
一种点焊机电极臂的改进设计与应用
2016-08-31 07:11陈洪峰
制造技术与机床 2016年8期
陈洪峰 杨 东
(江苏师范大学,江苏 徐州 221116)
一种点焊机电极臂的改进设计与应用
陈洪峰杨东
(江苏师范大学,江苏 徐州 221116)
针对现行的DN系列点焊机,对其电极臂进行改进设计,使之成为一种焊接矿用防爆灯具保护网罩的专用点焊机,以满足对保护网罩点焊的工艺要求,拓宽了设备适用范围,提高了设备使用效率和使用寿命。
电极臂;工艺要求;循环水路;清理疏通;冷却效果
点焊机是一种电阻焊接设备,具有生产效率高、低成本的特点,因此广泛应用于航空、航天、电子、汽车等工业。采用双面双点过流焊接的工作原理,工作时两个电极对工件加压,使两层金属在两电极的压力下形成一定的接触电阻。而焊接电流瞬间从一电极沿两工件流至另一电极形成回路,不伤及被焊接工件的内部结构。点焊机多用于对薄板或网状结构产品的焊接,如汽车驾驶室外壳、设备蒙皮、薄片金属网架等。
现行的DN系列点焊机主要部件包括(图1所示):机架1、变压器2、下电极臂3、上电极臂4等。电极臂既用于传导焊接电流,又用于传递动力。点焊机工作运行时,变压器、电极臂等部件会产生大量的热量,这些部件发热严重会缩短设备的使用寿命,另外电极臂和电极的水冷却效果直接影响焊接过程、焊接接头质量和生产效率。因此,设备运行必须接通冷却水路,对变压器、电极臂等部分进行充分的冷却。
1 设计背景及问题的提出
1.1设计技术背景
矿用防爆灯具是笔者单位校办企业的主要经营产品。按国家标准GB3836-2010规定矿用防爆灯具必须设置防护网罩。此网罩是灯具的重要组成部分,主要是对灯具的钢化玻璃罩等部件进行防护,其中罩网2的点焊焊接是保护网罩的重要加工工序之一。防护网罩的结构如图2所示,由壳座1、罩网2、罩杆3和右壳4组成。

4根罩杆3的左端螺纹部分与壳座1的右端面上的4个螺纹孔分别相连,右端分别插在右壳4圆周分布的4个孔内,经电焊焊接后形成保护网罩的骨架。其长度尺寸由矿用防爆灯的规格型号所决定,一般长度在410~610 mm之间。按照国家标准GB3836-2010中网罩相邻边不得大于50 mm的规定,罩网2被制成弹簧状套装在防护罩的骨架上,然后再对罩网2与罩杆3装配形成的各个连接点进行点焊加工,从而形成矿用防爆灯具的保护网罩。

目前,现行DN系列点焊机(见图3所示)其上电极臂1、下电极臂6的实用长度尺寸一般在350 mm左右,而矿用防爆灯具的保护网罩的长度是随着灯具规格的不同而长度不同,其尺寸长度一般在410~600 mm之间。由于图2所示的保护网罩的特殊结构,决定了其点焊加工的加工方式,如要焊接保护网罩的各个连接焊点5就必须把保护网罩套装在点焊机的下电极臂上,并按照罩网2的螺旋线轨迹旋转前进依次对各个连接焊点(每工件约50~100个连接焊点)进行焊接。由此看来,在现行点焊机上要完成如此长度的保护网罩焊接,其电极臂长度显然是不够的。

点焊机在点焊工件时会产生大量的热,这些热量主要分布在焊接变压器、上电极臂1、下电极臂6、上电极10、下电极9上,其中热量最集中的部位是电极臂和电极座,因此点焊机在工作时必须设置对上述各部位进行冷却的循环水路。
在生产加工保护网罩时点焊机具有相当高的使用效率,每班次往往要在3~5万点左右。如此高频率的焊接次数将会使点焊机的各个部件严重发热,如果得不到足够水冷将会出现以下情况:
一是部件在得不到足够的冷却时部件受热后会出现内部组织变化而变形影响其性能,另外上电极10、下电极9(图3所示)过热会产生融化致使损耗过快,从而缩短部件的使用寿命。
