
一种胶桌自动更换装置的设计
2016-09-10 08:38:32刘敏芳
装备制造技术 2016年5期
刘敏芳
(山东劳动职业技术学院,山东济南250023)
一种胶桌自动更换装置的设计
刘敏芳
(山东劳动职业技术学院,山东济南250023)
设计了一种在胶片冷却线上自动叠胶装置中的胶桌自动更换装置,采用传动装置和与之配合的辊道运输装置。说明了其主要机械组成、主要控制过程以及具体实施方案。
胶桌更换;传动装置;辊道运输装置
叠胶装置的性能和工作状况直接影响到整个胶片冷却线的自动化,目前,很多生产车间在叠胶甚至胶片叠好之后需要人工辅助将胶片用铲车运走,同时人工放空胶桌,工人劳动强度大,安全性差,无法满足应现代化生产的高速、高效要求。本文提供一种胶桌自动更换装置,改变原来当胶片叠满后由铲车铲走、人工放空胶桌的状态,提高工作效率,减轻工人的劳动强度。
1 胶桌自动更换装置的主要机械组成
胶桌自动更换装置主要包括两部分——传动装置和与之配合的辊道运输装置,如图1-5所示。
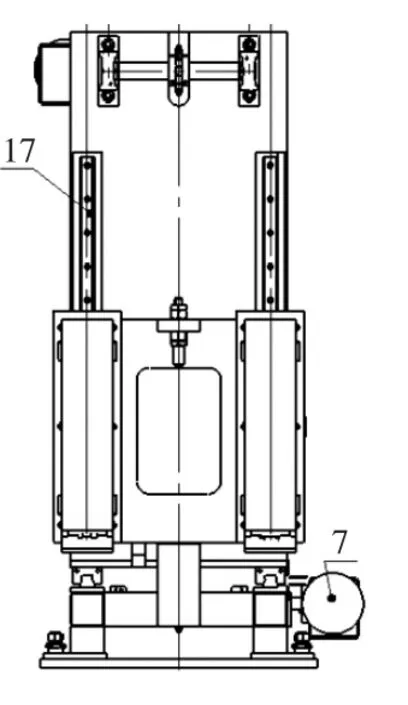
图2 传动装置左视图
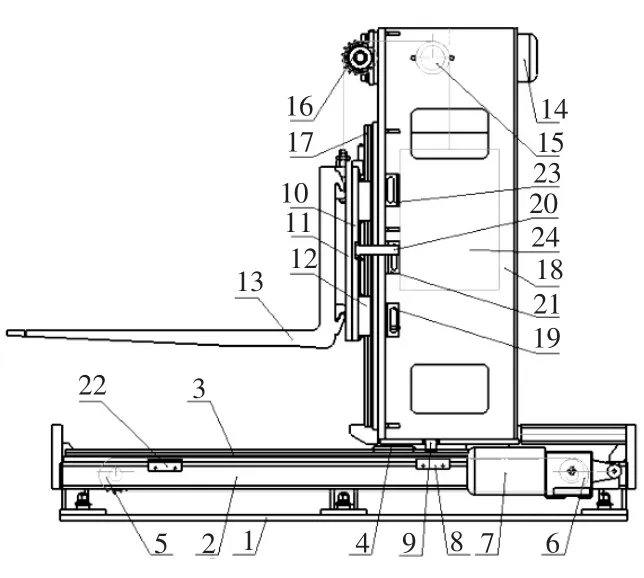
图1传动装置主视图

图3 辊道运输装置主视图
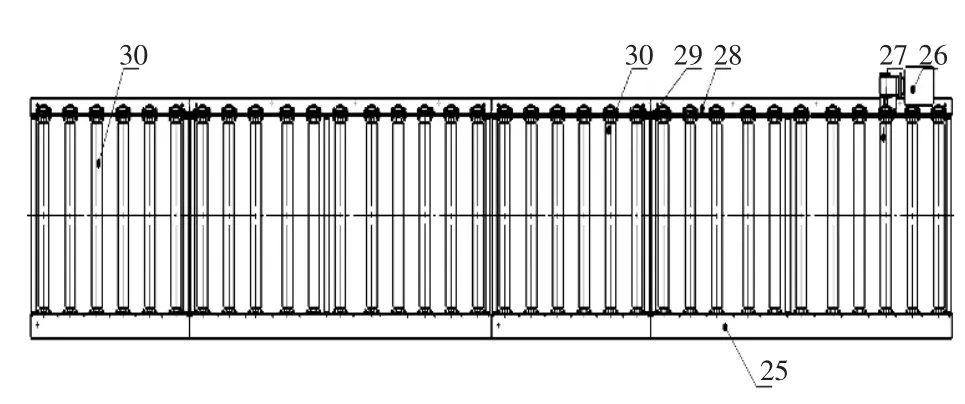
图4 辊道运输装置俯视图
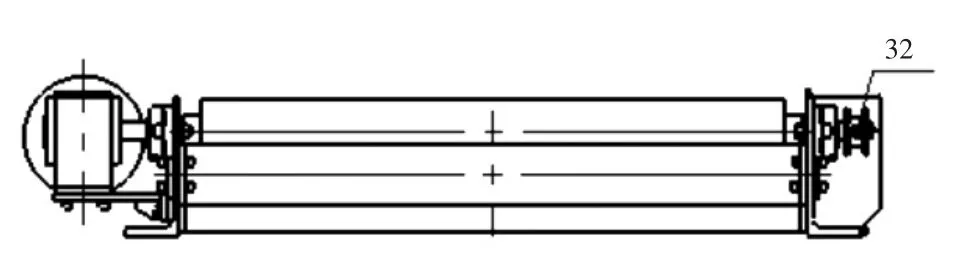
图5 辊道运输装置左视图
(1)传动装置部分
传动装置主要包括横向移动机构和纵向移动机构。
横向移动机构主要由底板、水平运动支架、水平直线导轨、水平滑块、调速电机、链轮等组成,其中水平运动支架2固定在底板1上,在水平运动支架2上安装有水平直线导轨3,还装有第一接近开关8和第二接近开关22;水平直线导轨3与水平滑块4组成移动副,水平滑块4与提升框架18固定,第一链轮5和第二链轮6之间的链条与提升框架18相连,第一减速机7驱动第二链轮6,在链传动作用下提升框架18可以沿水平直线导轨3作水平往复直线运动;提升框架18上固定有第一感应板9.
