PTA氧化反应器搅拌器机械密封失效分析
2016-09-07 10:16:34缪建军仪征化纤有限责任公司PTA生产中心江苏仪征211900
化工设计通讯 2016年3期
缪建军(仪征化纤有限责任公司PTA生产中心,江苏仪征 211900)
PTA氧化反应器搅拌器机械密封失效分析
缪建军
(仪征化纤有限责任公司PTA生产中心,江苏仪征 211900)
通过对PTA氧化反应器搅拌器机械密封的失效机理进行分析,查找导致机封频繁失效的原因,并制定解决方案。
氧化反应器搅拌器;机械密封;有限元分析;失效分析
PTA氧化反应器是PTA装置的关键设备。近年来,连续发生2次机械密封(下称机封)投用3个月后从检漏口外漏密封水,随后泄漏量逐步加剧,为防止密封水进入机封上部的滚动轴承而抱死的事故,继而停车更换机封。这样的运行状态严重制约装置长周期的运行。通过对失效机封进行拆解分析,发现失效机封的故障特征相似,因此结合机封的运行工况,从机封的故障特征、有限元分析、部件尺寸检查等方面入手,最终发现机封频繁失效的原因是机封制造过程中短轴套总成与动环座之间的传动销与销孔间隙偏差导致。
1 失效机封的工况及结构
1.1机封的工况条件
从PTA氧化反应器机封的工况参数表可以看到:搅拌器的转速为31~64r/min RPM(搅拌器2档转速切换),机封运转线速度较低;工作温度199.6℃,采用连续供密封水(进行冷却冲洗;密封水压力1.8MPa,流量要求600-800L/h。外加底部循环水冷却夹套进行降温。而反应器内工作压力为1.6MPa,满足介质侧密封压差0.2~0.5MPa的设计要求。
1.2机封的结构原理
从机封的结构示意图(图1)可以看出:该机封为双端面结构,上/下密封副之间采用了单独弹簧结构,共32件,材质哈氏C-276。相较于共用弹簧结构,可以避免其中一个密封副出现泄漏,而确保另外一个密封副不受影响。轴套与搅拌轴之间通过收缩盘进行锁紧,传递扭矩。
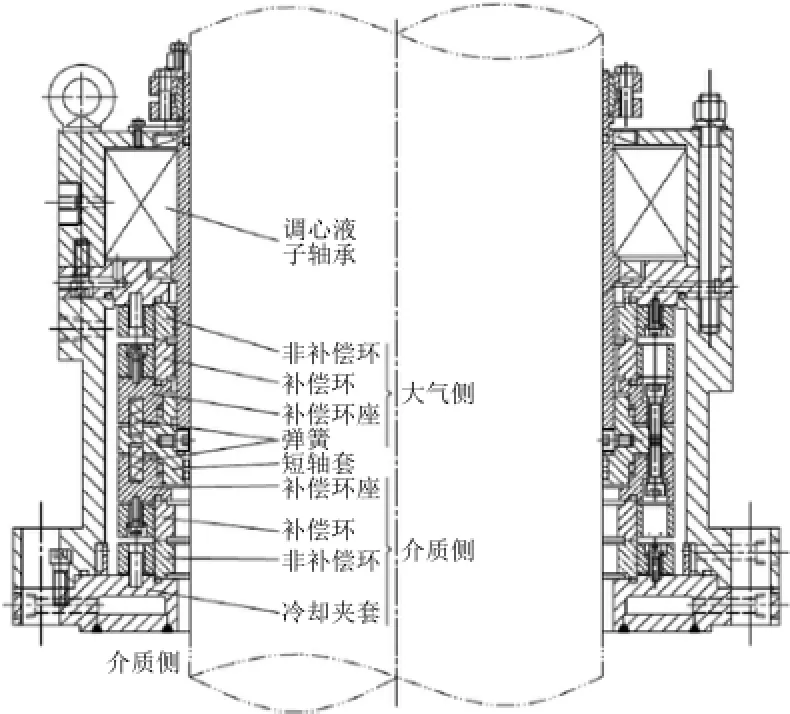
图1 机封结构示意图
2 机封的失效过程和现象
2.1故障特征
(1)每次氧化反应器的机封在运行过程中的失效过程大致表现为:一般运行3个月左右,机封检漏口出现密封水滴漏,然后逐步加大,再运行几个月后,检漏口的密封水来不及排放,随之进入机封上部防止搅拌轴摆动的圆锥滚子轴承,最后被迫停车更换。
(2)解体图片和现象
其中第一次使用时间6个月,石墨环(动环)有异常磨损,没有断裂。第二次使用3个月,石墨环磨损正常,没有划伤、腐蚀和断裂。

