
辅料库物流系统托盘组回库控制方式的优化
2016-08-23 09:29江西中烟工业有限责任公司赣州卷烟厂何善懋伍先民
物流技术与应用 2016年7期
江西中烟工业有限责任公司赣州卷烟厂/何善懋 伍先民
辅料库物流系统托盘组回库控制方式的优化
江西中烟工业有限责任公司赣州卷烟厂/何善懋伍先民
本文结合赣州烟草工业有限责任公司在物流自动化改造方面的实践经验,对辅料库物流系统托盘组回库控制方式的优化进行了介绍,通过优化达到了优化入库路线,节省能耗和入库时间,提高入库效率的目标。
烟草辅料仓库、托盘组回库控制、优化改进
近年来,伴随自动化技术的快速发展,实现烟草生产自动化势在必行,这不但有利于提高生产率,也能帮助企业提高管理水平。物流自动化是现代企业完成集成自动化的最重要基础,烟草行业大部分重点骨干企业从“九五”规划开始,就将“自动化物流系统”列入技术改造议程,以改变物流和管理自动化方面的落后状态。本文结合赣州烟草工业有限责任公司在物流自动化改造方面的实践经验,对辅料库物流系统托盘组回库控制方式的优化进行了介绍。
一、存在问题
厦门烟草工业有限责任公司辅料库入库端,主要由链式输送机、移载机以及码盘机组成。托盘组回库的主要流程为:AGV小车运送空托盘到3052站台,然后由输送机送至3055码盘机进行码盘,当码好一组托盘后输送系统会把托盘组退出来送至3034、 3025、3021任意一个站台由WCS分配。
当分配至3034站台时,以前的输送路线为A-B-C-DE-F-G,如图1。其中存在的问题主要包括:
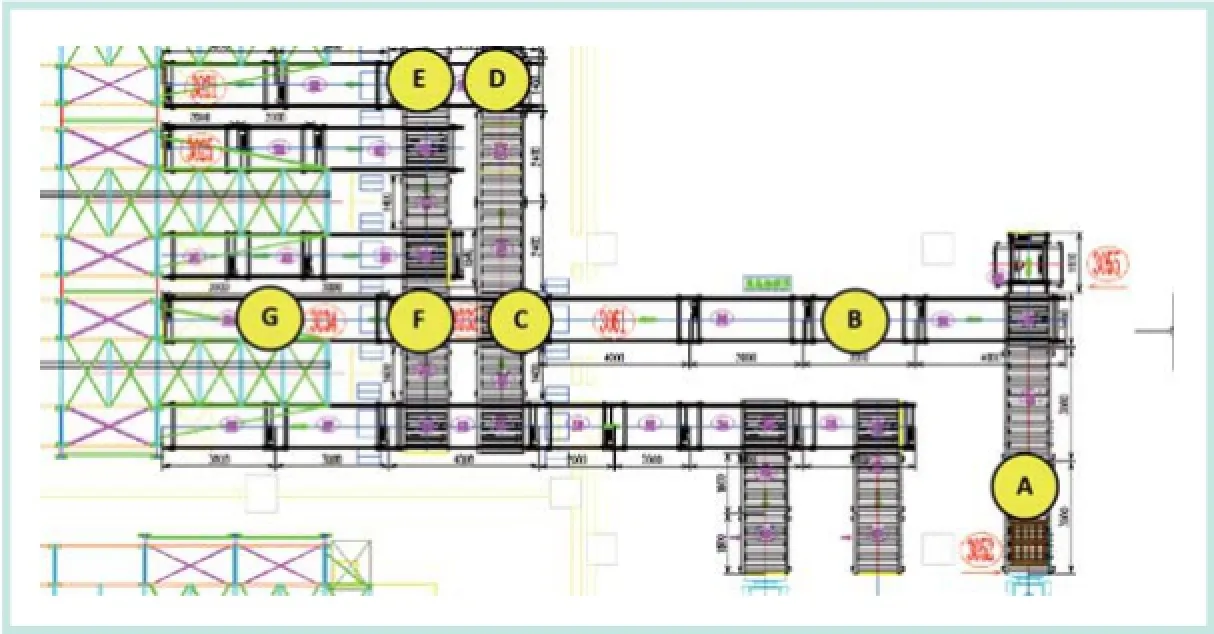
图1
1.该路线设计相当于“绕路”,造成了很大的能耗浪费。
2.时间上拉长很多,耽误了入库行质检;出库时会占用D线,导致其不能进行入库。
二、改进方法
1.首先,当托盘组回库目标地址是3034站台的时候,应该由3061通过3032站台直接进入3033站台。路线直接改为A-B-CF-G,如图2所示。

图2
当程序上检测到该货物的目标地址是3034时,3031站台下降,3032和3033链式输送机正转使托盘组直接由3032站台输送到3033站台,如图3所示。这样就改变了托盘组的输送路线。

图3
2.当辅料库同时在进行质检出库时,这时候占用了D线,则当托盘组回库中WCS分配目标地址时应只分配3034站台。这样就避免了经过D线的路径,有效避免了输送拥堵的问题,由A-B-CF-G直接送往G线,互不干扰。如图4。

图4
三、改进效果
辅料库入库控制改进后,实际运行状况良好,性能稳定可靠,并达到以下效果:1.优化了入库的路线,节省了能耗和入库时间,提高入库效率;2.系统的质检出库和托盘组回库同时进行,并且互相不再影响;3.最终保证了辅料库入库高效、稳定、低耗的运行。
猜你喜欢
小主人报(2022年5期)2022-04-01
房地产导刊(2021年10期)2021-11-22
中国食品(2021年4期)2021-03-22
中国食品(2021年2期)2021-02-24
纺织服装流行趋势展望(2020年1期)2020-02-01
领导决策信息(2018年8期)2018-05-22
消费导刊(2017年20期)2018-01-03
中国共青团(2017年4期)2017-06-05
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年4期)2016-05-04