二是现行点焊机(图3所示)上电极臂1的水路水道2和下电极臂6的水路水道7,一般是使用直径8~10 mm的钻头打孔开设或是开槽后施焊而形成,因此横截面积小、水道狭窄。流经上下电极臂、上下电极座的冷却水一旦温度过高,会使水中的矿物质不断沉积在冷却水路中而形成水垢。另外,在使用过程中的循环水中有时势必还会夹杂一些杂物,随着设备和循环水的使用时间的延长沉淀物就越积越多。水垢或杂物的形成会使冷却水路变得越来越狭窄,冷却水的流量会越来越小,以至于把上、下电极臂内和上、下电极内部水路堵塞,使得各部件严重受热损坏。一旦水道内凝结水碱或进入杂物堵塞后将很难进行清理和疏通。
1.2现行点焊机电极臂存在的问题
综上所述,我们发现现行的DN系列点焊机在实际生产中并不能满足矿用防爆灯具保护网罩的点焊焊接工艺等要求。存在以下几个问题:
首先,现行点焊机的电极臂较短难以对矿用防爆灯具保护网罩进行焊接加工;其次是电极臂的冷却水路比较狭窄,冷却效果较差,水道容易堵塞、使零部件使用寿命缩短。
另一存在的问题是,其冷却水路内一旦凝结水垢或有杂物进入水道堵塞后很难进行维修和对水道的清理、疏通。
2 电极臂结构的改进设计
2.1上电极臂的结构设计
研制过程中发现,对点焊机的上、下电极臂改制如果仍然采用原来的结构形式,只是简单地把电极臂加长,虽然满足了焊接防爆灯保护网罩对电极臂长度的工艺要求,但对于其内部的冷取水循环水道的开设却带来了相当大的难度,即使如此长度的水道开设成功,仍然无法解决水道狭窄易堵塞、清理维修困难的问题,更无法改善冷却水的循环冷却效果。
鉴于上述情况,笔者在进行大量的实践、试验和研究后,对现行点焊机的上、下电极臂结构进行改进设计,并于2012年9月获得了国家技术专利证书(专利号:ZL201120499895.X)。
把上电极臂1、下电极臂6(图3所示)整体改变成为由多个零部件组成的分体式结构,并使长度尺寸加长至600 mm,从而适用焊接矿用防爆灯具保护网罩。
其具体结构见图4所示,上电极臂由进水接头1、上固定轴2、上主体外管3、上主体内管11、出水接头4、上电极座5、上电极8、上电极水接头6、7等组成。下电极臂由进水接头12、下固定轴13、下主体外管14、下主体内管15、下电极座10、下电极9和出水接头16等组成。
2.1.1上主体外管
图4所示,用φ70 mm的紫铜空心管在车床上加工出左、右两端1.5 mm螺距的内螺纹形成上主体外管3。主体外管3一端的内螺纹与上固定轴2的外螺纹连接,另一端内螺纹与上电极座5外螺纹连接后形成点焊机上电极臂主体外管结构。

2.1.2上固定轴与上电极座
图4中所示,上固定轴2和上电极座5使用铬青铜棒加工。上固定轴2右端面加工一锥度为1:20的内锥圆止口,上电极座5左端面也加工一相同尺寸的内锥圆止口。 在上电极座5左端面内锥圆止口上加工出一导水槽A,可使上主体内管11的冷却水经导水槽A流入上电极臂主体外管3内部,见图4所示。
2.1.3上主体内管结构
用φ50 mm的紫铜空心管,其两端各加工一与上固定轴2和上电极座5内锥圆相配合的外锥圆,从而形成上主体内管11。上主体内管11一端外锥圆与上固定轴2右端面上的内锥圆止口配合,另一端与上电极座5左端面内锥圆止口配合,从而形成上电极臂的主体内管结构。
2.2下电极臂的结构设计
2.2.1下主体外管
图4所示的下电极臂,结构组成上基本同上电极臂相同。用紫铜空心管制成左、右端均有1.5 mm螺距内螺纹的下主体外管14,其一端与下固定轴13的外螺纹连接,另一端内螺纹与下电极座10的外螺纹连接,形成点焊机下电极臂的主体外管结构。