纵向移动机构主要由提升框架、竖直直线导轨、货叉连接板、货叉固定架、货叉、竖直滑块、链轮、调速电机等组成,其中提升框架18上装有竖直直线导轨17,还装有第三接近开关19、第四接近开关21和第五接近开关23;货叉13通过货叉固定架11和货叉连接板10与竖直滑块12相连,竖直滑块12与竖直直线导轨17组成移动副;第三链轮15和第四链轮16之间的链条,一端与货叉固定板11顶部相连,一端与配重装置24相连,第二减速机14驱动第三链轮15,在链传动作用下货叉13可以沿竖直直线导轨17作上下往复直线运动;货叉连接板10上固定有第二感应板20[1].
(2)辊道运输装置部分
辊道运输装置主要包括挡板、减速机、主动辊、辊道支架、支架连接板、从动辊、光电开关、链轮等,其中辊道支架28通过支架连接板29固定连接,主动辊27和从动辊30置于辊道支架28上;主动辊27和从动辊30的一端都安装有第五链轮32,链轮上方安装挡板25,第三减速机26与主动辊27在辊道支架28上相连,通过链传动带动从动辊30转动;辊道支架28上安装光电开关31(根据现场调节安装位置)[2]。
在使用时根据现场调整好传动装置和辊道运输装置相对位置,安装固定。
2 胶桌自动更换装置的主要控制过程
传动装置两部分分别配有调速电机,横向移动机构主要实现载有胶桌的货叉的前进和后退动作,在相应位置均由接近开关检测PLC控制自动完成;纵向移动机构主要实现的是货叉的上升和下降动作,在这一过程中,有三个位置——最高位置、中间位置和最低位置,对应的位置也均由接近开关检测PLC控制自动完成。辊道运输装置也配有调速电机,主要实现的是胶桌的传送,包括空胶桌和满载的胶桌,根据现场调整,在辊道相应位置安装光电开关,控制胶桌的传送[3]。
3 胶桌自动更换装置的具体实施方案
(1)传动装置的具体实施方案
货叉13可沿水平直线导轨3和竖直直线导轨17作前进、后退以及上升和下降动作,其中前进和后退有两个极限位置,分别由第二接近开关22及第一接近开关8控制;上升和下降过程中有三个位置,最高位置、中间位置和最低位置,分别由第五接近开关23、第四接近开关21及第三接近开关19控制。
首先在辊道上(图3货叉位置)放置多个空胶桌(如图6所示),工作开启后,货叉13处于上升和下降过程的中间位置时,第一减速机7通过第一链轮5和第二链轮6之间的链传动,将整个提升框架18连同货叉13,由水平滑块4带动,使其沿水平直线导轨3运动;当提升框架18上的第一感应板9到达第二接近开关22位置时,即为货叉13的前进极限位置,此时货叉13正好处于辊道上最底部胶桌的上方,第二接近开关22传递信号给第一减速机7和第二减速机14,第一减速机7停止运转,同时第二减速机14启动,第二减速机14通过第三链轮15和第四链轮16之间的链传动,将载有空胶桌的货叉13上升,留1个空胶桌在辊道上,使其处于等待状态(等待辊道运输装置的操作);当第二感应板20到达第五接近开关23位置时,即上升的最高位置,第五接近开关23传递信号给第二减速机14和第一减速机7,第二减速机14停止运转,货叉13停止上升,待辊道上处于等待状态的那1个胶桌运到指定位置之后(结合辊道运输装置实施方案),由程序延时控制第二减速机14运转,货叉13开始下降,当第二感应板20经过第四接近开关21时,由程序屏蔽第四接近开关21不动作,到达第三接近开关19位置,即下降的最低位置时,货叉13上的剩余空胶桌即可置于辊道之上;然后第三接近开关19传递信号给第一减速机7和第二减速机14,第二减速机14停止运转,第一减速机7开始启动,通过第一链轮5和第二链轮6之间的链传动,将空货叉13退回;当第一感应板9到达第一接近开关8位置时,接近开关8传递信号给第一减速机7和第二减速机14,第一减速机7停止运转,第二减速机14启动,通过链传动使空货叉13上升,当第二感应板20到达第四接近开关21位置,即上升的中间位置时,接近开关21传递信号给第一减速机7和第二减速机14,第二减速机14停止运转,货叉13停止上升,同时第一减速机7启动,货叉13通过链传动沿水平直线导轨3运动,循环重复上述工作[4]。
