
基于主成分分析的18CrNiMo7-6材料理化参数无损评估方法
2016-08-30 02:19:57田贵云
无损检测 2016年8期
丁 松,王 平,田贵云
(1.南京航空航天大学 自动化学院,南京 210016;2.南京工业大学 电气工程与控制科学学院,南京 211816)
基于主成分分析的18CrNiMo7-6材料理化参数无损评估方法
丁松1,2,王平1,田贵云1
(1.南京航空航天大学 自动化学院,南京 210016;2.南京工业大学 电气工程与控制科学学院,南京 211816)
重载齿轮材料18CrNiMo7-6加工后需经渗碳处理,齿轮表面及亚表面理化参数通常需通过切割样品进行有损检测来得到,且产品无法实现全数检查。提出一种基于Barkhausen效应的无损检测方法,通过提取Barkhausen噪声信号的六个特征值并对其进行主成分分析,用降维后的主成分评估18CrNiMo7-6材料表面及亚表面马氏体、残余奥氏体含量,以及有效硬化层深度等参数。对实际产品进行检测验证,结果表明该方法是一种可对齿轮产品全数检测的有效无损检测与评估方法。
渗碳;巴克豪森;无损检测与评估;主成分分析;有效硬化层深
齿轮箱作为风力涡轮机的传动系统,长期工作在载荷及温度变化剧烈的环境中,其故障不仅导致风机整体性能下降,甚至会造成严重的设备事故[1-2]。研究表明,轮齿表面局部接触应力过大,会导致材料屈服产生塑性形变、表面刺膜或疲劳而形成微裂纹并扩展,这是引起齿轮失效的直接原因[3-5]。因此,对齿轮产品进行表面渗碳或渗氮处理以获得理想的硬度及有效硬化深度成为各风机齿轮制造企业的必要工艺。目前常用的齿轮材料表面参数检测方法主要是以硬度计测试表面硬度和有效硬化层深度,以金相仪观测微观组织结构,其均需挤压或切割被测试样表面,因而无法对产品实行全数检验,留有质量隐患;磁粉、超声两种探伤手段,虽然可在保持被测材料完整性前提下进行检测,但主要用于缺陷检查[6],对材料表面微观组织结构无能为力。实际上,齿轮制造企业不仅需要检测材料渗碳处理后的碳化物、马氏体等微观组织含量、表面硬度和有效硬化层深度(材料表面以下硬度大于HV 550的深度)等理化参数,更希望能对齿轮产品进行全数检验。
