基于模糊层次分析法的多工艺方案评价*
2016-09-08 05:42:35郑耀辉胡付红王明海王晓燕
组合机床与自动化加工技术 2016年8期
郑耀辉,胡付红,王明海,王晓燕
(沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,沈阳 110136)
基于模糊层次分析法的多工艺方案评价*
郑耀辉,胡付红,王明海,王晓燕
(沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,沈阳110136)
针对传统工艺方案选择主要依靠单因素和经验,导致工艺方案优选可信度和准确性降低的问题;分析了影响工艺方案选择的约束因素,建立了一种两级结构的多目标工艺方案优选模型,以加工时间、加工成本、加工质量、环境影响为主要优化指标;提出并设计了基于模糊层次分析法(FAHP)进行求解工艺方案优选的层次分析模型算法。由于各评价指标之间单位和量纲不同,导致各评价指标之间存在不可公度性问题,提出了采用隶属度函数进行数据标准化处理。结合某航空制造企业叶片机械加工工艺方案优选的案例,验证了所提方法的可行性和有效性。
模糊层次分析法;多工艺方案优选;判断矩阵;最佳工艺方案
0 引言
在制造企业零件生产加工中,一方面由于零件工艺设计原则的复杂性和加工方法的多样性;另一方面由于制造资源的动态性和多样性。因此,企业在设计零件加工工艺方案时,往往会产生几种不同的加工工艺方案[1-2]。传统的机械加工工艺方案优选主要依靠单因素和经验,不能综合考虑各种影响因素对加工工艺方案选择的影响,往往会出现片面的加工工艺方案评价结果[3-5]。论文对影响加工工艺方案优选的因素进行了综合考虑,建立了包括加工时间T、加工成本C、加工质量Q、环境影响E四个优化目标在内的工艺方案优选综合评价指标体系,在层次分析法(AHP)[6-10]的基础上提出并设计了基于三角模糊数的FAHP用于求解加工工艺方案优选层次分析模型的算法。最后,〗通过对某航空制造企业发动机叶片机械加工工艺方案优选的案例验证了该方法的可行性和有效性。
1 模糊层次分析法(FAHP)

lii=0.5,mii=0.5,uii=0.5,∀i
(1)
lij+uji=1,mij+mji=1,uij+lji=1,i≠j,∀i,j
(2)

为评价优选出最佳加工工艺方案以指导实际生产制造工作,在充分调研制造企业的基础上,建立了工艺方案优选的综合评价指标体系,提出并设计了基于FAHP用于加工工艺方案优选的评价算法。零件加工工艺方案优选的具体步骤如下:
(1)工艺方案优选综合评价指标体系的建立
首先构建加工工艺方案优选的综合评价指标体系。现代切削加工工艺中,加工工艺方案在保证零件加工质量和生产效率的基础上,还要充分考虑其绿色性。基于此,工艺方案优选目标体系把零件加工时间、加工成本、加工质量、环境影响作为重要因素加以综合考虑。影响工艺方案选择的四个优化层指标之间存在着密切联系,共同构成了工艺方案优选的综合评价指标体系,如图1所示。
