CMP抛光界面温度的在线检测*
2016-09-08 05:39袁文强谢小柱
组合机床与自动化加工技术 2016年8期
袁文强,魏 昕,谢小柱,胡 伟
(广东工业大学 机电工程学院,广州 510006)
CMP抛光界面温度的在线检测*
袁文强,魏昕,谢小柱,胡伟
(广东工业大学 机电工程学院,广州510006)
介绍了化学机械抛光过程中监控抛光界面温度的重要性。总结了其他学者对抛光界面温度的检测方法,并分析每种方法的优缺点。设计了一种抛光界面温度在线检测装置,介绍了它的结构和组成该装置的各元件型号及性能。进行了不同抛光压力、抛光盘转速和抛光液流量的CMP试验,并利用该装置检测各情况下的抛光界面温度变化。为了进一步地说明该装置的有效性,将抛光液流量为20mL/min时的温度检测结果与仿真结果对比,六组对比数据都十分接近,同时也验证了该计算方法的有效性。提出了将该温度检测装置应用于判断抛光过程是否正常以及某些工件的抛光终点检测的想法。
化学机械抛光;温度;在线;检测
0 引言
化学机械抛光(Chemical Mechanical Polishing, CMP)是综合化学和机械作用,实现高质量、超精密、无损伤加工表面的一种有效方法,广泛应用于半导体材料表面的抛光[1]。
CMP过程中需要机械和化学作用相互配合,当两者达到均衡时,才能获得良好的抛光效果。其中机械作用的影响因素包括:抛光压力、抛光盘和工件的相对速度、抛光液的流量、磨粒的大小和抛光垫的材料等,这些因素均可以被有效控制。化学作用的影响因素包括:抛光液的类型、抛光液的流量和抛光界面的温度等。其中,抛光界面的温度直接影响化学反应的速度。在铜的抛光中,抛光界面温度升高1K则抛光速率增加7%[2],工件的不同区域温度不一致还会导致片内非均匀性的增加[3]。抛光界面温度会随着环境温度和工艺参数的变化而变化,因此监控抛光界面的温度,就显得尤为重要。
实际应用中,为了在CMP过程中得到稳定的抛光界面温度,在正式抛光前采用样片进行抛光,预热抛光垫和抛光头,这种方法即浪费时间又消耗样片。对此,有学者提出各种改进方法,比如:采用特制的抛光盘控制温度[3-4],利用去离子水喷淋抛光垫控制温度[5]。为了能更好地控制抛光界面的温度,精确地检测该温度是必不可少的。
检测的对象主要分为三类,分别为抛光垫的温度、抛光液的温度和工件的温度,其中对化学机械抛光影响最直接的是工件的温度[2]。
1 抛光界面温度检测方法总结
化学机械抛光的抛光条件比较特殊,对抛光介面的温度测量比较困难,在国内外的研究中主要的测量方法有:
使用红外测温的方法间接地测量抛光垫的温度[6-9],该方法使用红外摄像仪或者红外测温仪非接触地测量抛光垫表面的温度,如图1所示。红外摄像仪观测范围较大,可以观察抛光垫上的温度分布情况,而红外测温仪则观测范围较小,但价格相对更低。红外热成像摄影仪和红外测温仪在低温测量时的误差较大,并且容易受到抛光液的干扰,导致抛光垫表面的温度测量不精确,所以该方法只适合用于观测抛光垫上的温度分布情况,而不适合用于检测抛光垫的具体温度。并且,抛光垫的温度小于工件被抛光表面的温度,所以该方法不能用于精确反映工件被抛光表面的实际温度。

