
基于国产装备的钛合金TC4高效铣削试验研究*
2016-08-31 04:03:28李亮亮李鹏飞杜宝瑞初宏震
制造技术与机床 2016年3期
李亮亮 李鹏飞 杜宝瑞 初宏震
(①沈阳飞机工业(集团)有限公司技术中心,辽宁 沈阳 110850;②东北大学机械工程与自动化学院,辽宁 沈阳 110004)
基于国产装备的钛合金TC4高效铣削试验研究*
李亮亮①李鹏飞②杜宝瑞①初宏震①
(①沈阳飞机工业(集团)有限公司技术中心,辽宁 沈阳 110850;②东北大学机械工程与自动化学院,辽宁 沈阳 110004)
钛合金TC4在航空领域得到广泛应用,然而其加工效率极低。以民机零件为试验对象,开展了钛合金高效铣削试验,试验结果表明:乳化液更利于切削热量的排放,减少刀具磨损,延长刀具寿命;利用3轴和5轴配合加工方式,可以提高航空工件曲面的加工效率,曲面重构可以提高工件的加工表面质量;合理的切削参数,能够充分发挥国产装备的切削性能,材料去除率达到了75cm3/min。
TC4;铣削;刀具寿命;曲面加工;材料去除率
钛合金TC4以其密度小、强度高、耐高温、抗腐蚀性好等特点,在航空、航天等领域得到广泛应用。但由于其导热系数小、化学活性大、弹性模量小,使得钛合金切削加工性较差,主要表现在切削温度高、变形系数小、单位面积切削力大,在切削刃附近,冷硬、粘刀现象和刀具磨损都很严重[1-2],导致钛合金加工效率极低。为了提高钛合金工件的加工效率,国内外学者在切削力、切削温度、刀具磨损、材料去除率等方面,开展了大量仿真及试验研究。
MartinBaker采用二维正交切削模型研究切削速度对切削力和切屑形成过程的影响,通过仿真分析再现了实验中出现的随着切削速度的增加切削力减小的现象[3]。刘胜基于ABAQUS研究了钛合金切削过程的切削力一般规律[4]。Z.G.Wang等采用不同冷却方式(乳化液、干切、微量润滑)进行钛合金连续和断续切削,并进行了试验验证[5]。MasafumiKikuchi通过切削温度研究钛合金Ti6A14V的切削加工性[6]。范依航建立了刀具磨损图,研究了刀具磨损对切削用量的影响及其与材料去除率的关系[7]。王晓琴对钛合金TC4在高效切削时的刀具磨损及寿命进行了深入了研究,发现刀具与工件、切屑接触以粘结为主,摩擦温度随切削速度增加而增加,硬质合金的磨损是粘着、扩散、氧化、剥落以及破损的综合结果,并且通过仿真及试验证明了刀具刃口的磨损会造成主切削力的迅速增大[8]。李兴泉采用法国FOREST-LINE公司生产的三坐标龙门铣V2-3500B作为试验机床粗加工钛合金,应用陕硬无涂层刀具时,最大材料去除率达到10.08cm3/min,应用日本黛杰工业株式会社的整体涂层硬质合金刀具时,最大材料去除率达到60.80cm3/min,应用瑞典山高公司的镶齿涂层刀具时,最大材料去除率在14.90cm3/min[9]。国内的航空企业钛合金粗加工材料去除率通常在25~35cm3/min。本文面向实际生产,以沈阳中捷机床VMC25100u为试验机床,以中航工业陕西硬质合金工具公司的整体镶齿硬质合金刀具为加工试验刀具,以民机C919吊口框为试验工件,开展了基于国产装备的钛合金TC4高效切削试验研究。
