汽车线束自动压接设备压力检测研究
2016-09-13 00:52崔颖武
汽车电器 2016年10期
白 雪,崔颖武
(长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北 保定 071000)
汽车线束自动压接设备压力检测研究
白 雪,崔颖武
(长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北 保定 071000)
简要介绍自动化线束加工设备压接力检测功能,通过应用案例介绍自动化设备技术参数的设定和设计方法,有效提升自动化加工设备压接不良检测的能力。
汽车线束;压接;自动化;压力监测

图1 自动线束加工设备实物图
随着中国人力成本的升高和品质管控的加严,原有的半自动裁线机、半自动端子压接机等设备逐步不能满足汽车线束公司的加工需求。进而引入了大量的全自动加工设备,如库迈思 (KOMAX)、索铌格(Schleuniger)、嘉睦 (JAM)、新明和 (ShinMaywa);国内也出现了一些优秀的设备生产商,如鹤壁天海(THB)等公司。自动线束加工设备实物如图1所示。或更高)。而端子高宽值测量虽然不是破坏性测试,但每次测试时间较长,造成所有产品不能100%测试,为保证品质,一般采用端子拉拔力的测试频率进行抽取样品测试。然而这两种测试方法都无法对端子的压接品质进行100%的监控,如果依靠员工通过目视检测,无法保证加工品质。以上的控制手段都无法有效100%保证产品的压接品质。影响线束连接性能最为关键的是,全自动加工设备经常出现线芯压接区无线芯和导线未剥掉线皮压接不良,这些品质隐患需要进行严格的控制。
压接不良都是影响线束连接性能的关键因素,如通过增加人员检验,由于端子很小,目视检验会造成部分不良无法检测出来。另外由于人员技能及视觉疲劳等因素,不良检测能力不稳定,无法杜绝问题发生,所以需要利用设备增加自动化监测功能,来实现自动检测,防止不良品流入下一工序。
1 压接品质控制及自动化设备常见不良品
目前国内的线束生产企业对自动机加工产品的压接品质控制方法,一般为端子高宽值测量和端子拉拔力测试两种方法。其中端子拉拔力测试为破坏性的测试方法,不可能对加工的产品100%进行测试,一般根据过程稳定性选择首、中、末件检测 (间隔200件
2 自动化线束加工设备压接力检测功能简介
生产过程中端子压接品质是线束品质的核心,自动化线束设备厂商在设备开发中都逐步增加了端子压接品质检测。目前国内应用数量较多的是库迈思公司的自动化加工设备,如253、333、355等机型。这些设备都带有端子压接压力检测系统 (CFA/CFA+系统)。
压接压力检测系统由压电陶瓷、控制电路、信号传输线、电脑软件等构成,其中压电陶瓷是这个系统中的核心部件。压电陶瓷是一类具有压电特性的电子陶瓷材料,与典型的压电石英晶体的主要区别是:其主要成分的晶相都是具有铁电性的晶粒。由于陶瓷是晶粒随机取向的多晶聚集体,因此其中各个铁电晶粒的自发极化矢量也是混乱取向的。为了使陶瓷能表现出宏观的压电特性,必须将其置于强直流电场下进行极化处理,使原来混乱取向的自发极化矢量沿电场方向择优取向。经过极化处理后的压电陶瓷,在电场取消之后,会保留一定的宏观剩余极化强度,从而使陶瓷具有了一定的压电性质。压电陶瓷是机械能和电能互相转换的功能陶瓷材料。压电陶瓷产生电子信号,通过信号传输线、控制电路将压接时产生的信号传输给电脑软件,由电脑软件按照一定规则判断每次压接的产品品质,当出现不良时,由电脑软件控制设备动作将不良品区分出来,避免不合格的产品流入到下一工序。
3 压接力检测功能应用案例
以某线束插接端子压接过程进行研究,通过过程数据分析及测试,可有效地提升不良检测能力,避免不合格品流入到下工序。在线束插接端子压接过程中,压接力会随着时间的变化而产生变化。设备中的软件系统会将每一次压接的力量形成一个曲线 (图2),在试压过程中,设备会取一条标准曲线标记为绿色,在每一次压接中都会形成一条红色曲线。通过对比Z1~Z3三个区域曲线相差的信息作为识别压接不合格的依据。如线芯压接区无线芯或者少芯线,会显示实际压接曲线即红线压接力量低于试压的绿色曲线 (图3);如导线未剥掉线皮压接,会显示实际压接曲线即红线压接力量高于试压的绿色曲线 (图4)。通过反复测试参数可以设定出一个有效的保证压接品质的参数。
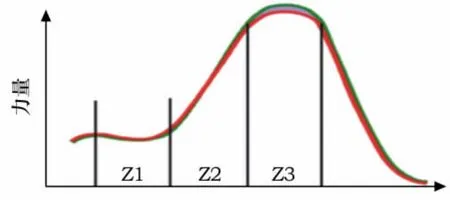
图2 压接力量曲线
4 压接力检测参数设计方法
在利用设备设定过程中,应该按照每种端子的型号设定,设定中压接线径的变化影响较少可忽略。设定时,如压接同一个端子有多个压接模具时,如果模具一致性较好且维护保养良好,可不用根据不同的模具测试此参数;但如果一致性较差或维护保养水平不高,应分别测试,保证参数精度。