2.2.2下固定轴与下电极座
图4中所示,下固定轴13和下电极座10同样使用铬青铜棒加工。下固定轴13右端面加工一锥度为1:20的内锥圆止口,下电极座10左端面也加工一相同尺寸的内锥圆止口。
2.2.3下主体内管结构
下主体内管15一端外锥圆与下固定轴13右端面上的内锥圆止口配合,另一端与下电极座10左端面内锥圆止口配合,从而形成下电极臂的主体内管结构。 在下电极座10左端面内锥圆止口上加工出一导水槽B,可使下主体内管15的冷却水经导水槽B流入下电极臂主体外管14内部,如图4所示。
3 组装与生产应用
3.1电极臂的组装
具体实施应用时,按照各零部件的先后顺序分别进行组装:将上固定轴2与上主体外管3的左端内螺纹连接旋紧固定,把上主体内管11的左端外锥圆插进上主体外管3内并与上固定轴2的右端面上的内锥圆止口锥度配合,把上电极座5的左端外螺纹旋进上主体外管3右端内螺纹内,同时使上电极座5的左端面上的内锥圆止口也与上主体内管11的右端外锥圆自动认准方向紧紧配合。通过组装后在上主体外管3和上主体内管11之间形成了贮存冷却水的两层内部空间,形成了完整的上电极臂的循环水路。由于下电极臂的结构原理与上电极臂完全相同在此不再另作叙述。
从图4所示可以看出改进后的点焊机上、下电极臂具有完全相同的结构原理,(只是出水接头设置位置和上、下电极的结构有区别)把上、下电极臂分为固定轴、主体外管、主体内管和电极座等几部分使之成为分体式结构。其中主体外管承担着把各个独立的部件联系在一起同时也负担着导电功能的重要作用,主体内管在具有导电功能的同时又起到了支撑稳固作用。由于内、外两管的设计实现使得上、下电极臂内部形成了内外两层冷却水循环空间,这样既扩大了内部空间又增大了冷却水容积最终改善了冷却条件。从改进后的上、下电极臂的结构中我们可以看出一个清晰的冷却水内部循环水路:从变压器流出的冷却水,自上电极臂的上进水接头8(见图4)进入上主体内管11内经导水槽A处流入到上主体外管3的内部,从出水接头4流出后进入上电极8的进水接头6在上电极8内部循环后,经上电极出水接头7流出进入下电极臂。上电极臂流出的冷却水进入到下电极臂,经下进水接头12流入下主体内管15的内部后从导水槽B处流进下主体外管14内部,最后经回水接头16流出回到水箱。
此结构的上、下电极臂具有合理的水循环水路,冷却效果提高从而大幅度降低了冷却水的温度,可把水温控制在不会凝结水碱的合理状态。另外其内部又拥有较大的容积可容纳一定的污物,因此使用中大大减少了维修清理频率。
3.2电极臂的维护清理与生产应用
如需对电极臂维护清理其操作过程如下:首先将电极座逆时针方向旋转后松开取下,然后松开主体外管与固定轴的螺纹使之分离,再把主体内管从固定轴的内锥圆止口内拔出,即可对各个分离的部件进行维护清理。完成清理后,电极臂恢复组装的过程与上述过程相反。
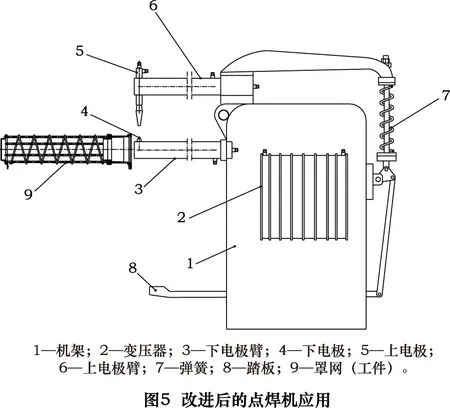
将图2所示的保护网罩套装在改进后的点焊机的下电极臂上,图5所示,按照罩网9的螺旋线轨迹旋转前进,踩下脚踏板8,依次对各个连接点进行点焊即可完成整个防护网罩的焊接。
4 结语
本文主要针对现行常规的DN系列点焊机电极臂的改进设计和实际生产应用等方面,进行了详细论述。通过深入研究和经实际生产验证后发现:
(1)改进后的上下电极臂的结构简单、合理,安装方便并易于维护,达到了对电极臂内部的循环水路进行方便的清理、维修和疏通的目的。