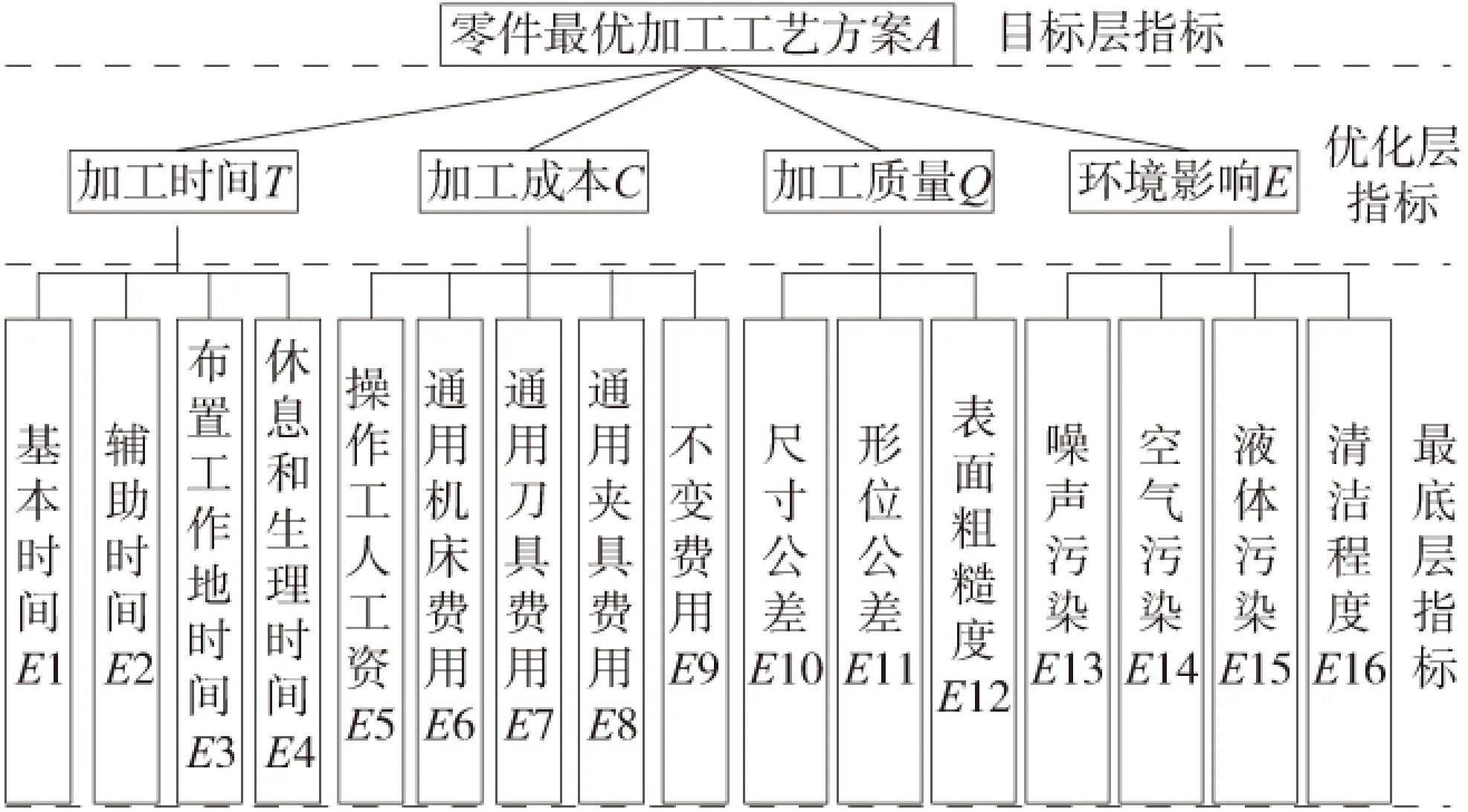
图1 零件加工工艺方案优选综合评价指标体系
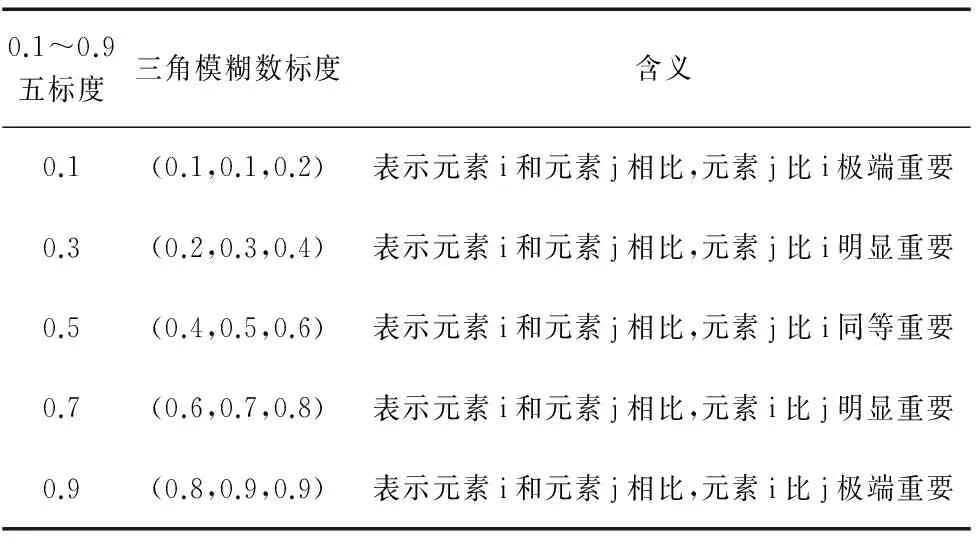
表1 模糊标度值及其含义
(3)评价指标数据标准化处理及线性加权模糊综合评价
基于各项评价指标包含多种单位和量纲,并且对不能直接进行定量描述的评价指标,不能直接进行它们之间的比较计算。对于定量评价指标可以采用成本型计算公式,如表2所示。
对于定性评价指标,评价的隶属度可分为{很差、差、一般、好、很好}五级,量化为评估值为{0.2,0.4,0.6,0.8,1},采用专家评价加权计算获得。定性评价指标隶属函数的计算方法如表3所示。

表2 各种定量评价指标的隶属度计算公式及变量说明
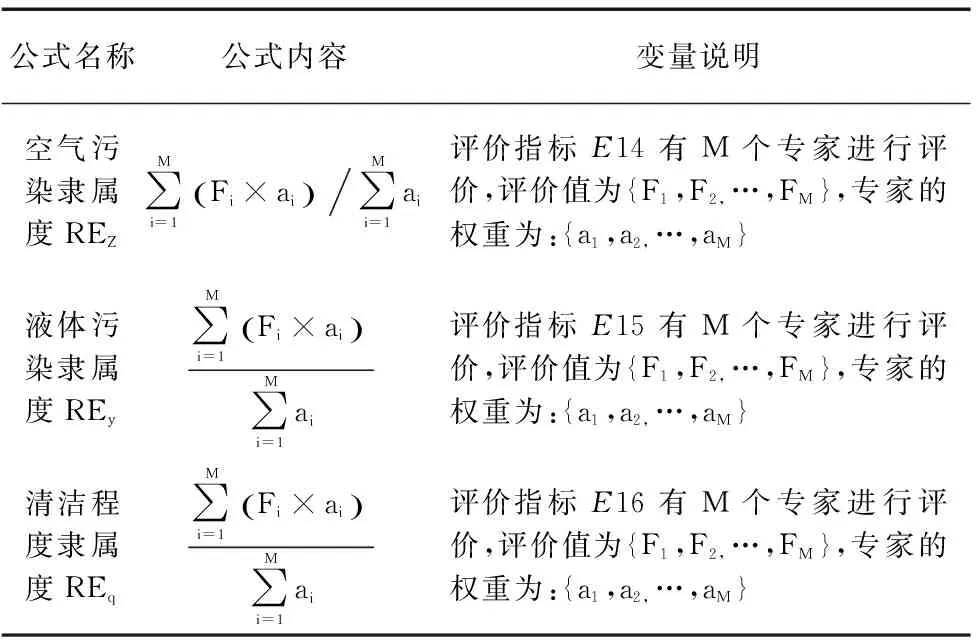
表3 各种定性评价指标的隶属度计算公式及变量说明
最后将最底层各评价指标相对目标层指标的综合权重和最底层各指标的隶属度值通过线性加权的方法获得综合评价值,按照最大隶属度值原则,为决策者做出合理的抉择。
2 实例验证
