PLC在榆钢双蓄热步进梁式加热炉的应用
2016-09-07 09:44李钰平
甘肃科技 2016年11期
李钰平
(酒钢集团榆钢公司轧钢厂,甘肃 榆中 730100)
PLC在榆钢双蓄热步进梁式加热炉的应用
李钰平
(酒钢集团榆钢公司轧钢厂,甘肃榆中730100)
加热炉是轧钢生产的关键设备,也是轧钢系统的主要耗能设备,采用成熟、可靠、经济、实用的加热炉结构形式,对提升轧钢产能、改进产品质量、降低能耗、促进指标进步,、减少环境污染、实现自动化生产具有重要作用。本文结合榆钢轧钢系统四座蓄热式步进梁式加热炉多年的使用情况,介绍其结构形式,分析自动化控制系统的组成,描述完成的主要控制功能和采用的关键技术,归纳蓄热式步进梁式加热炉的优点,最后提出使用中应注意的事项。
PLC应用;蓄热式;步进梁式;加热炉
1 双蓄热步进梁式加热炉结构
榆钢双蓄热步进式加热炉主要由燃烧系统、步进机构和冷却系统构成。其中燃烧系统主要包括:蓄热式烧嘴、助燃空气系统、高炉煤气系统、排烟系统、点火烘炉系统、氮气吹扫和放散系统及其他辅助设施;步进机构采用双层框架斜坡双滚轮式,通过液压驱动,主要由平移框架、提升框架、平移导向装置、提升导向装置、平移液压缸、提升液压缸、平移滚轮、提升滚轮以及提升斜轨座等设备组成;冷却方式采用了强制汽化冷却方式。
2 自动化系统组态
2.1概述
加热炉自动化系统是由PLC系统以及工作站(HMI)组成。PLC用于过程数据采集、逻辑顺序和闭环调节控制、计算和过程I/O处理等。现场总线(PROFIBUSDP)用于就地收集现场信号。工作站(HMI)用于过程画面显示、参数设定和修改、报警和事故显示、系统状态显示等。以太网通讯网络用于加热炉PLC、工作站(HMI)之间的信息传递。拓扑结构如图1所示。
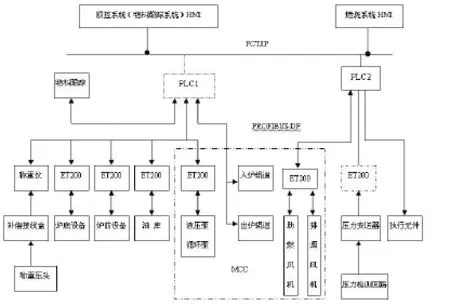
图1 自动化系统拓扑结构图
每座加热炉设置两套PLC系统,一套用于加热炉前、炉底和风机等附属设备及液压系统的电气控制,一套用于燃烧系统和汽化冷却系统仪表控制。
2.2系统组态
2.2.1可编程序控制器(PLC)
PLC系统采用SIEMENSS7-300系列高性能可编程序控制器。
基本配置包括:中央机架、电源模块、CPU模块、通讯模块、开关量输入模块、开关量输出模块、模拟量输入模块、模拟量输出模块、计数器模块。
编程软件:STEP7V5.5。
2.2.2现场总线
现场总线选用PROFIBUSDP,按照分布式结构,实现远程I/O与PLC通讯。基本配置包括:接口模块、电源模块、开关量输入模块、开关量输出模块、模拟量输入模块、模拟量输出模块。
2.2.3工作站(HMI)
HMI采用高性能的工业PC机。
硬件配置:
CPU:PentiumIV3.0GHz;RAM:2GBSDRAM;硬盘:200GB;显示内存:64MB;显示器:19"LCD;以太网卡:CP1613。
软件部分:
操作系统为:WindowsXP;监控软件:WinCC V7.0
3 主要控制功能
3.1电气系统PLC完成的控制功能
·原始数据的采集和与其他相关系统间的数据通讯。
·坯料在炉内装料辊道上按布料要求的定位。
·炉内装料辊道的速度控制以及和炉外入炉辊道的同步。
·装/出料炉门开闭及行程控制。
·推钢机启停及行程控制。
·步进梁的行程设定和控制。
·步进梁正循环、逆循环、踏步、中间保持的控制。
·炉内坯料位置跟踪。
·液压站的控制。