表1Ti6Al4V的化学成份

TiAlVFeCNHO其他元素单个总和余量5.5~6.83.4~4.50.300.100.050.0150.200.100.40
表2Ti6Al4V的力热性能

弹性模量E/GPa屈服强度σb/MPa剪切强度τ/MPa密度ρ/(kg/m3)泊松比ν热导率λ/(W/m·℃)比热容C/(J/kg·℃)10996365644400.346.8611
1 试验准备
1.1工件材料属性
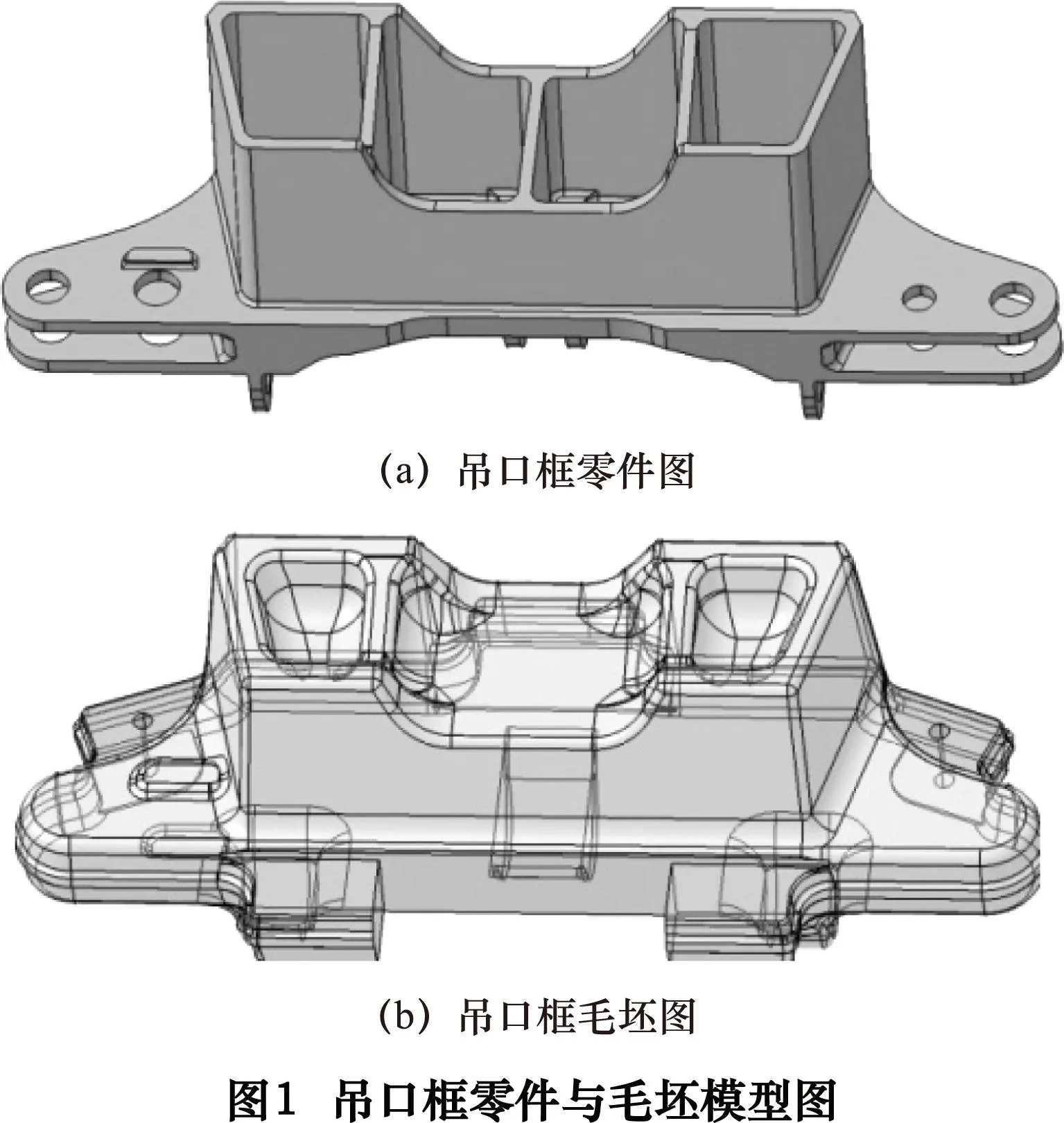
本试验选用民机C919吊口框为加工对象,材料为TC4,属于(α+β)钛合金,锻造处理,普通退火,材料规范服从CMS-Ti-203,材料外廓尺寸为800mm×300mm×250mm,其零件模型及毛坯模型如图1所示。从毛坯与零件的对比图可以看出,材料去除量极大。材料的化学成分如表1所示,力学性能如表2所示。
1.2刀具信息
粗加工刀具选用中航工业陕西硬质合金工具公司的整体镶齿硬质合金立铣刀,无涂层,代号1251-2641-4,直径40mm,4齿,刀具总长255mm,切削总长110mm,切削刃长90mm,底角半径4mm。
1.3机床性能
机床工作台尺寸2 000mm×800mm,承重5 000kg,主轴最大转速4 000r/min,最大扭矩882N·m,最大功率30kW,A轴、B轴的最大摆角均为±30°,可适用于本试验的5轴工件加工。
2 试验方案
由图1可知,工件的结构基本对称。在本试验中,选择工件的右半部分进行切削试验研究。根据其结构特征及航空结构件的实际加工状态,拟从以下3方面开展试验:
(1)不同冷却方式的试验。在风冷、风冷+冷却水、乳化液3种冷却方式下,进行大切削量试验,分析刀具的磨损状态及工件表面质量情况。
(2)扭曲曲面优化处理及加工。钛合金多用于飞机结构件的梁、框、接头等,而这些零件大多是5轴类零件,且常有复杂曲面。因此,本文以吊口框的典型曲面为例,采用三轴和五轴加工相结合的工艺方法,通过对扭曲曲面的重构,开展曲面的高效切削试验。
(3)高效切削试验。基于工件结构特征,结合国产装备性能,突破传统模式切削参数,开展大切深大切宽试验,分析材料去除率及工件表面质量。
3 试验结果与分析
3.1不同冷却状况下的刀具磨损与分析
图2是在风冷干铣情况下的刀具磨损图。压缩空气为6Pa,刀具切削时间仅为0.5h,切削过程中,切削底刃出现红热状态,从图中可以看出,刀具出现了崩刃、脱落、破损情况,且刀体下半部分呈暗红色,说明在切削过程中,刀具持续处于高温状态。图3是风冷+冷却水切削情况下的刀具磨损图。此种情况下,冷却并不充分,刀具持续切削时间为1.3h,可以看到刀具底刃磨损严重,侧刃出现了氧化、腐蚀现象,这是由于大量切屑堆积于切削刃附近、热量不易排出所致,同时在侧刃出现了微小的崩刃。图4是由于冷却不充分而使得在切削过程中产生大量的热量将冷却水雾化的现象图。图5是应用乳化液充分冷却的情况下的加工现状图。刀具持续切削时间累积约31h,完成工件试验部分的整个粗加工过程。发现刀具磨损均匀,在此冷却情况下尚能用于钛合金的粗加工。


3.2扭曲曲面重构与加工