无损检测与评估技术能够在不损坏工件的前提下,通过各种能提供可靠证明的方法(如技术评价和实际测试等)和设备,检查工件缺陷以及微观结构变化情况,并开展系统性评价[7-10]。其中,Barkhausen效应是指磁畴壁在外加磁场作用下,克服各种钉扎作用产生跃动时,发出一系列电磁脉冲的现象。因噪声强度和分布与材料的微观结构,如晶界、位错、空包等,以及内应力分布紧密相关,所以,基于Barkhausen效应的MBN(Magnetic Barkhausen Noise)方法被全球磁无损检测联盟(UNMNDE)认为是材料应力和微观结构检测的有效手段。目前在材料理化参数评估领域,MBN方法主要用于材料表面硬度和硬化层深度的检测[11-14]。笔者提出一种基于Barkhausen效应的无损检测方法,通过提取Barkhausen噪声信号特征值并对其进行主成分分析,用降维后的主成分评估18CrNiMo7-6材料理化参数。
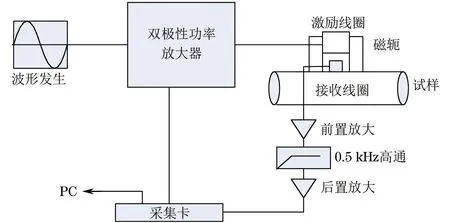
图1 Barkhausen噪声检测系统结构示意
1 试验制备
根据Barkhausen噪声产生原理,采用图1所示结构对被测试样施加交变磁场并采集噪声信号。其中,波形发生装置为Agilent 33250A信号发生器,输出频率10 Hz,峰-峰电压0.7 V正弦波;Newtons N4L LPA05B型双极性功放固定增益20 dB,其输出用以驱动U形磁轭上绕制600匝的线圈(φ0.21 mm漆包线)产生交变磁场作用于试样;试样表面的接收线圈为1 500匝(φ0.07 mm漆包线,含铁氧体磁芯);数据采集卡型号为研华DAQ2010,双通道500 kHz采样频率采集励磁电压和Barkhausen噪声信号,送入计算机存储和处理。
18CrNiMo7-6具有良好的抗拉强度和延展性,是国内外重载齿轮制造的常用材料,通常需经过渗碳或渗氮处理以获得理想的表面硬度和一定的硬化深度。其典型化学成分(质量百分数)为:C,0.15%~0.21%;Si,≤0.4%;Mn,0.5%~0.9%;Cr,1.5%~1.8%;Mo,0.25%~0.35%;Ni,1.4%~1.7%;P,≤0.025%;S,≤0.035%。
南京某齿轮制造有限公司为课题组提供了29件理化检验试样(按GB/T 3480.5-2008《直齿轮和斜齿轮承载能力计算》规定,制备φ40 mm×100 mm同质圆柱随齿轮成品同炉渗碳所得),试样外观如图2所示。采用洛氏硬度计和金相分析仪测得试样的理化参数,包括碳化物含量、马氏体含量、残余奥氏体含量、芯部组织、芯部硬度、有效硬化层深度、表面硬度,以及晶间氧化物和非马氏体组织尺寸等9个指标。图2中左侧为未经渗碳处理的圆棒试样,右侧为经过渗碳处理的圆棒,且已切割20 mm分段用于理化参数分析。

