
系列零件多件联动数控加工的参数化编程
2016-09-01 00:55:58陈兆祥黄成元
中国设备工程 2016年7期
陈兆祥,黄成元
(江苏滨盛石化机械有限公司,江苏 滨海 224500)
系列零件多件联动数控加工的参数化编程
陈兆祥,黄成元
(江苏滨盛石化机械有限公司,江苏 滨海 224500)
本文介绍了运用变量控制坐标系,实现对系列零件多件联动数控加工时,进行参数化编程的方法。该方法极大地减轻了编程工作量,避免了编写、调用程序的错误,特别适用于系列零件中小批量的数控加工。
系列零件;多件联动加工;参数化编程;变量;坐标系
我单位实习工厂日前接到一批防喷器闸板加工业务,经过研究和实践,我们决定应用手工参数编程。防喷器是油井采油机械中不可缺少的井口安全密封装置,其种类多样,其中闸板防喷器已标准化和系列化。主要零件闸板(图1)的各系列结构一致,尺寸呈系列化,材料为35CrMo调质,精度不算高。两端2-R40半圆、用于安装调节丝杠的R8丁字槽、用于安装前密封胶芯的35宽槽以及用于安装顶密封胶芯的20宽(R10)直槽和16宽(R120-R104)圆弧槽均需在立式数控铣床上加工。编程时根据零件的系列化特点,利用用户变量实现系列零件参数化一体编程。该系列零件为中小批量生产,可运用强磁吸盘多件一起装夹(图2),联动加工。为此笔者考虑在数控编程时用变量控制坐标系变换,只编写一个零件程序应用于多件加工。

图1 防喷器闸板零件图
1 工序安排
该零件在加工中共有六道工序,具体安排如表1。
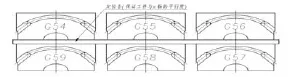
图2 加工零件安装图(多件联动加工坐标系分布图)
下面以第5道工序“数控铣削二”中铣削2-20宽(R10)直槽、16宽(R120-R104)圆弧槽为例,说明用变量控制坐标系实现多件联动加工和利用用户变量实现系列零件参数化一体编程的方法。因槽为安装密封弹性橡胶所用,其宽的精度和粗糙度都要求不高,所以直接用D20和D16直柄铣刀进行铣削。图2为带定位条的强磁吸盘装夹多个工件示意图。
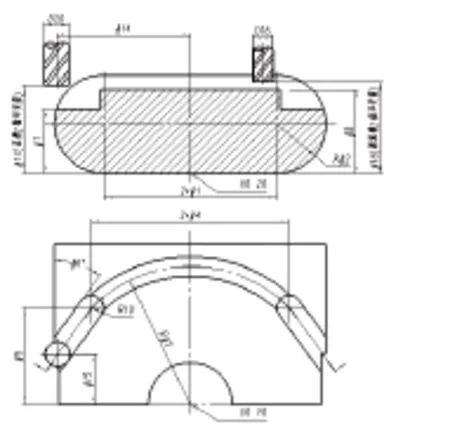
图3 变量设定图
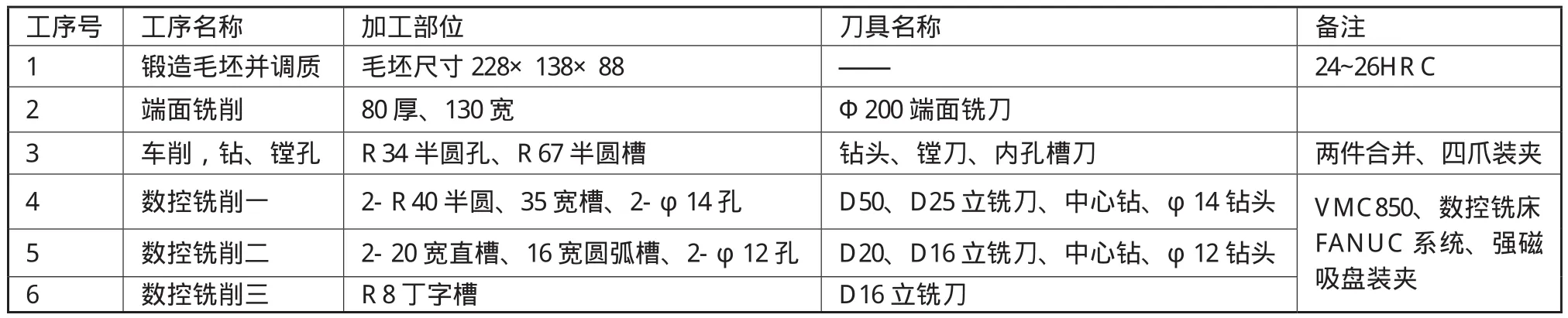
表1
2 变量设定(图3)
#1=140/2 中心距一半
#2=40 两端圆半径
#3=112 16宽槽中心(120+104)/2
#4=160/2 R10圆X坐标
#5=SQRT[#3*#3-#4*#4] R10圆Y坐标
#6=36 20宽直槽倾角
#7=52 20宽直槽深度
#8=68 16宽圆弧槽深度
#10=10 D20刀
(1)铣两边20宽直槽控制变量为:X向坐标#14 和#4;Y向坐标#15和#5;Z向坐标#17。
①#14的求解计算式为:
#14=#17-#2
#14=SQRT[#2*#2-#14*#14]
#14=#14+#1+[#10+1]*SIN[#6] 图3 为变量设定图。
②#15的求解计算式为:
#15=#14-#4
#15=#15/TAN[#6]
#15=#5-#15
(2)铣中间16宽圆弧槽控制变量为:X向坐标±#4,Y向坐标#5,Z向坐标#18。
(3)控制坐标系变化的变量为#20。即使用G #20来控制坐标系从G54变化到G59。
3 程序编制(基于FANUC系统)
O1000 铣两边20宽直线槽主程序
#1=140/2
#2=40
#3=112
#4=160/2
#5=SQRT[#3*#3-#4*#4]
#6=36
#7=52
#10=10
#20=53 #20控制坐标系从G54变化到G59
