
相同规模两种工艺技术方案制粉效果的比较
2016-08-31 07:18鞠新宏
现代面粉工业 2016年4期
鞠新宏
苏垦米业宝应湖分公司 江苏金湖 211600
相同规模两种工艺技术方案制粉效果的比较
鞠新宏
苏垦米业宝应湖分公司江苏金湖211600
以两种不同的小麦粉加工工艺技术为试验方案,分析研究对产品生产、质量、出率、收入、能源消耗等方面的影响,试验结果表明:以拥有较多的清粉机和皮磨接触长度较宽的的方案B,好粉出率比A方案高12.91%,总出粉率高3.98%,特别是产品质量更加稳定,经济效益显著提高,年加工6万吨小麦,可增加经济收入约900万元以上。
工艺效果出粉率
面粉加工企业的生产经营,不仅要为市场提供符合食品安全要求且适销对路的产品,而且要考虑企业生存与发展。采用相同原料情况下,加工生产产品、副产品附加值更高的制粉工艺,在竞争日趋激烈的市场经济条件下必将为企业带来更高的经济效益。因此,制粉工艺的先进性,对企业的生产经营影响重大。本试验以某公司两条规模均为日处理小麦380吨不同制粉工艺方案加工同一种混合小麦,分析研究其不同的制粉效果,以供同行参考。
1 材料与方法
1)试验材料
原料:混合小麦,具体搭配比例及小麦质量指标见表1。
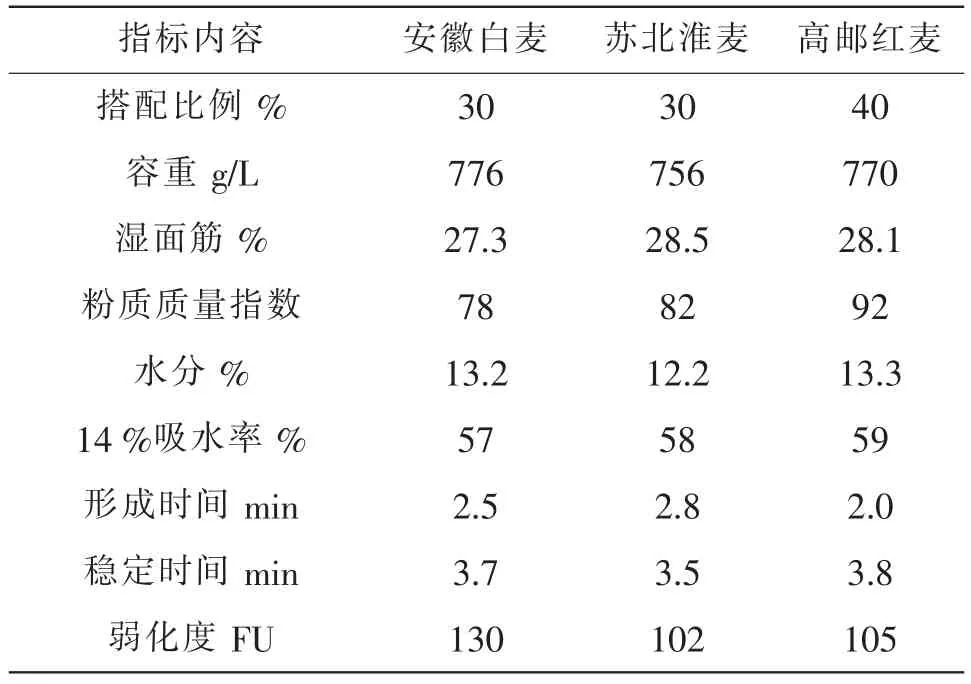
表1 小麦搭配比例及质量指标
入磨净麦平均容重762~768g/L,平均灰分1.62% ~1.65%,千粒重42.2~42.5g,水分15.1%~15.3%,原料质量基本稳定一致。
2)试验方法
①制粉工艺方案A:
磨粉机18台,全为4辊磨,总接触长度4025cm,皮磨接触长度1625cm,占40.37%;粉路为5皮7 心2渣2尾5清粉2打麸(5皮只设细皮磨);清粉机6台,总宽度588cm,1B2B3B1分级2分级3分级1S清粉,P1P2设置重清。
磨辊表面技术特性:
1B:斜度6%,3.5牙/cm,30°/65°,D-D;
2B:斜度6%,5.4牙/cm,30°/65°,D-D;
3B:斜度8%,7牙/cm,35°/65°,D-D;
4B:斜度8%,8.6牙/cm,50°/70°,F-F;
4Bf:斜度10%,9.2牙/cm,50°/70°,F-F;
5Bf:斜度10%,9.6牙/cm,45°/65°,F-F;
心、渣、尾磨全部采用喷砂光辊。
②制粉工艺方案B:
磨粉机18台,2B采用8辊磨粉机,总接触长度4500cm,皮磨接触长度2500cm,占55.56%;粉路为5皮7心1渣1尾8清粉2打麸(5皮只设细皮磨);清粉机12台,总宽度1200cm,1B2B3B1分级2分级3分级4分级1S1T1M2M3M清粉,无重清。
磨辊表面技术特性:
1B:斜度4%,3.5牙/cm,30°/65°,D-D;
2B:斜度6%,5.4牙/cm,30°/65°,D-D;
3B:斜度6%,7牙/cm,35°/65°,D-D;
4B:斜度8%,8.6牙/cm,50°/70°,F-F;
4Bf:斜度10%,9.2牙/cm,50°/70°,F-F;
5Bf:斜度10%,9.6牙/cm,45°/65°,F-F;
心、渣、尾磨全部采用喷砂光辊。
3)试验方案的设计
采用两种工艺方案,每种方案生产5天,每天24小时,各稳定连续生产120小时,方案A加工小麦1900吨,时产量15.83吨,方案B加工小麦1920吨,时产量16.00吨,两种生产方案时产量基本一致。
2 结果与分析
1)不同工艺方案对生产过程的影响分析
①方案B在试验过程中,小麦经过1B2B研磨后,由于1B接触长度500cm,2B接触长度500cm,且采用8辊磨,磨辊接触长度大,单位长度产量适宜,物料料层薄,研磨轻,麸皮完整性好,容易造大粗颗粒心渣,所以到清粉机P1、P2、P3货料多,且细小麸片含量少,纯度高,产生大量优质心渣送往1M1S磨粉机再处理,并且粘附在皮上的胚乳经3B(接触长度500cm)4B(接触长度400cm)轻轻剥刮,极易形成麦心,麸皮不易破碎,糊粉层保护好,1M1S2M3M磨粉机均根据物料质量情况设置好中次分别研磨,采用不同的研磨强度,可有效取粉和造心。
对1M2M3M1T分级出的粗粒粗粉再次进行清粉,可有效去除灰分较高的细小麸皮和不易筛理的糊粉层粉,有效地提高前路麦心的纯度,降低前路粉灰分,提高面粉的白度。由于清粉系统设置较为全面完善,1~4B,1~3M,1S1T所有粗粒粗粉均经过反复多次清粉提纯,麦心灰分低,磨口来料细小麸皮和糊粉层含量少,实现了磨粉机轻轧低温研磨,减少了淀粉损伤和蛋白质破坏,通过高方筛粉筛筛网适当放稀,为生产粗细度适当、灰分低、粉色白、操作性好的各种食品用面粉创造了良好的条件。
②方案A在试验过程中,由于1B2B3B接触长度均为375cm,相同规模产量下,1B2B必须轧紧,如此1B2B也产生了较多渣心,不同的是渣心中细小颗粒含量较多,麸皮破碎较重,糊粉层没有保护好,心渣中含有较多的细小麸皮,又因清粉机P1、P2宽度均为150cm,1分级2分级不分粗细,物料全部到宽度仅为50cm的P3,宽度明显不足,导致清粉机物料流量太大,尽管清粉机P1、P2设置了重清系统,清粉效果仍然不好,导致前路心磨物料不清不纯,优质麦心少,而且因1B2B轧的紧,面粉出率大、灰分高,成为3号粉,整个工艺多出低灰分面粉很困难。由于前路面粉灰分高,高方筛粉筛网配备很密,心磨磨粉机轧得很紧,结果导致淀粉损伤和蛋白质破坏严重,面粉太细,食品制造时吐水现象严重,而且面粉易反色,操作性很差。如果1B2B轧松又不出渣心,货料后推,到3B4B货料多,增加后路磨粉机负担,既影响好粉出率,更影响总粉出率。如果降低产量,一方面高方筛整体明显筛枯,另一方面仍因清粉机严重不足,物料没有充分分级分类提纯导致前路心磨来料麸心重、灰分高,影响好粉质量和出率。
2)不同工艺方案对产品出率的影响分析
由表2可以看出,方案B较方案A在1号粉出率上要多13.91%,好粉(1粉和2粉)总出率方面,方案B比方案A提高12.91%。以年加工6万t小麦计,方案B比方案A则可多生产1号面粉8346t,多生产好面粉7746t。