图1 红外摄像仪(左)和红外测温仪检测抛光垫表面温度(右)
使用红外测温方法测量工件背面温度[10],如图2所示,在特制的抛光头上开有槽宽为3mm的同心圆沟槽,沟槽分别位于距中心不同位置处,通过红外摄影仪测量工件的温度。由于热传导问题使得被抛光面与背面会有一定的温度差,如果工件的热扩散率大或者工件较薄,工件上下表面的温度差可以忽略不计,工件背面温度可以较准确的反映抛光界面的真实温度。但是热成像仪成本高,低温测量时精度较低,并且抛光头上的槽对薄工件的平整度会产生影响。
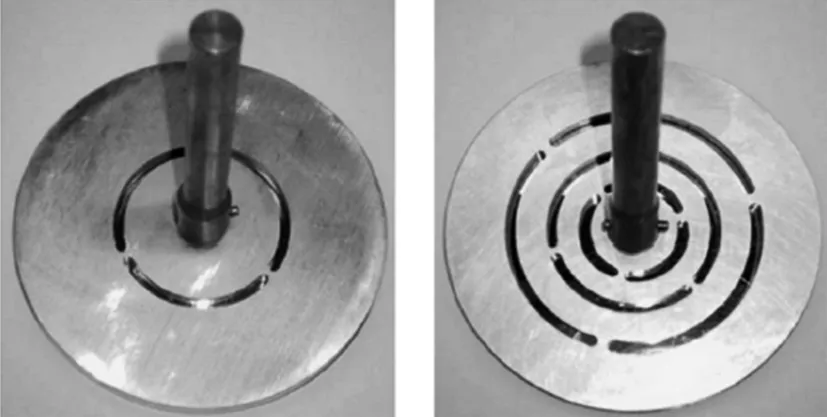
图2 背面开有槽的抛光头
使用热电偶测量工件背面温度[11],如图3所示。用橡胶吸附垫和固定板将工件固定,在工件中心及离中心60mm处安装热电偶温度传感器,用于测量工件背面的温度,温度数据保存在嵌入于抛光头中的记录仪中,加工完成后将温度数据导入电脑中分析。这个方法采用接触式的测温方法,精度相对于非接触式测温方法有所提高,但是热电偶温度传感器的最高精度也只有±0.5℃左右,并且不能在线实时地检测抛光界面温度。

图3 热电偶温度传感器测工件背面温度
使用热电偶温度传感器,通过工件的孔直接测量抛光介面的抛光液温度[12],如图4所示。采用激光在硅片上打孔,沿硅片径向分布三个无保护套管的微型热电偶传感器,调整其裸露的热端与硅片表面平齐,在热电偶传感器周围涂上绝热胶,使其免受其他零件温升的影响,提高了测量精度。这种方法需要在硅片上钻孔安装温度传感器,对硅片有不可恢复的损伤,并且热电偶温度传感器的精度不高,传感器裸露的端面容易和抛光垫或者磨粒相互摩擦而损坏,且摩擦产热会影响测温的精度。

图4 工件上钻孔安装温度传感器测量抛光液温度
使用激光诱导荧光技术测量抛光液温度[13-14],如图5所示,采用双发射激光诱导荧光(DELIF)技术测量抛光液的温度,使用有机玻璃代替抛光头,通过摄像系统采集温度数据。此方法虽提高了测量精度,但是仅仅适合用于透明工件的温度测量。
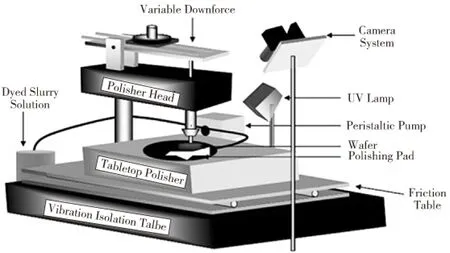
图5 激光诱导荧光技术测抛光液的温度
2 抛光界面温度的在线检测装置
Sampurno[10]等认为在工件厚度很小时,工件背面和被抛光面的温度相差很小。当工件材料为304不锈钢时,厚度d为200μm,热扩散系数D为4.33×10-6m2/s,工件两面之间温度的延迟仅仅为t=h2/D≈0.009s。
其中Q是单位时间给定面积所传导的热量,单位为W;A是导热面积,即垂直于热流方向的表面积,单位为m2;k是比例系数,称为物质的导热系数,单位为W/(m℃);t1、t2分别是不锈钢基板抛光面和背面的温度,单位为℃;b是不锈钢基板的厚度,单位为m。假设:①不锈钢基板与抛光垫及磨粒的摩擦系数为0.3,②抛光界面产生的热量的80%由不锈钢基板导出,③抛光压力为30kPa,④抛光盘和抛光头的转速为200r/min,抛光盘半径为100mm,⑤不锈钢厚度为200μm。计算得到的工件背面与被抛光面的温度差仅仅为0.0886℃,因为所有假设条件都比实际情况造成的温度差更大,所以该温差远大于实际的温差。
