
刀具半径补偿在数控铣床中的应用
2016-09-07 07:11:08四川幼儿师范高等专科学校四川江油621700
山东工业技术 2016年14期
何 鑫(四川幼儿师范高等专科学校,四川 江油 621700)
刀具半径补偿在数控铣床中的应用
何 鑫
(四川幼儿师范高等专科学校,四川 江油 621700)
刀具半径补偿是数控铣床中非常重要的功能,它使得编程人员减少繁琐计算,只需按零件的轮廓编程。不但简化了编程,还可以在加工时进行修正,完成零件的粗、精加工,控制轮廓尺寸精度,保证加工质量。
刀具半径补偿;数控铣床;编程
1 刀具半径补偿指令的作用
数控铣床编程时,是以刀具中心作为编程轨迹, 利用刀具半径补偿功能,编程只需按零件的实际轮廓进行, 在执行刀具补偿指令后, 数控系统计算出刀具中心的轨迹,使刀具中心自动偏离工件轮廓一个刀具半径值, 加工出所需轮廓。 使用刀具补偿功能后,刀具磨损或改变刀具,只需要改变刀具半径补偿值,而不必变更零件加工程序。
2 刀具半径补偿指令方向判定
刀具半径补偿分左补偿G41和右补偿G42两种方式。ISO规定:沿刀具前进方向(假定工件静止)观察,刀具中心轨迹位于切削轮廓左侧为左补偿,位于右侧则为右补偿;取消刀具半径补偿用G40。
3 刀具半径补偿使用注意事项
(1)在编程时,刀具半径补偿的建立和取消要求用G00或G01指令来实现,不得用G02/G03圆弧插补指令,否则执行到此程序段时系统报警,程序无法执行。如:
N30 G17 G41 G01 X0 Y0 D01 F150;
或N60 G17 G40 G01 X0 Y0;
(2)刀具半径补偿平面XY、YZ、XZ产生变化时,必须先取消刀具半径补偿才能进行切换。
(3)D00-D99为刀补号地址,用来调用刀补表中相对应刀具补偿值。执行刀具半径补偿指令后,数控系统自动运算,使刀具自动补偿,不要因为忘记或者输错刀具补偿值而造成过切现象。
(4)在建立或取消刀具半径补偿时,刀具在平面内的移动距离,必须大于刀具半径值,如D01赋值为8:
N30 G00 X10 Y0;
N40 G17 G41 G01 X15 Y0 D01 F150;
从(10,0)移动到(15,0)小于8mm,执行到该程序段时系统报警,程序无法执行。
(5)为保证零件轮廓的完整性和表面质量,加工外轮廓时,应在刀补建立完成之后,以切线切入的方式切入工件,执行刀补后,应在切线方向切出工件后再取消刀补;如国无法沿切线切入切出时(如型腔),可采用过渡圆弧切入和切出的方式,否则容易产生切除不完全、过切或刀痕。
(6)为避免在建立刀补和取消刀补时产生过切现象,刀具半径补偿建立与取消程序段的起点与终点最好与补偿方向位于同侧。
(7)内轮廓刀补的建立和取消。在铣削内轮廓的时候,刀具移动受到限制,可先建立刀具半径补偿,然后下刀、取消刀具半径补偿时应先提刀再取消补偿。但须注意的是,在建立刀补时,控制系统要连续读入两段平面位移指令,才能计算出正确的刀具中心的偏置,即在建立刀补后的程序段中不能插入两个或两个以上没有XY坐标移动的程序段,否则会造成过切。如:
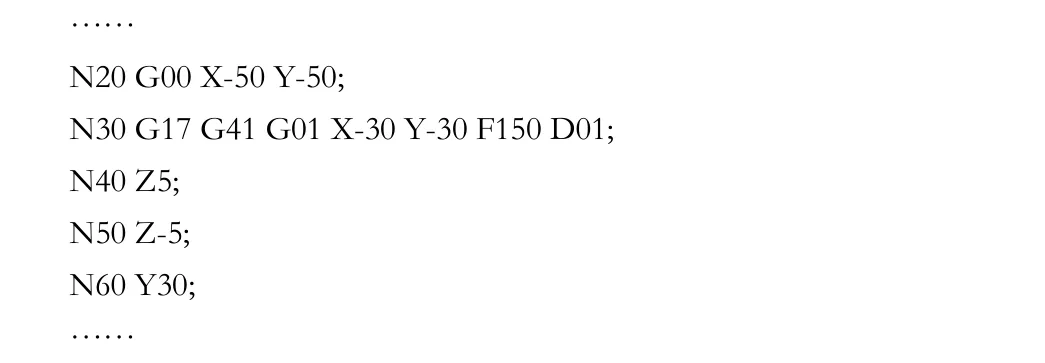
程序从N30开始建立刀补,N30和N40都为Z方向的位移,XY均未移动,应将程序改为:

4 应用技巧
(1)由于刀具的磨损或因换刀引起的刀具半径变化时,不必重新编程,只需修改相应的刀补值即可。刀具在磨损的情况下仍然能够加工出规格一致的工件。
(2)利用刀具半径补偿实现粗、精加工。刀补表中的半径值是确定刀具补偿量的,可用同一程序通过修改刀补值对零件实现粗、精加工。按零件轮廓编程后,将刀补表中D赋值,设为R+Δ,R为刀具半径,Δ为精加工余量。在精加工时,将D赋值为R,完成对零件的粗、精加工。
(3)控制轮廓尺寸精度。在实际加工中材料存在让刀现象,对精度要求高的尺寸在精加工之后可能还存在偏差,达不到公差要求,通过检测计算出修正值,然后修改刀补值进行补偿加工,从而提高加工精度。
5 结论
刀具半径补偿在数控铣床中有着十分重要的作用和地位,是应用最广最重要的指令。正确、灵活地使用刀具半径补偿功能,是简化编程和提高零件精度的有效保证。
[1]韩玉勇.数控机床与编程[M].北京:国防工业出版社,2009.
[2]罗瑞琳.数控铣削加工中刀具半径补偿的应用及注意事项[J].广西:装备制造技术,2006.
[3]彼得·斯密德[美].数控编程手册[K].化学工业出版社,2005.
10.16640/j.cnki.37-1222/t.2016.14.174
何鑫(1986-),男,四川三台人,本科,助理讲师,研究方向:数控铣床加工中心。
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
装备制造技术(2020年9期)2021-01-26 00:15:16
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
卫生职业教育(2014年16期)2014-05-16 03:47:22