表2 不同工艺方案中产品的出率
3)不同工艺方案对产品质量的影响分析
由表3可以看出,方案B同种产品质量波动范围小且灰分明显偏低,因此方案B生产的同种产品质量好且更加稳定。

表3 不同工艺方案中产品的质量
4)不同工艺方案对产品收入的影响分析
由表4可以看出,每加工100t小麦,方案B较方案A可增加收入16541.6元,如以年加工6万t小麦计,方案B比方案A多收入992.496万元。

表4 不同工艺方案产成品收入的对比

表5 不同工艺方案能源消耗的对比
5)不同工艺方案对能源消耗的影响分析
由表5可看出,每加工100t小麦,尽管方案B采用了较多的清粉机,但因研磨轻筛理效果好产品出率高等原因,吨粉电耗并没有增加,反而比方案A低用电1.9kW·h,如以小麦计算,方案B吨麦电耗高1.69kW·h,年加工6万t小麦,电费0.88元/kW·h,方案B比方案A电费仅多支出 8.9232万元,两种方案能耗对于生产成本影响差距很小。
3 结论
上述两种不同工艺方案对制粉企业生产的效果区别明显,以具备完善清粉工艺和皮磨接触长度较宽的方案B,在生产控制、产品质量、产品出率、经济收入方面更为理想。我国地域辽阔,面粉企业众多,工艺技术差异很大,特别是一些中小型企业,在激烈竞争的市场环境下,如果能够具备较好的技术装备,通过较好的管理一定能够得到生存和发展。
TS211.4
B
1674-5280(2016)04-0005-03
2016-04-08
鞠新宏(1969—),男,大专,助理工程师,副总经理,从事农副食品加工工作。
猜你喜欢
现代面粉工业(2022年4期)2022-08-17
选煤技术(2022年2期)2022-06-06
选煤技术(2022年2期)2022-06-06
今日自动化(2022年1期)2022-03-07
粮食加工(2021年6期)2021-12-03
煤化工(2021年4期)2021-09-13
四川蚕业(2021年4期)2021-03-08
石油钻探技术(2020年3期)2020-08-24
石油地质与工程(2019年4期)2019-09-10
现代面粉工业(2018年6期)2018-02-14