图2 介质侧密封环

图3 大气侧密封环
两次机封失效弹簧都发生了1/3折断和1/3的磨损现象。

图4 弹簧断裂

图5 弹簧磨损
3 故障分析
3.1有限元分析
由于密封幅有了损坏,首先从设计角度对机封进行验证,对摩擦副与动环(补偿环)座进行有限元分析(非线性接触分析与摩擦副耦合分析),分析过程及结果如下
(1)图6、图7描述了按照设计模型进行有限元分析的前处理,建立模型并且划分网格,加载相应的边界条件。由于使用镶装结构、定义了接触边界,为了计算镶装过盈量对机械密封端面的变形影响以及镶装应力对摩擦副的影响。

图6 密封模型与网格划分
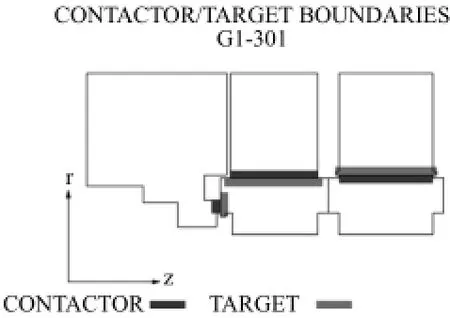
图7 镶装与支撑接触面定义
(2)图8,图9是机械密封初始的弹簧力与加载约束点。为计算机械密封变形趋势建立相应的计算条件。
(3)图10是摩擦副端面与动静环接触处温度场分布图,图11是其局部温度场放大图。温度最高点为75.3℃,温度最低处为动环座59.7℃,摩擦副端面的接触温度最高,静环的温度要稍高于动环的温度点。