图3 线芯压接区无线芯或者少芯线曲线

图4 导线未剥掉线皮压接曲线
库迈思自动机带有自动测试功能,一般在生产同一个型号的端子时,连续稳定生产30个产品后,点击压力管理界面中的 “自动”按钮后,设备就能根据之前生产的信息,自动产生一套压接力检测参数。之后根据此参数进行下一步的测试,测试方法为①将芯线回折约30%之后进行压接,查看设备是否报警,如100%报警,说明此参数可有效运行;如不能100%报警,需将检测参数向小调整。②调整导线剥掉线皮的尺寸,如正常的剥皮尺寸为4mm,可将剥线皮尺寸减少约50%,之后进行测试,查看设备是否报警,如100%报警说明此参数可有效运行。经过上述测试完毕后,按照端子型号或其他名称,将相应参数保存到自动机的系统中,就可以使用了。在不同型号的库迈思自动机之间,一般可通用同一压接压力检测参数,当出现无法使用时,应进行重新设定。
5 结语
保证线束压接品质是一个非常系统性的工作,不仅需要较好的原材料如线缆、端子、防水栓,同时也需要高可靠性的加工设备如自动机、压接机、压接模具等,最后还得依靠现场的作业人员,标准作业的执行、加工产品的自检、终检都非常重要。产品设计是从源头保证压接品质的最重要因素,在产品设计时,应重点考虑端子与线缆、端子线缆与防水栓等匹配;在工程设计时,应重点考虑设备加工能力与生产产品的匹配性。对以上这些方面都进行有效的控制,才能保证端子压接品质的可靠性。
[1] 刘烨晖.F型端子的压接与检验[J].机车电传动,1999(4): 40.
[2] 徐英.压接连接工艺技术研究[J].电子工艺技术,2005,26(1):21-22.
[3] 魏建.压接工艺及装配技巧[J].电子工艺技术,2008,29:89-90.
(编辑 心 翔)
Pressure Test Analysis on Automatic Crimping Equipment of Vehicle Wire Harness
BAI Xue,CUI Yin-wu
(R&D Center of Great Wall Motor Co.,Ltd.,Automotive Engineering Technical Center of HeBei,Baoding 071000,China)
This article introduces the pressure test of harness crimping equipment.Based on application cases,discusses technical parameters setting and designing methods, which could effectively improve the fault-checking ability of the equipment.
vehicle wire harness;crimping;automation;pressure monitoring
U463.62
A
1003-8639(2016)10-0058-02
2016-03-26;
2016-04-05
白雪 (1982-),男,满族,北京人,工程师,研究方向为汽车线束工程工艺及设备管理等。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
东北大学学报(自然科学版)(2022年6期)2022-07-08
汽车电器(2022年5期)2022-05-23
汽车实用技术(2022年4期)2022-03-07
北京航空航天大学学报(2021年9期)2021-11-02
陶瓷学报(2021年4期)2021-10-14
汽车实用技术(2021年17期)2021-09-23
北京航空航天大学学报(2021年7期)2021-08-13
航天返回与遥感(2021年1期)2021-03-16
汽车维护与修理(2020年15期)2020-02-04