因为抛光界面温度的直接检测较为困难,而根据上述计算分析可知,工件的背面和抛光界面之间的温度差异很小,可以通过检测工件背面的温度间接反应抛光界面的温度。
抛光界面温度在线检测装置的结构如图6所示,它是由温度传感器、信号处理模块、导电滑环、信号接收装置、电源及连接各组件间的导线组成,各元件的参数如表1所示。温度传感器采用A级或者1/3B级Pt100热电阻温度传感器,这种温度传感器的精度比热电偶温度传感器更高,甚至可以达到±0.1℃的精度。温度传感器的安装方式有压簧式安装、螺纹式安装或者直接将温度传感器嵌入工件的夹持器内的安装方式,使其感温区域与工件背面接触。信号处理模块固定在抛光工件的夹持器上,它的作用是将传感器输出的弱信号进行处理,转化为相对容易传输及后期处理的信号。导电滑环安装在被抛光工件的夹持器上,且两者同轴,它是一种实现电路固定部分和旋转部分连接的器件,可以实现动力、控制及数字信号混合传输。信号接收装置的作用是温度信号的采集、处理、显示、记录等,它的形式可以不止一种,其中一种是安装有数据采集卡的电脑。
利用该装置进行测温实验,实验中采用ZPY200旋转摆动重力式研磨抛光机,聚氨酯抛光垫,不锈钢精抛液,工件为304不锈钢基板,其厚度0.2mm、直径80mm。实验测定了不同压力、不同转速和不同抛光液流量时的工件温升,结果如图7~图9所示。

1.抛光盘和抛光垫 2.被抛光工件 3.被抛光工件的夹持器 4.温度传感器 5.信号处理模块 6.导电滑环 7.导线 8.电源和信号接收装置
9.抛光液输送管
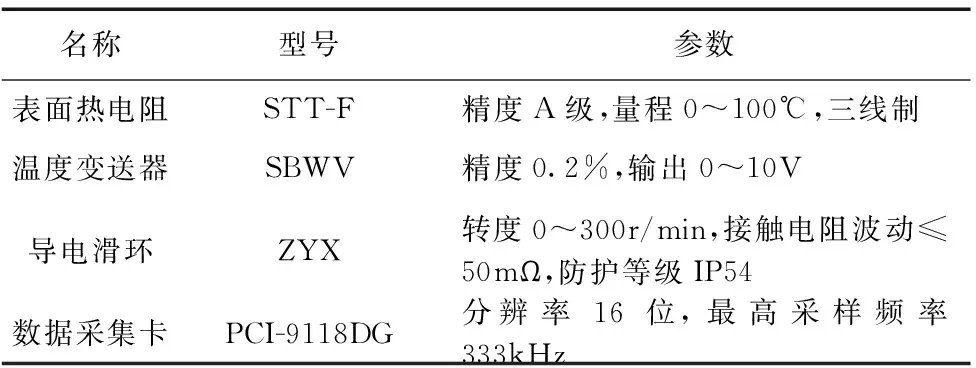
图6 测温装置示意图

转速为n=100r/min,抛光液流量q=20mL/min

抛光压力为P=2.35kPa,抛光液流量q=20mL/min

抛光压力为P=2.35kPa,转速为n=100r/min
3 仿真与实验结果对比
为了进一步验证抛光界面温度检测装置的有效性,将ANSYS软件对基板温度的仿真结果与实验检测结果对比。仿真的做法已在作者的另一篇文章中介绍了,这里仅引用其基本原理和计算方法。
将模型简化,把夹持器看做是一个与不锈钢基板接触的圆柱体,直径与不锈钢基板相同,高度为30mm,不锈钢基板和抛夹持器建模时采用PLANE55单元,并设置为轴对称单元类型,两者之间的导热系数设置为350W/(m2℃)。
工件的温度升高主要是由于抛光界面摩擦产生热量[6],热量从工件的被抛光面输入,同时,工件也通过被抛光面将热量传递至抛光液中,工件还通过其背面将热量传递至夹持器上。
输入不锈钢基板的热流密度大小为:
其中r是摩擦产生的热量在基板和抛光垫之间的分配系数[2,9],μ是基板与抛光垫的摩擦系数取为0.2,F为抛光压力,v是抛光垫和基板的相对速度,kw是基板的热传导率,k是抛光垫的抛光垫的导热系数,D是抛光垫的热扩散系数,rg是基板的半径,S是基板的面积。
基板和抛光头通过抛光液流出的热量为:
E=k×c×m×ΔT