图8 弹簧力的加载
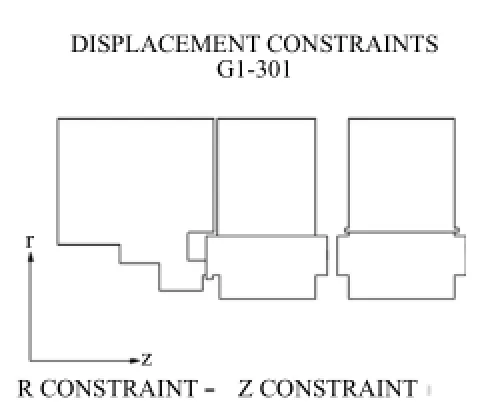
图9 约束加载
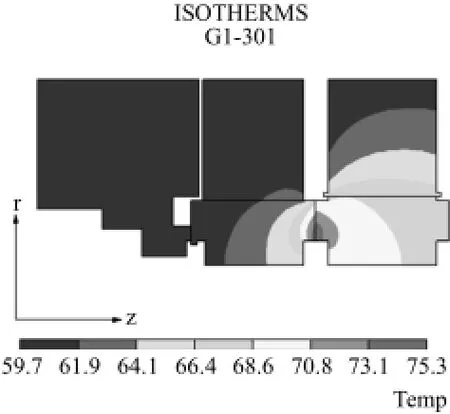
图10 温度场分布
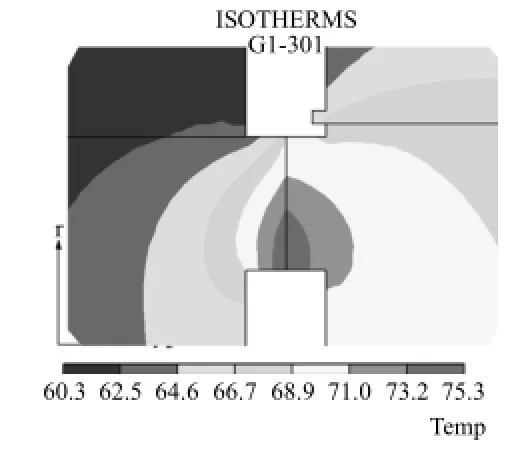
图11 温度场局部放大图
(4)图12是机械密封幅在温度与压力的作用下的变形情况,可以看出变形的趋势。硬质合金的环由于其自身机械性能的高抗可压性其向内的收缩的趋势不明显,石墨环由于在镶装环的拉力下,向内变形的趋势变缓,但是相对于硬质合金还是有稍许向内变形的趋势,机封在正常工况下的变形量只是很小的0.1条光带。
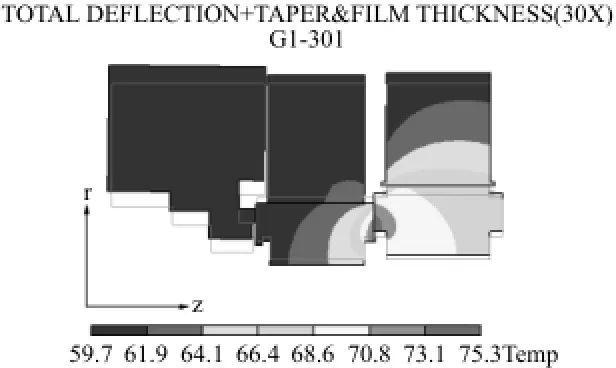
图12 在温度与压力共同作用的下变形
(5)图13为端面间的流体压力与接触压力分布,可以看到,流体压力Pfluid在端面间成类线性分布,符合机封端面分类规律。接触压力Pcontact的最高点在靠近内径侧方向,在摩擦副在内径侧相对温度较高符合温度场分布的规律。流体成为一个微收敛的间隙内流动,具有较好的刚度与抗变性。
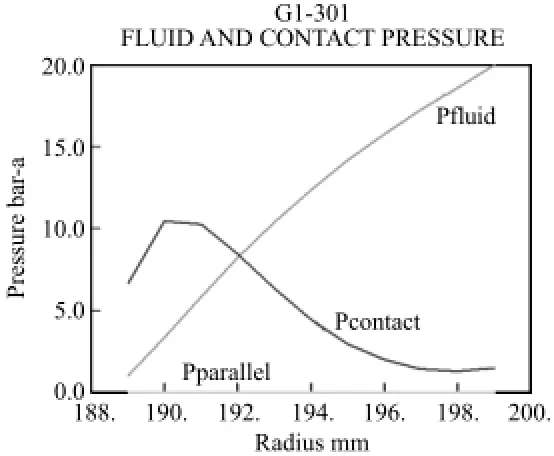
图13 端面间的流体压力与接触压力分布
(6)图14为端面间溶膜分布,可以看出在膜厚最薄的位置,恰好是接触应力Pcontact最高的地方,与图13计算吻合;并且与Hfea曲线相具有一致性,表明流体的压力与温度的影响并没有使摩擦副发生较明显的端面变形。
(7)图15为端面间温度分布,与上述计算均具有一致性。
(8)图16为接触应力,镶装应力与动环座的支撑应力,作用力都是材料可以满足的应力范围内。
(9)图17、图18为动环与静环的von mises应力分布。均满足材料的要求。
(10)冲洗量校核计算:计算获得摩擦副及旋转件的摩擦功率为:P=824W。冲洗量要求:Q=Pt/(ρ*C*Δt)=2.25L/min=135L/h。
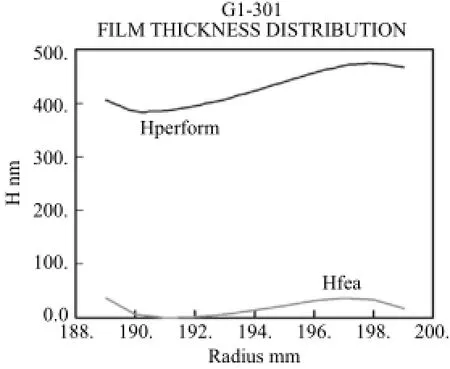
图14 端面间液膜分布
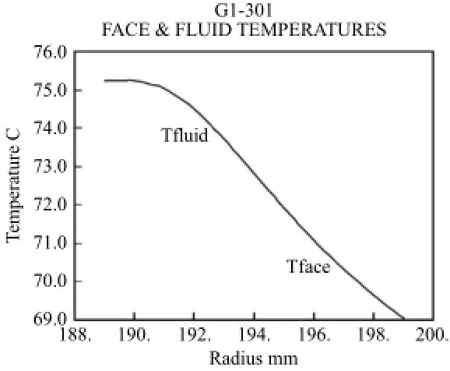
图15 端面间温度分布
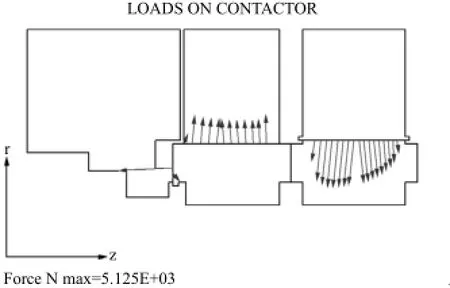
图16 接触应力分布