以某航空发动机制造企业的***型号模锻钛合金压气机转子叶片机械加工工艺路线优选为例,来验证基于三角模糊数的FAHP用于工艺方案优选的可行性和有效性。叶片零件各加工工序、每道工序所能选择的加工方法、制造特征的精度等级和表面粗糙度及其对应的加工设备如表4所示。由于文章篇幅所限,只以该叶片零件部分工序为例进行说明[13]。
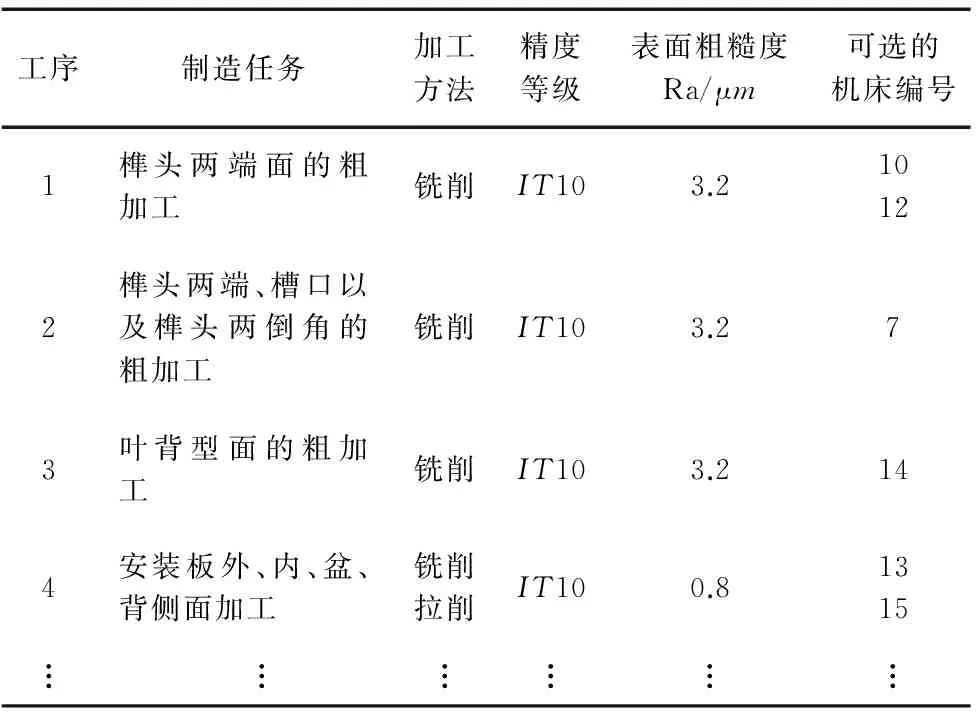
表4 叶片零件的部分主要工序划分、加工方法、
由于该叶片加工方法的多样性和制造资源的动态性使得该叶片零件获得四条可选加工工艺方案。即:方案1:10→7→14→13;方案2:10→7→14→15;方案3:12→7→14→13;方案4:12→7→14→15。本文采用基于三角模糊数的FAHP评价优选出该叶片机械加工最佳工艺路线。具体步骤如下:
步骤1:通过对该叶片各机械加工工艺方案实验结果的对比,得出各工艺方案定量评价指标的检测结果如表5所示。

表5 四种工艺方案的定量评价指标检测结果
对于定性评价指标空气污染E14、液体污染E15、清洁程度E16则利用表3所示的隶属函数确定其隶属度。评价等级划分为{很差、差、一般、好、很好}五级,量化为评估值为{0.2,0.4,0.6,0.8,1},请五个专家进行等级评价,专家的相对权重为{0.2,0.5,0.3,0.4,0.6},则专家的评价等级及隶属值如表6所示。
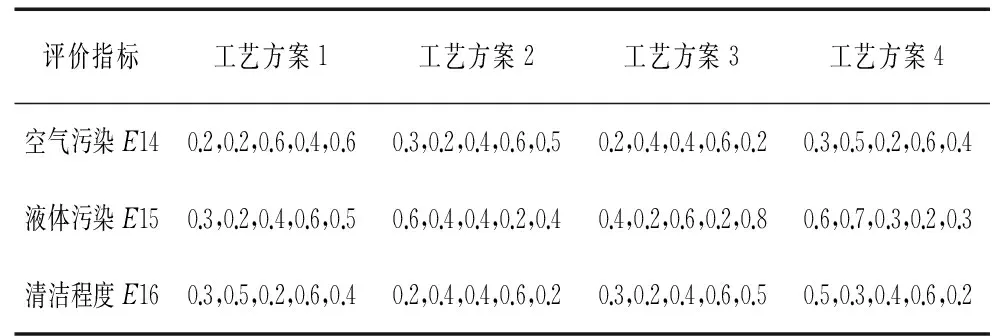
表6 4种工艺方案的定性评价指标专家的评价等级及隶属值