图2 18CrNiMo7-6圆棒试样

图3 集成化传感器探头
笔者采用MBN方法采集这批试样的Barkhausen噪声信号,通过特征提取及主成分分析(Principal Component Analysis,PCA)法,建立材料渗碳处理后表面理化参数与MBN信号之间的关系。为了匹配试样尺寸,将图1中磁轭、激励线圈以及接收线圈集成在一个铝制外壳(长×宽×高为110 mm×40 mm×10 mm)内,成为一集成化传感器探头(见图3),便于夹持且屏蔽空间电场的干扰。
2 结果与讨论
采用图1所示的检测系统,针对企业提供的试样,分别对其采集巴克豪森噪声,得到的典型信号如图4所示(含滤波后MBN信号及其对应的包络线)。

图4 18CrNiMo7-6试样表面的MBN信号
根据MBN信号及其包络线计算出均方根、均值、振铃、峰值、峰宽比和延迟时间等常用特征值,将相同编号的试样金相分析和硬度检测所得的理化参数与MBN信号特征值对应。分析发现,18CrNiMo7-6材料表面MBN信号的各特征值与表面硬度、有效硬化层深度,以及微观组织结构等理化参数均无单调对应关系,从而无法直接用单个特征值来评估某一理化参数的大小与变化。经计算,材料的不同理化参数与MBN信号特征值之间的互相关系数明显偏低,如表1所示。虽然振铃和延迟时间特征值与马氏体及残余奥氏体的相关系数均超过0.5,然而这两个特征值的提取均与阈值的选取关系密切;且随着马氏体或残余奥氏体含量的增加,振铃和延迟时间都呈现明显的非单调特征,因此以其作为评估马氏体及残余奥氏体的指标,在工程应用中难度较大。
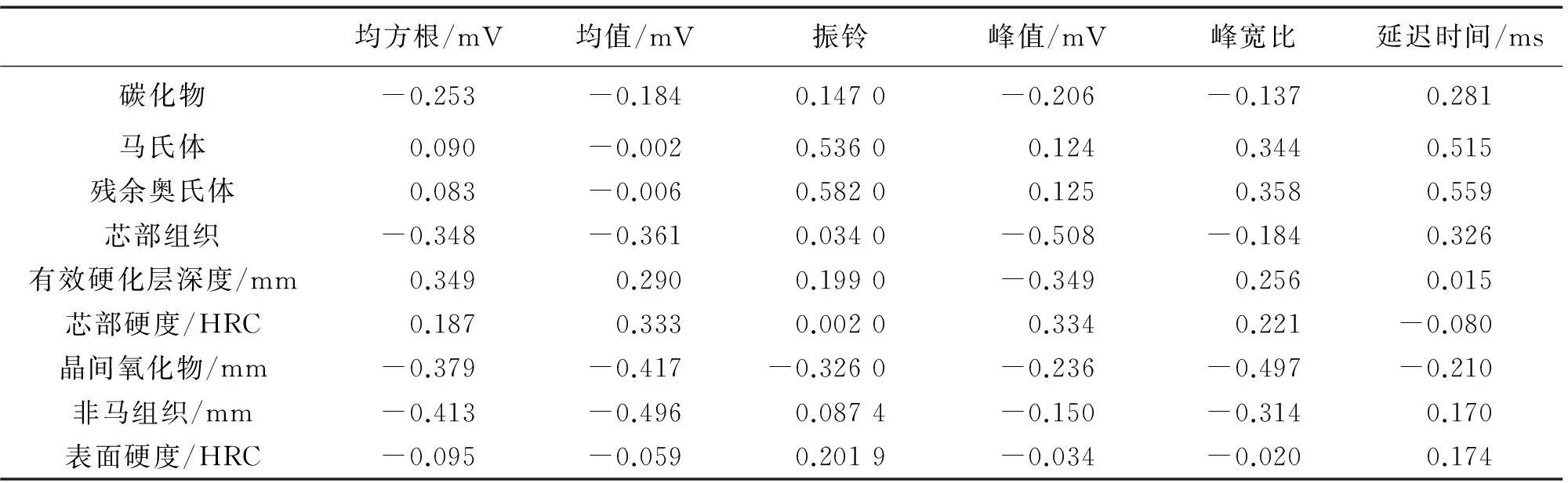
表1 18CrNiMo7-6渗碳理化参数与MBN信号特征值的相关系数
由理论分析可知,热处理导致材料微观结构发生改变,从而改变了材料的机械性能,同时,这样的微观结构的变化也引起了固定外加磁场下MBN信号的变化,所以材料热处理后的理化参数与MBN信号之间必然存在联系。考虑到MBN信号本质上是随机电磁脉冲信号的集合,笔者针对MBN信号多个特征值采用PCA方法[15-16],以降维处理后的主成分评估18CrNiMo7-6的渗碳理化参数。
用MBN信号特征值构成样本矩阵S(29×2),为避免个别数值大的向量“淹没”其他向量的信息,在进行PCA计算前首先根据式(1)对样本矩阵进行标准化处理,得到标准阵P,使其各向量的取值均在0~1之间。
