
莱钢热连轧中粗轧控制系统的研究
2016-09-07 07:23董昌群山东钢铁股份有限公司莱芜分公司自动化部山东莱芜271104
电子测试 2016年16期
董昌群(山东钢铁股份有限公司莱芜分公司自动化部,山东莱芜,271104)
莱钢热连轧中粗轧控制系统的研究
董昌群
(山东钢铁股份有限公司莱芜分公司自动化部,山东莱芜,271104)
粗轧控制系统主要由电动压下、液压AGC、液压APC组合而成。电动压下用于长行程辊缝调节,液压AGC用于辊缝微调和轧制过程中的厚度控制,液压APC用于位置闭环和压力闭环的调节。
AGC;APC;辊缝;粗轧
0 前言
本文主要介绍了1500热轧带钢轧机辊缝调整的热轧带钢生产线控制功能。在轧机传动侧和操作侧分别安装电机的压力和压力下液压缸的下台湾。粗轧机轧辊位置自动控制系统包括电气控制系统和液压自动控制系统的位置。电气位置自动控制系统,在空载缝粗轧机轧辊调整。液压位置自动控制系统,在轧制过程中辊间隙调整。
1 液压AGC的控制系统
1.1AGC的原理
液压AGC技术是机械、液压、自动控制、轧制工艺等专业密切联系的综合性先进技术。它的主要设备由一组控制装置的计算机和测试元件和液压系统的基础上,两个液压缸。检测组件是:两个压力传感器,两个位置传感器。
其特点是:液压系统的加速度可以达到500mm/s2,加速和减速时间只有几十毫秒。加速约10ms空载启动后,8ms后可使最大速度达到4mm/s,液压调节移动100um总共需要43ms。如果在一些小的调节距离,以恒定的速度移动,调整时间会更短。如果调整距离小于32um,调节时间只有26ms。
液压压下系统不仅具有伺服阀的定位控制电路,而且还具有定位装置,并具有用于实际压力位置的反馈的位置传感器,并且材料的加速度是液压缸中的油。500mm/ s2加速度是通过液压缸和蓄压器的压力差来实现。在液压缸上直接进行位置测量,消除了滞后现象。
轧机的传动侧和操作侧设有一个单独的位置控制回路,可以控制给定位置的目标值,以保证轧辊两侧的平行工作。同步一般是通过添加一个同步控制器来保证的。
1.2AGC压力控制
系统确定了各机架厚度锁定值后就进入了厚度闭环调节过程。每个机架的出口厚度被周期性实时计算(循环周期在100毫秒至150毫秒之间)。出口厚度偏差(本机架出口厚度 -本机架锁定厚度)亦被同样实时计算。系统根据出口厚度偏差、轧机刚度系数、轧件塑形系数及其它补偿量等因素计算出当前的辊缝调节量并发送给液压 APC执行辊缝调整。此过程持续循环进行直至轧件抛出本机架为止。
厚度计算公式:

式中:h—出口板厚;F—轧制压力; S—初始辊缝;M—轧机的弹性变形系数; comp —其它补偿量
辊缝调节量计算公式:

式中:ΔS:辊缝调节量,单位mm
DHG:厚度偏差,单位 mm
GMGK: HMI参数,范围(0.0~1.0)
M:轧机刚度,单位 T/mm
Q:轧件塑形,单位 T/mm
SF1:HMI参数,范围(0.0~1.0)
1.3轧机设定补偿控制
轧机各道次的辊缝设定补偿控制如图1所示。h为本道次的钢板出口厚度的目标值,A为与本道次预测轧制力,Py相对应的轧机弹跳值, 即

Py由所轧轧件的塑性曲线得出,计算而得为本道次未经前一块钢板成品厚度差修正的辊缝值(调零以后),

B为前一块钢板的成品厚度偏差(由测厚仪测得)分配到本道次的修正量, 带有正负性S0为本道次经过前一块钢板成品厚度偏差修正后的辊缝值, 即输入到采用自动位置控制(APC)的电动压下装置内的辊缝设定值,

Sg为电动压下装置完成压下后由辊缝仪测得的辊缝值△S为电动压下装置APC的定位偏差,即△S=S0-Sg带有正负性,并且其绝对值应有一个最小值,当小于这个最小值时,则认为△S为零,Sy为液压缸的位置基准(设液压缸完全压缩时的液压缸位置为零), 一般设Sy为液压缸行程的一半左右,即液压缸在中间位置,C为轧辊磨损的补偿值,为经△S和C修正后的液压缸位置给定值,