·助燃(引)风机的控制。
·炉区各设备间的连锁。
3.2仪表系统PLC完成的控制功能
根据工艺要求,加热炉由预热、均热段、加热段三段组成,生产中需要分段完成如下控制功能:炉温控制、煤气总管压力及低压切断控制、空气总管压力控制、炉膛压力的调节、蓄热换向控制、排烟温度控制、水封槽液位测量。
3.3工作站HMI画面
1)仪控系统画面主要包括:开炉允许画面、系统总貌画面、报警总貌画面、参数设定画面、分段显示画面、控制回路画面、实时趋势画面、历史记录画面。
2)电控系统画面主要包括;炉内坯料定位画面、步进机构运行状态画面、液压站运行状态画面。
4 关键控制技术
4.1双交叉限幅炉温控制
加热炉的燃烧控制水平直接影响到产品质量、能源消耗等各项指标。在实际使用中有自动、手动无忧转换两种控制方式。通过设定各部分加热的温度值,控制各段燃料量的输入,保证出钢温度及温度的均匀性。
对于每段的炉温控制回路,由热电偶实测温度值参与炉温调节,操作员可以在HMI上任意选择,实现手动控制。
通过双交叉限幅的串级比值控制方法,有效控制动态空燃比。同时,该方法还可以根据温度偏差自动修正限幅系数,大大提高了控制系统的响应速度。控制原理方框图如图2所示。

图2 控制原理方框图
当相应段的温度超过允许值,系统发出超温报警信号;当任何一只热电偶被烧坏,本回路立即切换到手动模式,同时系统发出报警信号;最大加热速率对温度调节器输出限幅,防止钢坯过热。
4.2蓄热换向控制
蓄热式烧嘴在炉墙两侧分上下两层对称布置,采用左右组合交叉式结构,每段每侧空煤气烧嘴分别并联使用一套大型气动二位三通换向阀。换向阀有3个进出口,其中有一个口通向空气(或煤气)蓄热室,另外两个口分别连接排烟机和空气(或煤气)管道,通过阀板的换向运动使烧嘴连通或切断空气(或煤气)与排烟管路。换向过程中为防止各通道的连通,采用先切断后换向的原理,换向过程安全可靠。
换向系统通过PLC实现分段分侧自动控制,也可手动强制换向控制,并在HMI上设有功能显示,工作状态显示等,使操作者对蓄热燃烧系统工作情况一目了然,操作和监视十分方便。
换向控制系统主要功能有:
定时换向:当换向系统处于自动运行状态时,换向阀以一定的时间间隔 (正常工作时换向周期为50~90s左右)完成换向动作。
定温换向:当排烟温度过高时,系统将强制换向阀换向,直至排烟温度下降到设定的温度范围内。
手动换向:当系统处于手动状态时,可在HMI上对系统中的每个换向阀进行手动换向,便于调试和故障处理。
动作异常报警:当换向阀阀位异常或长时间动作不到位时,HMI上会出现报警指示灯闪烁并指示故障点所在位置,系统作出相应的应急反应或人工干预。
4.3活动梁的调速和步距控制
实际生产中,活动梁是按照“上升—前进—下降—后退”的矩形运动轨迹运动以实现钢坯的步进运输。为了防止步进机构产生冲击和震动,所有运动过程中的速度是变化的,以保证运动的开始和结束都是缓慢的,即动梁和定梁与钢坯的接触均为通常所说的“软接触”。如图3所示。

图3 活动梁的调速与步距控制
调速控制回路采用开环控制方式,通过升降液压缸和平移液压缸上的传感器分别检测炉底升降框架和平移框架的位置,并输入PLC。在预先设定的位置上,PLC自动输出设定电压给电液比例放大器,后者将输入电压信号按比例放大后输出电流信号给电液比例调速阀线圈,此时比例阀自动调整其阀芯的开口度,使其输出流量与要求值相符,从而完成步进机构的速度控制。原理如图4所示:

图4 调速控制原理