(1)


[1.479 1,0.196 9,0.036 8,0.018 4,0.018 2,0.002 6]
可以看出特征值由大到小排列,前两个特征值之和达到所有特征值之和的95%,故选取前两个特征值对应的特征向量构成的模式矩阵为:

用原样本矩阵S(29×6)与此模式矩阵C(6×2)相乘获得新的数据矩阵A(29×2),完成对原样本矩阵的降维。矩阵A的两个列向量即为主成分PC1和PC2,绘制主成分PC1、PC2与18CrNiMo7-6渗碳后的表面硬度及有效硬化层深度的对应关系如图5。
由图5可以看出,随着材料表面硬度增加,PC1和PC2均无明显变化规律,然而有效硬化层深度与PC1、PC2的关系呈现两个显著特点:
① 在有效硬化层深度3 mm附近,PC1和PC2出现集聚(图中圆圈区域)。
② 除上述点外,PC1和PC2均随着有效硬化层深度增加而呈现递增趋势。
PC1和PC2与材料渗碳处理理化参数的对照见表2。表中:以等级1~5级描述碳化物马氏体、残余奥氏体、芯部组织的含量及分布形态;振铃为一个周期的巴克豪森噪声中,超过给定阈值的电磁脉冲的个数,不写量纲。不难看出图5中PC1和PC2数值相对明显偏高的点的对应样品,其马氏体和残余奥氏体含量指标也明显高于其他样品。

表2 18CrNiMo7-6热处理后理化参数与PC1、PC2对照表
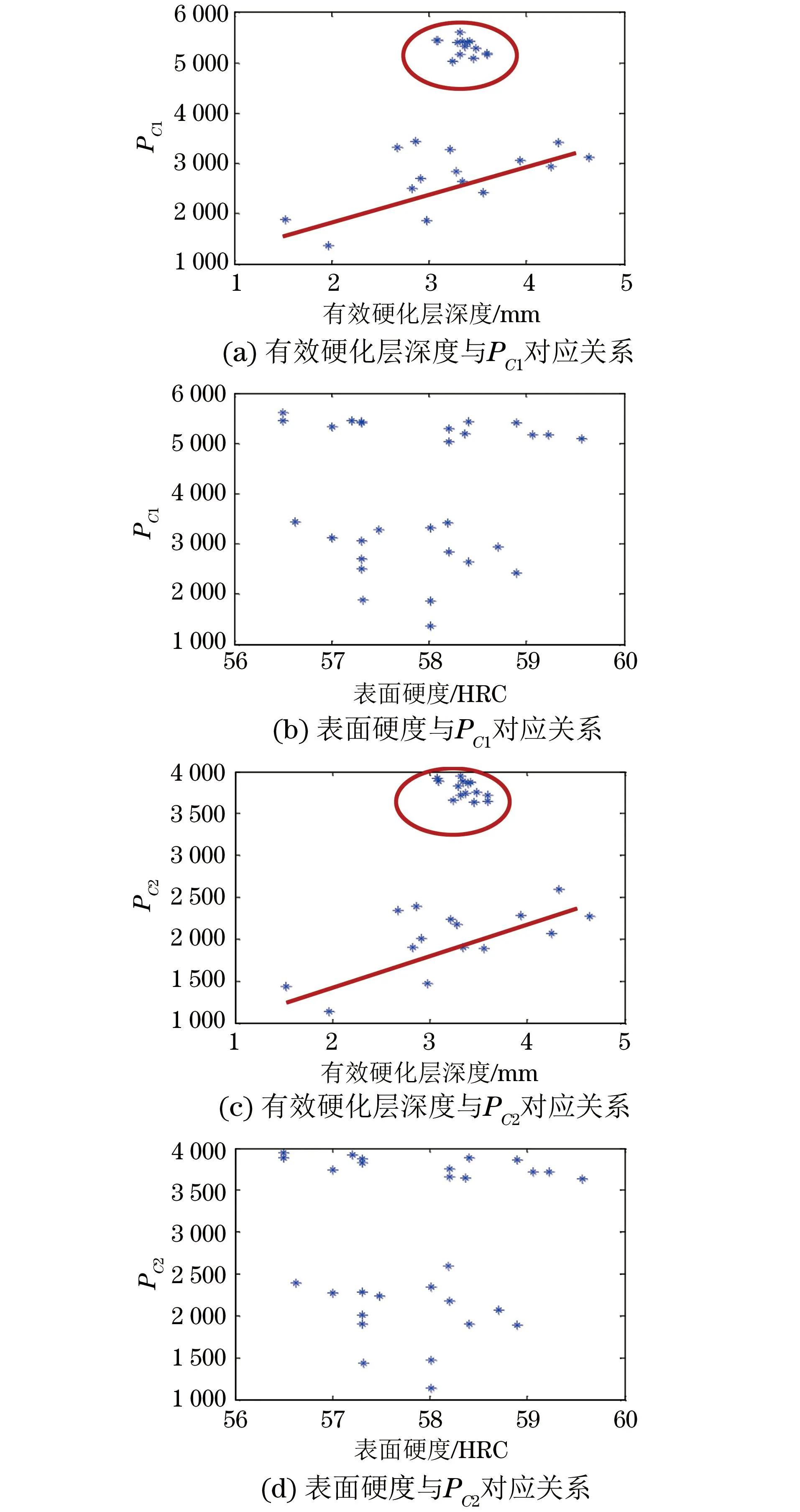
图5 18CrNiMo7-6热处理后有效硬化层深度及表面硬度与主成分间的关系
3 结论
(1) MBN信号的均方根、均值、振铃、峰值、峰宽比和延迟时间等特征值与18CrNiMo7-6热处理后的理化参数没有显著对应关系,因而无法用这些特征值直接对材料理化参数进行检测与评估。
(2) 对MBN信号特征值应用主成分分析法,经过降维处理后所得的PC1和PC2均对渗碳后材料表面马氏体及残余奥氏体含量非常敏感。因而,可以采用MBN特征值主成分分析法,无损评估18CrNiMo7-6材料渗碳处理后的马氏体与残余奥氏体含量,而并不会被其他理化参数影响。
(3) 在马氏体和残余奥氏体含量较低的前提下,PC1和PC2随着有效硬化层深度的增加而呈现递增规律,试验证明对于齿轮制造企业密切关注的有效硬化层深度这一理化指标,MBN特征值主成分分析法是行之有效的无损检测与评估方法。
[1]丁松,田贵云,王平. 风力发电设备无损检测技术研究[J]. 无损检测,2012,34(11): 37-41.