通过对定性定量评价指标进行无量纲化处理,就得到了各工艺方案参数的隶属度矩阵R16×4。

步骤2:请经验丰富的三位主观评价工程师,由主观评价工程师根据表1的模糊标度,构造各评价指标两两比较的三角模糊数互补判断矩阵。以目标层叶片零件最优加工工艺方案A为例进行说明,假设三位专家的权重分别为{2,1,3},通过加权平均得到专家评判三角模糊数互补判断矩阵如表7所示。
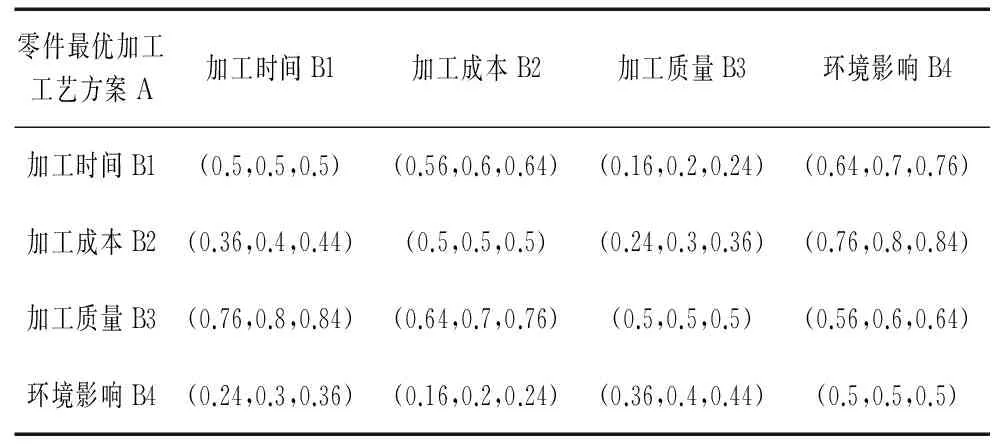
表7 叶片零件最优加工工艺方案
通过利用置信度排序方法对专家评判三角模糊数互补判断矩阵进行相应的计算处理,得到优化层指标加工时间T、加工成本C、加工质量Q、环境影响E相对于目标层叶片零件最优加工工艺方案A评价指标的权重为:WA=(0.2101,0.3714,0.2891,0.1294),同理可求得各评价指标权重。因此,得出最底层各评价指标相对于目标层指标的相对权重,计算方法和结果如表8所示。
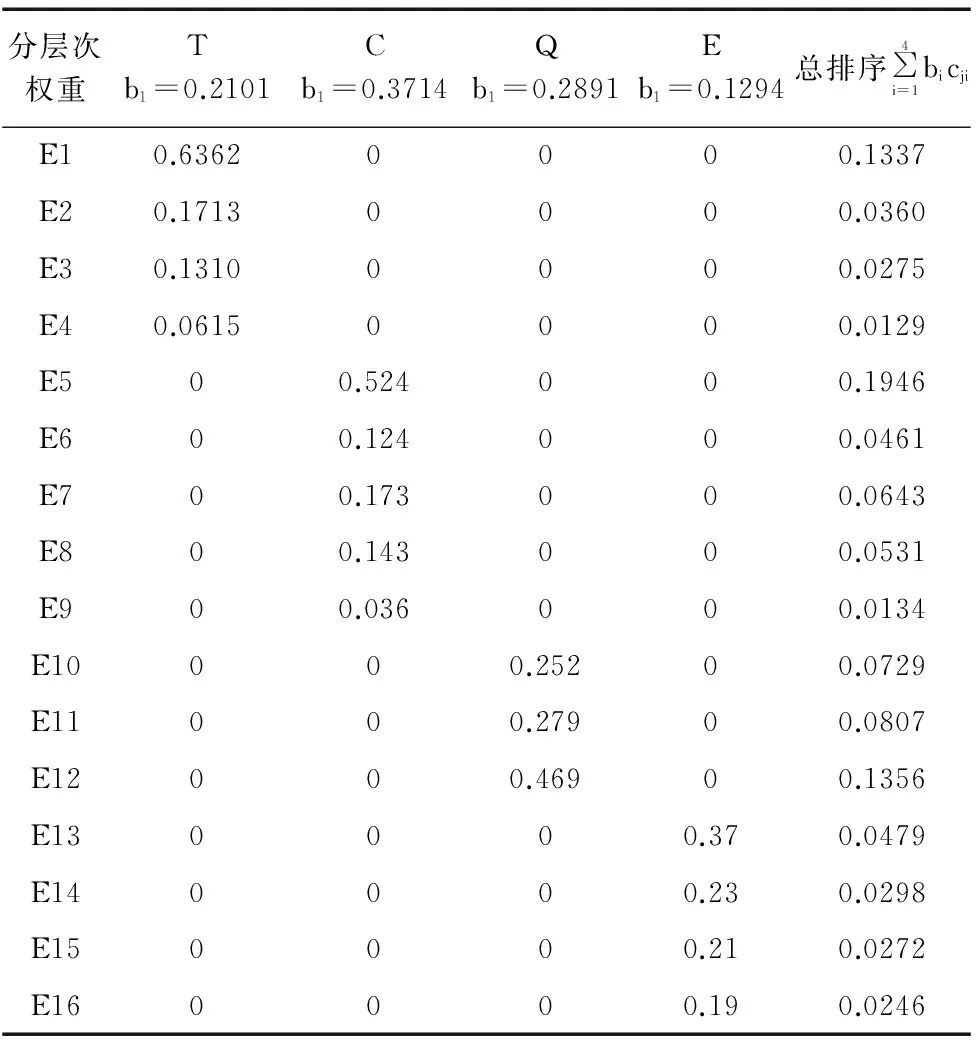
表8 层次总排序合成方法及结果
步骤3:利用模糊综合评价法计算叶片机械加工工艺方案的综合评价值。
航空发动机叶片四种机械加工工艺方案的综合评价值为:
C= WZ×R16×4=(0.2533,0.2799,0.2583,0.2577)