Sw为液压缸上的两个位置传感器所检测到的液压缸位置的平均值, 它是液压缸的位置反馈值D 为液压缸的位移量指令,也是伺服阀驱动器6的输入信号E 为驱动器6输给电液伺服阀7的电流信号。
图1中的4、5、6、7、8和9组成液压缸的位置控制闭环,它是液压AGC的基本控制闭环和控制内环。当液压缸位置给定值S’y与Sw不相等, 即D不等于零(实际上,D 应有一个最小值,当D小于等于该最小值时,就认为D已等于零)时,电液伺服阀则得到一个电流信号E,开通油路,使液压缸8根据电流信号E 的电流方向的不同做压下或抬起的位移,直到位置传感器监测到的液压缸位置反馈:Sw与S’y相等,即D等于零为止。此时E 等于零,电液伺服阀处于中位关闭状态。当h、A、B、Sg、C切断输入,即均等于零时, 液压缸8 将在液压缸位置基准Sy的指令下,移动并保持在中间位置,也就是,当完成某一道次轧制后,液压缸8将自动保持在中间位置, 等待下一道次的辊缝设定。
通过以上说明可知,上一块钢板成品厚度偏差对本块钢板的补偿(补偿量为B)在电动压下装置的辊缝设定中完成,即电动压下的辊缝设定值。已经过S0修正B对电动压下装置APC定位误差的补偿(补偿量为△S) 和对轧辊磨损的补偿(补偿量为C),在液压AGC的位置控制内环中完成, 经液压缸补偿后的辊缝值:

这些补偿是在辊缝设定时完成的,也可以称作静态补偿。
2 APC控制系统
2.1位置闭环控制
每个APC控制模块内包含两个位置闭环调节器,一个位置闭环调节器负责控制一侧的液压缸活塞在缸内的位置(操作侧和传动侧各一个),两个控制器相互独立运行。调节器输出的量为伺服阀阀芯开度的给定,给定值的大小及方向基于位置偏差(位置给定 -位置反馈)。
2.2压力闭环控制
每个 APC控制模块内包含两个压力闭环调节器,一个压力闭环调节器负责控制一侧的液压缸活塞在缸内的压力(操作侧和传动侧各一个),两个控制器相互独立运行。调节器输出的量为伺服阀阀芯开度的给定,给定值的大小及方向基于压力偏差(压力给定 -压力反馈)。
2.3零调
零调有手动零调和自动零调两种方式。零调启动的连锁条件:
①压力检测元件正常
②压下系统正常
③速度系统正常且在零调速度下
3 总结
本文介绍液压AGC控制系统与液压APC控制系统的研究,使得实际与理论完美的结合,达到了预期的最佳效果。这为液压AGC的控制工作提供了坚实的理论基础。
[1]金学俊.液压AGC 在板带轧机上的应用[J]. 液压气动与密.2000(4).32
[2]孙蕾,王焱AGC控制技术的发展过程及趋势[J]. 济南大学学报.2007,(3).21
[3]龚文.热轧带钢液压厚度控制技术的研究[D ]. 重庆:重庆大学, 2004. 45-47
[4]丁修堃.轧制过程自动化[M].冶金工业出版社.2009,83-211.
董昌群 女 1985年 汉族 籍贯:莱芜,大学,工程师,研究方向:自动化系统与仪表。
Study on the rolling control system of Laiwu Iron and steel in hot rolling
Dong Changqun
(Automation Department, Shandong Iron & Steel Limited by Share Ltd, Laiwu branch, Laiwu, Shandong 271104, China)
Department of Shandong Iron &; Laiwu branch automation department Abstract:the roughing control system is mainly composed of electric pressure,hydraulic AGC,hydraulic APC combination.Electric pressure for long stroke roll gap adjustment,hydraulic AGC fine-tuning used in roll gap and rolling thickness control in the process of hydraulic APC for position closed loop and the adjustment of pressure closed loop.
AGC;APC;roll gap;roughing
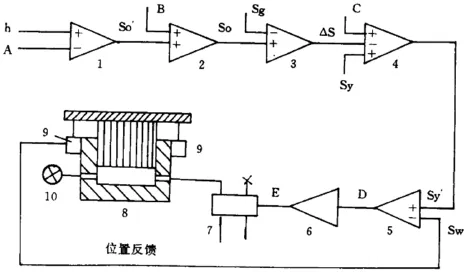
图1 轧机设定补偿控制
猜你喜欢
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
山东冶金(2019年2期)2019-05-11
金属世界(2019年1期)2019-03-12
宇航计测技术(2018年3期)2018-09-08
科技风(2018年35期)2018-05-14
汽车与新动力(2015年1期)2015-02-27
冶金设备(2015年2期)2015-02-11
天津冶金(2014年4期)2014-02-28
汽车与新动力(2014年6期)2014-02-27