其中c抛光液的比热容(约为水的比热容),m是每秒钟流出的抛光液质量,ΔT抛光液的温度变化,k是一个比例系数,抛光液流量不一样时,该系数大小不一样,在抛光液流量为20mL/min时,其值取为0.35。
基板和抛光头通过空气对流散发出的热量为:
Q=h×(Tg-Ty)
其中h为抛光头及基板与空气的对流换热系数,其值取为10W/(m2℃),Tg为抛光头表面温度,Ty为环境温度。
在抛光液流量为20mL/min时,仿真了不同压力和转速条件下的基板温升,并将其与检测结果对比,如图7、图8所示,当压力、转速增大或者抛光液的流量减小时,抛光界面温升更大。仿真结果和检测结果非常接近,这也说明检测结果和仿真结果是有效的。
4 测温装置的应用
精确地检测抛光界面的温度,不仅有利于温度控制及预热方法的改进,进而提高加工效率,降低工件的片内非均匀性,还可以将温度信号作为判断抛光过程是否正常的一个指标和用于某些工件抛光终点的检测。
当抛光垫在抛光过程中发生磨损或者釉化,抛光液中的磨粒发生团聚,抛光液中混入杂质,或者工件碎裂等情况发生时,工件与抛光垫之间的摩擦状态会发生改变,进而引起抛光界面的温度发生异常变化。因此,通过监控温度的异常变化可以判断抛光过程是否有异常情况的发生。
当被抛光工件是由至少两层具有不一样的物理特性的材料组成,比如工件有底层和覆盖于底层的待去除层时,这两层材料的热传导率及其与抛光垫的摩擦系数等性质不一样。这样的工件在被抛光的过程中,当待去除层被去除后露出底层材料时,工件与抛光垫的摩擦状态发生了改变,进而导致抛光界面的温度发生改变。因此,检测温度的变化就能检测出抛光过程是否到达终点。
5 结论
本文在总结其他学者所提出的抛光界面温度测量方法的基础上,设计了一种新的抛光界面温度在线检测装置,该温度检测装置能够在不影响抛光工艺的提前下,精确地检测出抛光界面的温度,其检测结果与ANSYS仿真结果十分接近。最后提出了该装置的两个应用。
[1] 杨向东, 魏听, 谢小柱, 等. 超薄不锈钢基板化学机械抛光运动机理分析[J]. 组合机床与自动化加工技术, 2015(5):27-30.
[2] Borucki L, Li Z, Philipossian A. Experimental and Theoretical Investigation of Heating and Convection in Copper Polishing[J]. Journal of The Electrochemical Society, 2004,151(9):G559.
[3] Chiou H W,Chen L J.Temperature compensated chemical mechanical polishing to achieve uniform removal rates:U S,S,873,769[P].1999-02-23.
[4] 孙振杰, 刘涛, 费玖海. 化学机械抛光(CMP)过程中抛光盘温度控制的分析研究[J]. 电子工业专用设备, 2011(8):5-8.
[5] 杨涛, 赵超, 李俊峰. 化学机械抛光设备及其预热方法:中国,201010599278.7[P].2010-07-04.