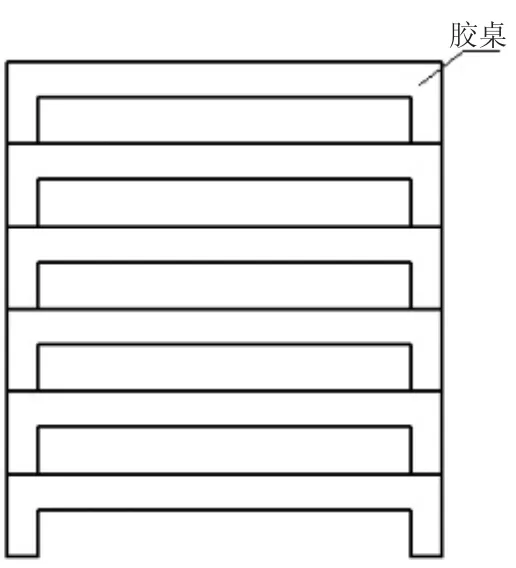
图6 多个空胶桌
(2)辊道运输装置的具体实施方案
辊道运输装置上有一个空胶桌处于等待状态(图3货叉位置),当前一道工序中的叠胶装置完成叠胶后,由叠胶装置上的接近开关控制摆胶铲,将叠满胶的胶桌放置在辊道运输装置上(图3摆胶铲位置),同时该接近开关传递信号给第三减速机26,第三减速机26启动,通过链传动,将运动经主动辊27传递至从动辊30,辊道运输装置启动,此时叠满胶的胶桌沿辊道运动,当经过辊道支架上的光电开关31后,光电开关31将信号传递给第三减速机26使其停止运转,与此同时辊道上处于等待状态的空胶桌(图3货叉位置)也沿辊道运至图3摆胶铲位置,为叠胶做准备,即一个胶桌更换完毕,如此循环。
4 结束语
本文设计了一种胶桌自动更换装置,其传动装置和辊道运输装置通过一定的程序延时可实现两者的相互配合,从而实现胶桌的自动更换,本装置目前已应用于某些橡胶生产企业如图7所示),自动化程度高,有利于在橡胶行业的推广和应用。

图7 胶桌自动更换实物图
[1]魏文志,代志琴.全自动胶冷电气控制与设计构思[J].知识经济,2013,(11):99-100.
[2]孙燕燕.胶片冷却机挂胶装置PID控制系统的研究[D].青岛:中国海洋大学,2007.
[3]周政.PLC在胶片冷却机控制系统中的应用[J].制造业自动化,2003,(4):48-49.
[4]朱甦.胶片冷却机控制系统的研究与实现[D].苏州:苏州大学,2007.
The Design ofa Table Automatic Replacement Device
LIU Min-fang
(Shandong Laber Vocational and Technical College,Ji'nan Shandong 250023,China)
This paper mainly describes a kind of table automatic replacement device on the rubber cooling line automatic folding device,adopt transmission device and cooperate with the roller transportation device,illustrates itsmain mechanical components,main control process and the concrete implementation plan.
table automatic replacement;transmission device;transportation devic
TH122
A
1672-545X(2016)05-0020-03
2016-02-15
山东劳动职业技术学院2015年度院级教学科研项目(胶片冷却线自动叠胶装置的研究(2015KJY005))
刘敏芳(1981-),女,山东济南人,硕士学位,讲师,研究方向机械设计及自动化。
猜你喜欢
金属加工(冷加工)(2020年6期)2020-07-09 09:20:12
建材世界(2020年1期)2020-05-24 08:15:44
设备管理与维修(2020年15期)2020-02-15 19:32:47
制造技术与机床(2018年12期)2018-12-23 02:41:02
电站辅机(2017年3期)2018-01-31 01:46:44
制造技术与机床(2017年8期)2017-11-27 02:09:58
时代农机(2016年6期)2016-12-01 04:07:27
现代工业经济和信息化(2016年4期)2016-05-17 05:35:43
中国机械(2014年13期)2014-04-29 00:44:03
组合机床与自动化加工技术(2014年9期)2014-03-01 02:21:42