#21=59
G90 G00 Z200 H01
M03 S600
M08
N100 IF[#20 GE #21] GOTO200
#20=#20+1
G#20 #20控制坐标系从G54变化到G59
M98 P1001
G51.1 X0
M98 P1001
G50.1 X0 M09
G00 G49 Z200
GOTO100
N200 M30
O1001 铣两边20宽直线槽子程序
#17=2*#2
G00 X-#4 Y#5
Z[#17+2]
N1 IF[#17 LE #7] GOTO2
#17=#17-1 [2*#2—#7]应为整数(被1整除)
#14=#17-#2
#14=SQRT[#2*#2-#14*#14]
#14=#14+#1+[#10+1]*SIN[#6]
#15=#14-#4
#15=#15/TAN[#6]
#15=#5-#15
G00 X-#14 Y#15
Z[#17+1]
G01 Z#17 F100
X-#4 Y#5 F400
G00 Z[2*#2+2]
GOTO1
N2 G00 Z200
M99
O2000 铣中间16宽圆弧槽程序
#1=140/2
#3=112
#4=160/2
#5=SQRT[#3*#3-#4*#4]
#8=68
#20=53 #20控制坐标系从G54变化到G59
#21=59
G90 G00 Z200 H02
M03 S600
M08
N100 IF[#20 GE #21] GOTO200
#20=#20+1
G#20 G00 X-#4 Y#5
#18=2*#2
Z[#18+2]
N1 [#18 LE #8] GOTO2
#18=#18-1 [2*#2—#8]应为偶数(被2整除)
G1 Z#18 F100
G2 X#4 Y#5 R#3 F400
#18=#18-1 [2*#2—#8]应为偶数(被2整除)
G1 Z#18 F100
G3 X-#4 Y#5 R#3 F400
GOTO1
N2 M09
G00 G49 Z200
GOTO100
N200 M30
4 结语
系列零件多件联动数控加工的参数化一体编程极大地减轻了编程工作量,避免了编写、调用程序的错误,特别适用系列零件中小批量的数控加工。强磁吸盘的使用减化了定位件,避免了夹紧件,提高了机床空间利用
率,为多件联动加工提供了硬件条件。最终我们可根据刀具耐用度来确定到底多少工件可以一并联动加工。可能有读者会问FANUC系统只提供了G54~G59共6个标准工件坐标系,那么如果工件数多于6个怎么办呢?其实系统还提供了另外48个附加工件坐标系,G54.1 P01~G54.1 P48。同样我们可以用用户变量来控制,如果控制变量仍为#20的话,可以写成G54.1 P#20。
TG61
A
1671-0711(2016)07(上)-0060-03
猜你喜欢
石油工业技术监督(2022年5期)2022-05-27 04:24:48
中国设备工程(2022年7期)2022-04-20 08:54:30
建材发展导向(2022年4期)2022-03-16 06:11:48
船舶与海洋工程(2021年5期)2021-11-18 07:52:52
水泥技术(2021年1期)2021-02-04 08:09:54
化工管理(2021年26期)2021-01-09 08:53:48
科学技术创新(2020年6期)2020-04-18 06:17:46
蜜蜂杂志(2019年9期)2019-12-30 21:38:32
机电信息(2015年18期)2015-04-18 05:32:40
机械工程师(2015年10期)2015-02-02 01:13:57