同时,通过升降和平移液压缸上的位移传感器随时监测活动梁的位置信号,输入PLC系统与设定位置信号比较,从而使上一个步进行程的偏差在下一个步进行程得到了纠正,保证了坯料在炉内位置的精度。
5 双蓄热步进梁式加热炉的优点
1)加热温度均匀,钢坯四面受热,加热质量好。
2)加热速度快,有利于降低钢坯的氧化烧损,有利于易脱碳钢种对脱碳层深度的控制。
3)操作灵活,可前进、后退或踏步,改变装料间距。
4)便于与连铸协调进行热装热送,节约能耗。
5)氧化烧损少,炉底设有刮渣装置,氧化铁皮清理容易。
6 使用中应注意的事项
1)由于步进梁动作频繁,加之日常检修维护不规范。可能导致液压油受到污染,偶尔会出现“卡阀”或密封破损等情况,导致推钢机、活动梁运行速度不稳定,出现“乱步距”现象,严重时会有出“双钢”,现象,影响轧制节奏,甚至造成生产中断。在故障处理时容易误认为是PLC控制系统故障,但只要借助控制程序和监视画面分析,故障也很容易发现。日常检修维护中要定期对阀台做好清洗。在作业过程中要防止液压油受到污染。
2)由于加热炉底部环境较为恶劣,作为位置检测元件的位移传感器安装在炉底升降和平移液压缸上,必须要做好防护,防止电缆接地或虚接。要求每天检查并及时包扎或更换损伤的传感器电缆,防止因位移传感器信号失真造成PLC系统工作异常,影响生产。
3)更换完平移和升降液压缸或位移传感器后,务必做好控制程序中各种位置的标定工作,并在手动、自动条件下进行调试。
4)日常维护中应随时注意HMI画面和PLC机架上模块的各种报警信息,及时查明原因,处理故障,保证系统工作可靠。
5)在加热炉顶或周边进行各种仪表的检查和校验时,应严格遵守煤气区域作业相关安全规程,携带煤气报警器并两人同行,防止发生人身伤害事故。
7 结束语
榆钢通过一期、二期项目建设,采用交钥匙工程方式先后建成了五座轧钢蓄热式加热炉,其中一座为推钢式,其余四座为步进梁式,均采用SIEMENSPLC控制系统。实践证明,蓄热式步进梁式加热炉通过PLC系统对空燃比、烟气残氧量、燃料和空气流量等参数的控制,使加热炉内实现燃料的最佳燃烧,加热后产品氧化程度低,产生污染低(形成NOx)。同时,通过步进梁采用交错布置技术,完全消除了钢坯“黑印”。另外,加热炉采用汽化冷却系统,具有节水、节能和富产蒸汽的特点,可以回收利用。总之,蓄热式步进梁式加热炉完全符合轧钢生产高产、优质、低耗、节能、无公害以及生产操作自动化的要求。
[1] 西门子(中国)有限公司,S7-300/400系统软件和标准功能。
[2] 西门子(中国)有限公司,SIMATICWinCCV7.0速成手册09。
[3] 《榆钢支持地震灾区恢复重建项目高线生产线150t/h、步进梁式加热炉总承包工程合同》技术附件
TG307
猜你喜欢
中国特种设备安全(2019年1期)2019-03-13
智能城市(2018年8期)2018-07-06
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
电子制作(2016年19期)2016-08-24
工业炉(2016年6期)2016-04-10
中国房地产业(2016年8期)2016-03-01
工业炉(2016年1期)2016-02-27
工程建设与设计(2016年3期)2016-02-27
液压与气动(2015年6期)2015-04-16
筑路机械与施工机械化(2014年2期)2014-03-01