图17 VON MISES应力分布(动环)
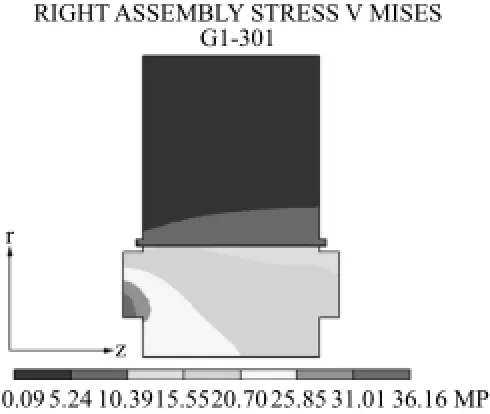
图18 VON MISES应力分布 (静环)
故,Q'=2*Q*n=135*2*2.5(安全系数:2.5)=675L/h。
该机封正常运转所需要的密封冲洗循环量为675L/h,现场密封水600-800L/h的流量能满足机封正常运转要求。
(11)理论设计结论
该机封通过应力分析,结果表机该封能够保证在正常工况下连续、可靠的运转。
3.2对弹簧的材质进行了化学成分分析
将断裂的弹簧用光谱仪进行了测定,成分符合ASTM B575 N10276规范的要求。
3.3检查工艺操作条件
由于该设备为中心特护设备,有齐全的设备、工艺数据记录,经查询每天的操作数据,没有发现异常波动,均在正常范围内。
3.4上下端面部件尺寸检查
最后我们将剩余完好的弹簧回装到解体的机封上进行部件尺寸测量。发现2套机封的短轴套总成与动环座之间的4只传动销与销孔间隙均大于弹簧与弹簧孔的间隙值,第一套大3mm,第二套大2.5mm。
4 失效结论
结合密封幅应力分析,弹簧材质分析、工艺操作条件的变化以及密封部件尺寸的检查,判断机械密封失效原因为:传动销与柱孔间隙值大于了弹簧与弹簧孔的间隙值。密封幅在旋转过程中,传动销没有发挥传递扭矩的作用,而由弹簧来承受圆周方向的剪切力,经过一段时间的运行后,部分弹簧开始变形、疲劳折断,继而密封幅比压Pc不规则变小,发生泄漏。第一套机封运行时间较长,密封幅的石墨环发生磨损,第二套机封运行时间段,石墨环异常磨损未表现出来。
5 结构改进
厂家在保证部件强度不变的前提下,对传动销与销孔间隙值和结构进行了改进和完善,数值上规定传动销与销孔间隙比弹簧与弹簧孔间隙小3mm,装配后严格检查。结构上传动销的圆周设计了PEEK保护套,避免机封在启动瞬间中对密封幅的冲击。修改的结构见图19。

图19 传动销
6 结束语
1)经过对该机封传动销的改进和完善,目前机封运转正常,运行周期已经达到2.5年,证明分析的故障原因是准确的。
2)机封厂家在机封结构设计,机械加工的时候,不但重视密封幅主结构,还要关注小部件对机封的影响。从设计上把关,从加工装配上控制。
Failure Analysis of Mechanical Seal of PTA Oxidation Reactor Agitator
Miao Jian-jun
Based on the failure analysis of mechanical seal of PTA Oxidation Reactor Agitator,try to find out the failure causes,then develop solutions.
PTA Oxidation Reactor Agitator;mechanical seal;FEM;Failure analysis
TH136
A
1003-6490(2016)03-0096-03
2016-03-16
罗岚(1984—),女,四川巴中人,工程师,主要研究方向为HSE管理和安全环保节能。
猜你喜欢
舰船科学技术(2023年6期)2023-05-05 00:54:02
通信电源技术(2022年19期)2023-01-31 08:17:44
中国交通信息化(2022年9期)2022-10-28 06:15:42
水泵技术(2021年5期)2021-12-31 05:26:52
中氮肥(2019年1期)2019-03-14 03:13:54
消费导刊(2019年31期)2019-03-13 05:16:22
学苑创造·B版(2017年12期)2018-01-17 19:09:34
中国水利(2015年17期)2015-01-26 23:27:10
新疆大学学报(自然科学版)(中英文)(2014年2期)2014-11-06 07:49:02
河南化工(2014年11期)2014-09-01 06:11:36