超(超)临界电站锅炉金属监督典型缺陷分析和探讨
2016-09-07 07:10王国永高俊杰河北和邦能源科技有限公司石家庄050000
山东工业技术 2016年14期
王国永,高俊杰(河北和邦能源科技有限公司,石家庄 050000)
超(超)临界电站锅炉金属监督典型缺陷分析和探讨
王国永,高俊杰
(河北和邦能源科技有限公司,石家庄 050000)
随着压力、温度参数的大幅度提高,对超(超)临界电站锅炉安装过程中锅炉的管道焊接、承压部件安全性和可靠性提出了更高的要求,必须对焊接过程,焊材管理,预热和热处理工艺等因素严加控制,本文通过金属监督过程中发现的一些典型的缺陷进行分析和探讨来总结一下超(超)临界电站锅炉安装过程中金属监督应重点关注的一些问题。
超(超)临界电站锅炉;金属监督;典型缺陷
1 引言
本公司承接某2×350MW超(超)临界电站锅炉安装金属监督工作,本工程锅炉焊口总数60970道,射线检测31239道,一次返修焊口92道,超声检测24539道,一次返修焊口79道,光谱检测696915点,发现不符项12点,硬度检测38160点,发现不合格37点。
2 典型缺陷进行分析总结
由于安装过程中焊接、预热及焊后热处理、焊材等环节管理不规范,而导致安装存在重大的质量问题,为了在以后的工作中避免这些情况再次发生,我们就本工程中发现的几个典型缺陷进行分析总结:
(1)焊口根部氧化及成形不良。屏过出口至末过入口连接管,规格φ457×70,材质SA-335P91,我检测人员在对此焊口超声波检测时,发现根部有不良回波,本公司利用内窥镜对焊缝根部做进一步检查发现根部过度氧化,有内凹缺陷,并有挂渣现象(见图1)。经过和焊接公司共同讨论分析一致认为是焊接过程中充氩保护不到位,导致过度氧化。
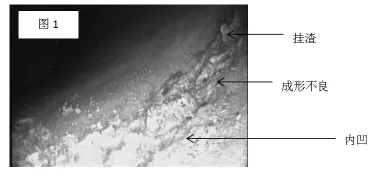
图1
(2)焊材错用。顶棚管材质为SA213T12,按照工艺要求,应使用TIG-R30或相近化学成分和力学性能的焊丝,在对顶棚管焊缝光谱抽查时,发现3道焊缝焊材主要合金元素Cr:0.21%,Mo:0.2%,明显低于DL/T819-2012中对T12材料主要元素的标准要求。经调查发现焊工间互相借用焊丝导致焊材错用。
(3)硬度值超标,焊后热处理工艺不规范。高温过热器管排材质SA-213T91,焊缝在地面组合,热处理后对焊口进行硬度抽查,发现个别焊口硬度超出母材硬度值100HB。分析原因为整屏8个焊口同批进行焊后热处理,取样测温,加热器采用串接方式,每个加热器上的电流和加热时间是一样的,对加热片的电阻值进行测量发现最高和最底值相差40Ω,最高和最底值相差近20%,其他在用的加热片也普遍存在这种现象,这样就造成加热器功率相差近20%,热处理的温度也就形成了严重的差异,导致硬度检测不合格。
(4)射线检测发现p91焊缝裂纹(见图2)。分析原因焊口两侧布置的热电偶所测温度并不能代表坡口面近内壁区域温度,焊接过程中也未采用其他测温方式来测试,致使层间温度未达到焊接工艺要求。
(5)返修的P91焊缝未经二次热处理,再次超声波检测时发现有裂纹缺陷。经调查发现,此焊缝第一次返修后未进行高温回火热处理,P91钢有冷裂纹倾向,未经高温回火处理不能确保焊缝中残余氢及时逸出,产生冷裂纹。
(6)在热段安装时发现坡口端面有开口缺陷,经渗透检测确认为分层缺陷,连续长度320mm,深度5mm。(见图2)。
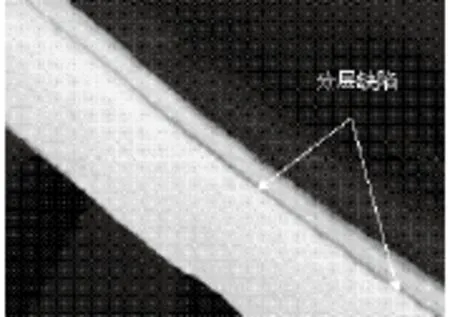
图2
(7)合金焊口未预热但已打底焊接,焊口加热片宽度不够。
3 结论
在超(超)临界电站锅炉安装过程中,我们认为重点关注新型耐热钢(P91、P92等)的焊接、热处理质量,对焊材规范化管理,规范热处理工艺,做好材质复核、适当引用新检测技术进行补充检测,对设备缺陷要加强到货设备检查、检测工作。
(1)改进大径管充氩保护工艺,确保充氩保护效果后方可投入应用,在施工前进行专门的技能培训和专项技术交底,对焊缝根部可能存在的缺陷有疑问,条件允许时,采用内窥镜进行复查。(2)对P91、P92等材料焊接第二层时采用小的焊接线能量。(3)安装单位严格规范焊接材料的管理,检测单位认真进行光谱复核工作,防止焊材错用情况发生。加强对到货设备的检查检测工作,在管道安全前增加对管道端面缺陷的检测工作,发现问题要扩大检查,并监督消缺。(4)安装单位应综合考虑压缩工期后可能出现的质量问题,采取相应的质量控制措施。(5)规范热处理工艺,严格按照热处理工艺施工。正确布置热电偶,达到预热温度后,用远红外测温仪器测温,和热电偶温度比对,温差不得大于15℃。串联加热热处理时同批加热器电阻值偏差控制在5%以内,并定期标定电阻值,避免因老化等情况引起电阻值的变化。返修焊缝,在返修后二次复检前要严格按照工艺进行热处理。(6)适当采用TOFD、相控阵等新检测技术对疑难缺陷进行补充检测。
[1]DLT819-2010火力发电厂焊接热处理技术规程.
[2]DLT869-2012 火力发电厂焊接技术规程.
[3]DL T438-2009 火力发电厂金属技术监督规程.
10.16640/j.cnki.37-1222/t.2016.14.063
猜你喜欢
热处理技术与装备(2022年1期)2022-11-29
金属热处理(2022年2期)2022-11-16
节能与环保(2022年3期)2022-04-26
军民两用技术与产品(2021年8期)2021-11-24
电焊机(2021年12期)2021-01-03
汽车维修与保养(2020年11期)2020-11-23
装备维修技术(2020年36期)2020-09-28
建材发展导向(2019年5期)2019-09-09
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
消费导刊(2018年10期)2018-08-20