图6中B处是被加工的扭曲曲面,它分别与A处5轴面和C处3轴面相切连接,传统的加工方法是根据A、B、C面做面偏置加工,需要机床主轴头频繁、连续摆动加工,且毛料去除量极大,加工效率极低。本试验方案是选择A、B、C面上边界做三轴投影,通过定轴方式完成曲面的大余量切削,余量1mm,原因是三轴方式可以充分发挥机床固有刚性,提高主轴转速和进给速度;然后通过面偏置形式完成曲面的半精加工,为了保证扭曲曲面的加工精度,各曲面余量均为0.5mm,易于实现曲面精加工时切削力的稳定。在曲面精加工仿真时发现,曲面出现了刀轴摆动所留下的变轨纹路,如下图7所示。在对模型剖解分析后认为,飞机零件设计人员在设计零件模型时仅考虑结构形状,忽略了零件加工所需的曲面光滑衔接、整体面片,因此,为了能加工出光滑曲面,对扭曲面B进行了重构,在此曲面上下各取5点,通过三次样条曲线拟合曲面,不仅保证各节点间相切,同时保证此曲面与相邻两面相切,通过combinparelm5轴加工方式,加工出的曲面如图7所示。

3.3粗加工高效切削结果与分析
在应用国产刀具情况下,结合钛合金工件结构与切削经验,为了最大限度发掘国产机床的切削性能,制定了切削参数试验表3。试验结果表明,在试验1组和2组切削参数下,机床主轴头抖动剧烈,切削过程极其不稳定,出现“碰切”现象,此时材料去除率达到90cm3/min,说明机床尚不完全具备在此情况下的大去除量切削。在试验3组情况下,机床主轴头抖动仍然明显,说明抖动与切削深度关系不大,在试验4组和5组中,随着主轴转速的降低,机床抖动幅度也随之减小,切削过程趋于稳定。试验6组和7组均能稳定切削,因此,选用第6组应用于工件的切削,其粗加工材料去除率达到了75cm3/min,相比国内航空企业钛合金粗加工材料去除率,提高2.1~3倍。图8和图9分别是第6组试验加工情况图和工件加工后的效果图。
4 结语
基于国产装备,以民机C919吊口框为试验零件,开展了航空钛合金TC4的高效切削试验研究,得出如下结论:
表3切削参数试验表

组号主轴转速/(r/min)进给速度/(mm/min)切削深度/mm切削宽度/mm1360240755230024075533002401054280220755526020075562202007557200180755
(1)冷却对钛合金加工非常重要。风冷不利于钛合金切削,严重影响刀具磨损及寿命;冷却水容易导致刀具氧化、腐蚀,影响刀具寿命;采用充分的乳化液冷却,可以延长刀具寿命,易于实现高效切削。
(2)扭曲曲面的3轴+5轴方案切削,可以提高曲面的加工效率,通过对航空工件的曲面重构,可以提高工件的加工精度。
(3)选择合理的切削参数,可以充分发挥国产机床及刀具的切削性能,材料去除率能够达到75cm3/min。

[1]HuangPanling,LiJianfeng,SunJie,etal.Studyonperformanceindrymillingaeronauticaltitaniumalloythin-wallcomponentswithtwotypesoftools[J].JournalofCleanerProduction, 2014,67:258-264.