(2)此结构的上、下电极臂优化了内部水循环水路,使冷却效果显著提高,从而大幅度降低了冷却水的温度,可把水温控制在40 ℃以下,不会凝结水碱的合理状态。极大地改善了上、下电极臂,上、下电极等内部冷却环境。其内部拥有较大的空间容积,可容纳一定的水垢或杂物、污物,在使用中大大减少了维修、清理频率,延长了设备的使用寿命。
(3)改进后的点焊机完全可以满足焊接矿用防爆灯具保护网罩的工艺性、特殊性要求,有效拓宽了设备的使用范围,显著提高了生产效率。
[1] 邱言龙,雷振国,聂正斌. 电阻焊与电渣焊技术快速入门[M].上海:上海科学技术出版社,2011.
[2]张永吉,乔长君. 电焊机维修技术[M].北京.化学工业出版社,2011.
[3]刘春玲. 焊工实用技术手册[M].合肥:安徽科技出版社,2013.
[4]顾德均. 康健,田建学.机械设备改装设计与实施[M].北京:国防工业出版社,2008.
[5]魏继昆,谭蓉. 先进焊接设备与维修[M].北京:机械工业出版社,2007.
[6]陈洪峰.一种焊接矿用防爆灯具保护网罩的点焊机:中国,201120499895.X[P].2012-09-19.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Improved design and application of a spot welding electrode arm
CHEN Hongfeng, YANG Dong
(Jiangsu Normal University, Xuzhou 221116)
According to the current DN series spot welding, electrode arm of the modified design, make it become a kind of special spot welding machine welding protective net cover of mine explosion-proof lamp, in order to satisfy the process demand to protect net cover spot welding, broaden the scope to improve equipment, increase the use efficiency and service life of the equipment.
arm; technical requirements; circulating water; clean dredge; cooling effect
TH17
B
10.19287/j.cnki.1005-2402.2016.08.033
陈洪峰,男,1971年生,现从事实践教学工作,独立发表科技论文多篇,先后独立设计多种产品类型的工装、冲裁模具、型腔模具、拉伸成型模具,以及多种设备的实用性专用性改造设计。
(编辑汪艺)(2016-01-05)
160844
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
化肥设计(2022年2期)2022-04-28
养猪(2021年5期)2021-11-27
石油矿场机械(2020年5期)2020-09-29
摄影与摄像(2020年11期)2020-09-10
摄影与摄像(2020年11期)2020-09-10
中国外汇(2019年10期)2019-08-27
商周刊(2017年5期)2017-08-22
现代企业(2015年8期)2015-02-28
现代企业(2015年6期)2015-02-28