最终结果为:按照最大隶属度原则,对于叶片机械加工工艺方案优选而言,工艺方案的优化排序为:工艺方案2>工艺方案3>工艺方案4>工艺方案1,即经过综合评价排序后工艺方案2为叶片机械加工最佳加工工艺方案路线。在某航空发动机制造企业的叶片实际生产加工中,论文所优选出的工艺路线为企业取得了较好的效益,因此验证了所提方法的可行性和有效性。
3 结论
在现代切削加工工艺中,机械加工工艺方案的合理选择是保证叶片加工质量、提高生产效率的有力保障,论文分析了影响工艺方案选择的约束因素,建立了一种两级结构的多目标优选模型,包括加工时间、加工成本、加工质量以及环境影响四个优化目标。提出并设计了基于FAHP用于加工工艺方案的优选算法。通过对航空发动机叶片机械加工工艺方案优选案例的分析研究,解决了传统选择工艺方案仅凭单因素及经验的缺陷,从而为技术工作人员优选工艺方案提供了技术支持。实践证明,基于模糊层次分析法所建立的评价模型和算法用于航空发动机叶片机械加工工艺方案优选是可行的和有效的。
[1] 程光耀,孙厚芳,雷贺功,等.CAPP多工艺设计方案的模糊综合评价[J]. 北京理工大学学报,2004,24(3):197-200.
[2] 潘修玉.XX企业产品工艺技术方案优选研究[D]. 长春:吉林大学,2014.
[3] 胡艳娟. 汽车齿轮的可制造性评价与制造资源优化技术研究[D].长春:吉林大学,2011.
[4] 王义强, 关雪松, 陶俐言,等.基于遗传算法的数字制造加工方案多目标优化[J]. 农业机械学报,2008,39(4):142-146.