[2]刘贤焕,叶仲和.大型风力发电机组用齿轮箱优化设计及方案分析[J].机械设计与研究,2006(9):92-94.
[3]吉田秋良,大上佑司. 基于具有动态特性的小波变换的齿轮轮齿表面故障诊断[J].设备管理与维修,2006(5):45-46.
[4]白亚红,王奉涛.EMD分解和支持向量机技术在风电齿轮箱早期齿轮磨损故障诊断中的应用[J].工业控制计算机,2010,23(2): 70-71.
[5]DAVID G L. Gear crack propagation path studies-guidelines for ultra-safe design[J]. Journal of the American Helicopter Society,2001,47(1):64-72.
[6]GB/T 3480.5-2008直齿轮和斜齿轮承载能力计算(第5部分):材料的强度和质量[S].
[7]TIAN G Y,SOPHIAN A. Defect classification using a new feature for pulsed eddy current sensors[J]. NDT &E Int,2005,38:77-82.
[8]钟志明. 核电站在役检查无损检测鉴定的现状及发展[J].无损检测,2010,32(5):385-389.
[9]JILES D C. Review of magnetic methods for nondestructive evaluation[J]. NDT &E Int,1988,21:311-319.
[10]DOBMANN G,MEYENDORF N,SCHNEIDER E. Nondestructive characterization of materials. A growing demand for describing damage and service-life-relevant aging processes in plant components[J]. Nucl Eng Des,1997,171:95-112.
[11]MOORTHY V,VAIDYANATHAN S,BALDEV R,et al. Evaluation of microstructures in 2.25Cr-1Mo and 9Cr-1Mo steelweldments using magnetic Barkhausen noise[J]. Materials Science and Engineering A,1997,231: 98-104.
[12]MOORTHY V,SHAW B A,EVANS J T. Evaluation of tempering induced changes in the hardness profile of case-carburised EN36 steel using magnetic Barkhausen noise analysis[J]. NDT &E Int,2003,36: 43-49.
[14]AKI S,KAUKO L,SUVI S,et al. Quantitative prediction of residual stress and hardness in case-hardenedsteel based on the Barkhausen noise measurement[J]. NDT &E Int,2012,46:100-106.
[15]陆超,陈捷,洪荣晶. 采用概率主成分分析的回转支承寿命状态识别[J]. 西安交通大学学报,2015,49(10): 90-96.
[16]张九龙,邓筱楠,张志禹. 概率核主成分分析及其应用[J]. 计算机工程与应用,2011,47(4):165-167.
Nondestructive Evaluation Method of Carburized 18CrNiMo7-6 Parameters Based on Principal Component Analysis
DING Song1,2,WANG Ping1,TIAN Gui-yun1
(1.School of Automation Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China;2.College of Electrical Engineering and Control Science,Nanjing Tech University,Nanjing 211816,China)
The material of heavy-load gear,18CrNiMo7-6,was carburized after manufacture. Gears could not be tested exhaustively because the physicochemical parameters of surface and sub-surface material were measured by destructive methods. This paper presented a nondestructive method based on Barkhausen effect. The common six features of MBN (Magnetic Barkhausen Noise) signal were extracted for PCA (Principal Component Analysis). The principal components from dimension reduction process were used to evaluate the martensite,residual austenite and case depth in the surface and sub-surface of carburized 18CrNiMo7-6. By evaluating some products from gear faculty,this nondestructive testing and evaluation method was proven effective for gear exhaustive test.
Carburization;Barkhausen effect;Nondestructive testing &evaluation;Principal component analysis;Case depth
2016-03-03
江苏省研究生创新基金资助项目(CXLX11_0184)
丁松(1977-),男,博士研究生,主要从事电磁无损检测技术研究。
丁松,E-mail: dingsong@njtech.edu.cn。
10.11973/wsjc201608003
TH878;TG115.28
A
1000-6656(2016)08-0012-05
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:20
数学物理学报(2021年5期)2021-11-19 07:01:12
中国特种设备安全(2021年11期)2021-05-05 06:13:08
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19 08:38:40
装备制造技术(2020年1期)2020-12-25 05:18:00
科技风(2019年23期)2019-10-21 21:09:05
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:51
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
东北电力大学学报(2015年1期)2015-11-13 05:20:25
