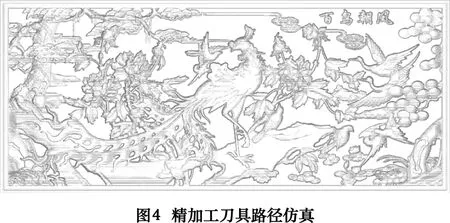
查看精加工的仿真细节,0.2 mm的平底刀具已经可以达到浮雕加工细节部分的要求。点击“刀具路径”菜单中的“保存刀具路径”命令,弹出“保存刀具路径”对话框,因为CM6060数控雕铣机床不支持程序自动换刀,所以保存刀具路径时,需要分别选中“半精加工”及“精加工”刀具路径,逐一进行保存。保存时,选择根据Fagor数控系统编辑完成的后处理文件“my lathe”[3],分别以“000001.pim”及“000002.pim”的文件名保存两个刀具路径。保存的刀具路径文件即数控加工程序可以通过文本的方式打开或编辑。
3 程序仿真及加工
因加工程序占用的空间较大,尤其是精加工文件,已经远大于Fagor数控系统的内存,只能选择WinDNC在线联机加工。加工前的仿真也不宜通过机床进行,因为数据量较大,通过机床进行模拟的速度缓慢,且线条较多,通过机床的CRT显示器也不易分辨各种走刀路径。仿真可以通过“熊族刀具路径查看器”进行。
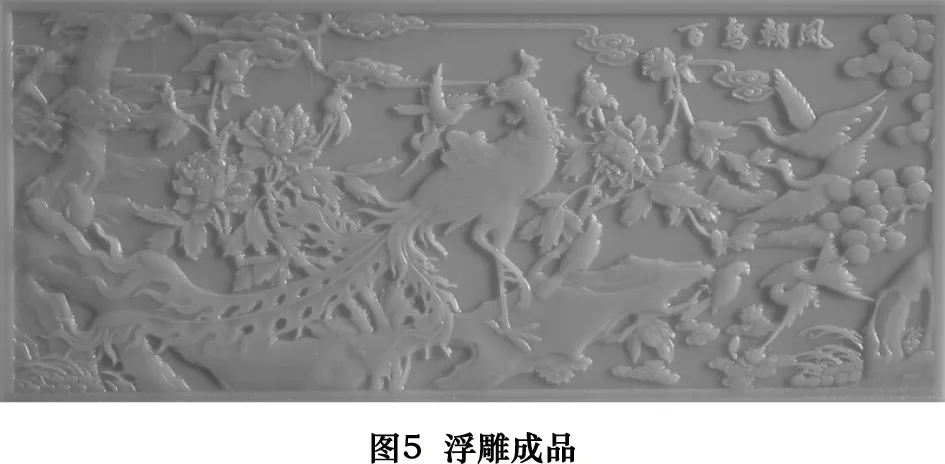
程序经过仿真验证后,确保无干涉、撞刀等隐患的存在,便可通过RS232C数据线及WinDNC软件,将计算中的数控加工程序与机床数控系统连接,进行联线加工。加工完成后的浮雕成品如图5所示。
4 加工过程监控
加工中需要及时监督加工过程,以解决出现的故障或突发事件。
(1)程序启动按钮按下之前,将进给移动倍率旋钮调整为最小值,随后慢慢加快倍率,同时观察刀具移动的轨迹或位置与程序中定义的是否相符,尤其是定位到安全高度及第一步切削是否正常,若无异常状况,可将倍率设为100%正常值。
(2)加工中若产生的噪声很大,超出正常加工时的声音,可能是定义的主轴转速或进给速度过大,可以通过调节操作面板上的主轴转速调节旋钮和进给倍率调节旋钮来适当减小倍率。
(3)加工中途若切削声音突然中止,或者发现刀具在空走刀,说明刀具已经折断,这时需要记录当前刀具的移动坐标,暂停机床及程序的运行,更换新的刀具,并且重新对刀,只需Z向重新对刀。再次加工前,在计算机端打开数控加工文件,查看暂停时的刀具移动坐标值,将刀具移动的第一步与该值之间的数据删除,即再次加工时,以暂停时的刀具坐标为第一步进行加工。
(4)半精加工完成后,将机床复位,更换0.2 mm/20°的锥度平底刀具,并再次启动机床进行该刀具的Z向对刀,从而进行精加工走刀。
5 结语
本文以英国Delcam公司的ArtCAM 浮雕设计软件及新火花机床有限公司生产的CM5060数控雕铣机床为载体,针对目前市场上无任何有关ArtCAM的参考书籍出售,且中国知网等数据库中也仅有寥寥几篇论文公开发表这一现状,本文以解决上述问题为出发点,做了相关研究。因该软件的特殊性,需要操作者具有一定的美术基础及使用该软件的水平。本文并没有列举更多的通过位图或矢量产生浮雕的详细实例,只是根据其模块的特征,进行有针对性的举例说明,因此后续若能发挥性列举更多的实例,将会给读者更大的启发。
[1]苏姜姜,陆峰,赵德宏,等. 基于ArtCAM的异型石材浮雕建模及加工研究[J]. 制造业自动化,2013(17):124-127.
[2]胡旭岩,张文健. 数控雕刻装夹方法探讨[J]. 天津职业院校联合学报,2012(10):99-100.
[3]沈长生,郭旭红. 基于ArtCAM软件的浮雕设计[J]. 制造技术与机床,2012(2):32-35.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design and processing of art relief based on ArtCAM software
SHEN Changsheng,XU Tao,ZHANG Jiafeng,ZHONG Ziping
(Suzhou Polytechnic Institute of Agriculture, Suzhou 215008,CHN)
This paper analysed CNC engraving and milling processing technology,summarized the application characteristics of four kinds of modeling methods of ArtCAM software taking the design and manufacture of relief “bainiaochaofeng”as an example. Modeling of the case,design and optimization of the tool path, gave the process of relief design and related design parameters,and studied the monitoring of the processing,a solution is given to solve the problems that may arise during the processing.
ArtCAM;CM5060;relief; design; technology
TH164
B
10.19287/j.cnki.1005-2402.2016.06.031
沈长生,男,1985年生,工程硕士,讲师,研究方向:为先进制造技术,已发表论文5篇。
2016-02-02)
160647
猜你喜欢
智慧少年·故事叮当(2020年9期)2020-10-09
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
儿童故事画报·智力大王(2017年3期)2017-06-30
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
装备制造技术(2016年7期)2016-09-26