[5] 刑如飞,管欣,田承伟, 等. 汽车操纵稳定性主观评价指标权重确定方法[J]. 吉林大学学报(工学版),2009,39(Z1):33-38.
[6] 叶义成,柯丽华,黄德育.系统综合评价技术及其应用[M].北京:冶金工业出版社,2006.
[7]OmkarprasadS.Analytichierarchyprocess:anoverviewofapplications[J].EuropeanJournalofOperationalResearch,2006,169(1):1-29.
[8]SKOng,MJSun,AYCNee.AfuzzysetAHP-basedDFMtoolforrotationalparts[J].JournalofMaterialsProcessingTechnology,2003, 138: 223-230.
[9]LIUHJ,TONGXY,LVSL,etal.Designformanufactureandintegratedmanufacturabilityevaluationsystem[J].AdvancedMaterialsResearch, 2012,476-478:2567-2570.
[10]LIUHJ,MOR,FANQM,etal.AFuzzySetAHP-basedDFMToolUnderConcurrentEngineeringEnvironment[J].AppliedMechanicsandMaterials, 2008,10-12:145-149.
[11] 覃柏英.FAHP的标度系统与排序方法研究[D].南宁:广西大学,2005.
[12] 赵建平,汪永超,殷国富,等. 基于模糊层次分析法的切削液选择[J].组合机床与自动化加工技术,2014(7):19-22.
[13] 王佩,张定华,陈冰,等.基于模糊综合评价与灰色关联分析法的多工艺方案评价[J].航空动力学报,2012,27(9):2075-2085.
(编辑李秀敏)
EvaluationofMulti-processPlansBasedonFuzzyAnalyticHierarchyProcess
ZHENGYao-hui,HUFu-hong,WANGMing-hai,WANGXiao-yan
(KeyLaboratoryofFundamentalScienceforNationalDefenseofAeronauticalDigitalManufacturingProcess,ShenyangAerospaceUniversity,Shenyang110136,China)
Inviewofthetraditionalcraftplanoptimizationreliesmainlyonthesinglefactorandexperience,leadstoreducethecredibilityandaccuracyofprocessplanoptimizationselection.Theconstraintfactorsofprocessplanoptimizationselectionisanalyzedandmulti-objectsprocessplanoptimizationselectionmodelofatwo-stagestructureisbuilt.Thefiveoptimizationobjectsincludeprocessingtime、processingcost、processingqualityandenvironmentimpact.Thealgorithmofsolvingprocessplanoptimizationselectionhierarchicalmodelisputforwardanddesignedbasingonfuzzyanalytichierarchyprocess(FAHP).Whilestandardizingdatamembershipdegreeisadoptedtofinishit.Finally,anaircraftenginebladewasdevelopedtoillustratethefeasibilityandvalidityoftheproposedalgorithm.
fuzzyanalytichierarchyprocess(FAHP);multi-processplanoptimizationselection;judgmentmatrix;thebestprocessplan
1001-2265(2016)08-0145-03DOI:10.13462/j.cnki.mmtamt.2016.08.039
2015-09-14;
2015-10-13
航空科学基金项目支持(2013ZE54002)
郑耀辉(1975—),男,辽宁铁岭人,沈阳航空航天大学副教授,研究方向为精密高效数控加工技术,(E-mail)zhengyh214@sau.edu.cn;
胡付红(1989—),男,济南人,沈阳航空航天大学硕士研究生,研究方向为精密、超精密加工技术,(E-mail)hfh891116@126.com。
TH162;TG65
A
猜你喜欢
天天爱科学(2022年12期)2022-11-10 08:33:28
防爆电机(2022年4期)2022-08-17 05:59:06
装备制造技术(2020年1期)2020-12-25 05:19:10
中国交通信息化(2017年9期)2017-06-06 07:14:54
项目管理技术(2016年8期)2016-05-17 05:39:14
现代工业经济和信息化(2016年5期)2016-05-17 05:35:54
中国交通信息化(2015年3期)2015-06-05 03:53:39
航空学报(2015年4期)2015-05-07 06:43:30
机械工程师(2015年10期)2015-02-02 01:14:37
印制电路信息(2014年11期)2014-03-11 19:52:13