[2]YangDong,LiuZhanqiang.StudytopographyanalysisandcuttingparametersoptimizationforperipheralmillingtitaniumalloyTi-6Al-4V[J].JournalofRefractoryMetalsandHardMaterials, 2015,51:192-200.
[3]MartinBaker.Finiteelementsimulationofhigh-speedcuttingforces[J].JournalofMaterialsProcessingTechnology,2006,176(1-3):117-126.
[4]刘胜.钛合金正交切削的温度场和切削力仿真与试验研究[D].南京:南京航空航天大学,2007.
[5]WangZG,RahmanM,WongYS,eta1.Studyonorthogonalturningoftitaniumalloyswithdifferentcoolantsupplystrategies[J].InternationalJournalofAdvancedManufacturingandTechnology,2009,42(7-8):621-632.
[6]MasafumiKikuchi.Theuseofcuttingtemperaturetoevaluatethemachinabilityoftitaniumalloys[J].ActaBiomaterialia, 2009,5(2):770-775.
[7]范依航. 高效切削钛合金刀具磨损特性及切削性能研究[D].哈尔滨:哈尔滨理工大学,2011.
[8]王晓琴. 钛合金Ti6Al4V高效切削刀具摩擦磨损特性及刀具寿命研究[D].济南:山东大学,2009.
[9]李兴泉.航空钛合金结构件高效铣削工艺研究[D].沈阳:东北大学,2010.
(编辑汪艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Experimental investigation on high efficiency milling oftitaniumalloyTC4withdomesticequipment
LI Liangliang①, LI Pengfei②, DU Baorui①, CHU Hongzhen①
(①TechnologyCenter,ShenyangAircraftCorporation,Shenyang110850,CHN;②SchoolofMechanicalEngineering&Automation,NortheasternUniversity,Shenyang110004,CHN)
TitaniumalloyTC4iswidelyusedintheaviationduetoitsexcellentcombinationofproperties,however,themachiningefficiencyislow.Inthepaper,forthepartofcivilianaircraft,experimentalinvestigationonhighefficiencymillingofTC4iscarriedoutwithhomemadeequipment,andtheresultshowsthatemulsionliquidisbetterfortheemissionofcuttingheat,andthetoolwearissmaller,thetoollifeisprolonged;themillingefficiencyisimprovedbycombiningthe3-axisand5-axismachiningschemeforthecurveofaviationparts;surfacequalityisbetterusingthereconstructionofcurvesurface;theperformanceofhomemadeequipmentcanbeexertedsufficientlyusingrationalcuttingparameters,andmaterialremovalrateachievesto75cm3/min.
TC4;milling;toollife;machiningcurvesurface;materialremovalrate
V262.3+3
A
李亮亮,男,1986年生,硕士研究生,工程师,主要从事航空钛、铝合金高效切削加工及动力学仿真技术研究。
2015-09-08)
160330
*“高档数控机床与基础制造装备”国家科技重大专项(2014ZX04001051)
猜你喜欢
制造技术与机床(2019年11期)2019-12-04 05:50:14
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
中国自行车(2018年8期)2018-09-26 06:53:32
制造技术与机床(2017年7期)2018-01-19 02:29:55
四川冶金(2017年6期)2017-09-21 00:52:30
发明与创新(2016年5期)2016-08-21 13:42:48
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
当代化工研究(2016年9期)2016-03-20 16:22:18
华东师范大学学报(自然科学版)(2014年1期)2014-04-16 02:54:52