[6] White D, Melvin J, Boning D. Characterization and Modeling of Dynamic Thermal Behavior in CMP[J]. Journal of The Electrochemical Society, 2003,150(4):G271.
[7] Hocheng H. Kinematic Analysis and Measurement of Temperature Rise on a Pad in Chemical Mechanical Planarization[J]. Journal of The Electrochemical Society, 1999,146(11):4236.
[8] Borucki L, Li Z, Philipossian A. Experimental and Theoretical Investigation of Heating and Convection in Copper Polishing[J]. Journal of The Electrochemical Society, 2004,151(9):G559.
[9] Li Z, Borucki L, Koshiyama I, et al. Effect of Slurry Flow Rate on Tribological, Thermal, and Removal Rate Attributes of Copper CMP[J]. Journal of The Electrochemical Society, 2004,151(7):G482.
[10] Sampurno Y A, Borucki L, Zhuang Y, et al. A Method for Direct Measurement of Substrate Temperature during Copper CMP[J]. Journal of The Electrochemical Society, 2005,152(7):G537.
[11] Sugimoto F,Arimoto Y,Ito T.Simultaneous Temperature Measurement of Wafers in Chemical Mechanical Polishing of Silicon Dioxide Layer[J]. Japanese Journal of Applied Physics,1995,34:6314-6320.
[12] 刘敬远. 硅片化学机械抛光加工区域中抛光液动压和温度研究[D]. 大连:大连理工大学,2009.
[13] Cornely J, Rogers C, Manno V, et al. In Situ Temperature Measurement During Oxide Chemical Mechanical Planarization[J]. MRS Online Proceedings Library, 2003,767.
[14] 楼飞燕, 赵萍, 郑晓锋, 等. 基于激光诱导荧光技术的化学机械抛光机理的应用研究[J]. 新技术新工艺, 2008(4):53-57.
(编辑赵蓉)
The On-line Detection of Polishing Interface Temperature in CMP
YUAN Wen-qiang,WEI Xin,XIE Xiao-zhu,HU Wei
(Faculty of Electromechanical Engineering, Guangdong University of Technology,Guangzhou 510006, China)
The importance of monitoring the temperature on the polishing interface in the process of chemical mechanical polishing was introduced.The detection methods for polishing interface temperature of other scholars were summarized,and the advantages and disadvantages of each method were analyzed.Thus we designed an on-line polishing interface temperature detection device,and introduced its structure and the model and performance of the various components that form the device.The CMP experiments of different polishing pressure,polishing plate rotational speed and polishing slurry flow rate were carried out,and the device was used to detect the change of temperature at the same time.In order to further illustrate the effectiveness of the proposed device,the test results of the polishing slurry flow rate for 20mL/min was compared with the simulation results,and the six groups of comparative data were very close,which also verified the validity of the calculation method.Applying the temperature detection device to determining whether the polishing process is normal and detecting the polishing end point of some workpieces was proposed in this paper.
chemical mechanical polishing;interface;temperature;detection
1001-2265(2016)08-0042-04
10.13462/j.cnki.mmtamt.2016.08.012
2015-07-27
国家自然科学基金项目(51175092);教育部高校博士学科专项科研基金项目(20104420110002);广东省自然科学基金项目(10151009001000036);广东省科技计划项目促进科技服务业发展专项计划(2010A040203002);省部产学研结合科技创新平台资助(2011A091000002)
袁文强(1991—),男,江西赣州人,广东工业大学硕士研究生,研究方向是超精密加工,(E-mail)yuanwq2211@sina.com;魏昕(1964—),女,江西宜春人,广东工业大学博士生导师,博士,研究方向为微电子制造技术、精密加工理论研究,(E-mail)weixin@gdut.edu.cn。
TH16;TG68
A
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
发光学报(2022年7期)2022-08-05
趣味(数学)(2022年3期)2022-06-02
一重技术(2021年5期)2022-01-18
上海计量测试(2020年6期)2021-01-15
科学导报(2019年55期)2019-09-28
中国陶瓷工业(2019年6期)2019-07-25
电子制作(2019年12期)2019-07-16
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年8期)2017-11-27