
基于EM-PLANT的单元式生产方式研究
2016-08-23 03:47:50毅陈庆新毛
现代制造技术与装备 2016年1期
杜 毅陈庆新毛 宁
基于EM-PLANT的单元式生产方式研究
杜 毅1,2陈庆新1,2毛 宁1,2
(1 广东工业大学,广州 510006;2 广东省计算机集成制造系统重点实验室,广州 510006)
为了适应制造业“多品种、小批量、短交期”的转变,生产方式也要由原来的刚性“流水线”逐渐转变为柔性化的日本单元化生产方式,以更好地促进生产力的发展。本文通过EM-PLANT,仿真比较新进电子厂唯一一条流水线转拉单元生产线各项指标的改善情况,并展示其在中国电子企业实施的可行性。
EM-PLANT 单元化 转拉
日本单元化生产方式的基础来自于丰田的精益“一个流”生产,是在丰田“一个流”生产的基础上,针对电子行业所作的适应性应用、提升和改进的结果。
当前,大部分中国电子企业还普遍采用批量生产方式,单元化生产的企业只在少数。而这种批量生产方式和单元化生产方式主要存在五方面的不同:生产周期不同,库存不同,产品的品质不同,现场管理的重视程度不同,人的重视程度不同。
本文结合新进厂的一条流水线改造成单元化的实际例子,试图用仿真和现场数据相结合的方法,说明两种方式的异同点。
1 现状描述及问题分析
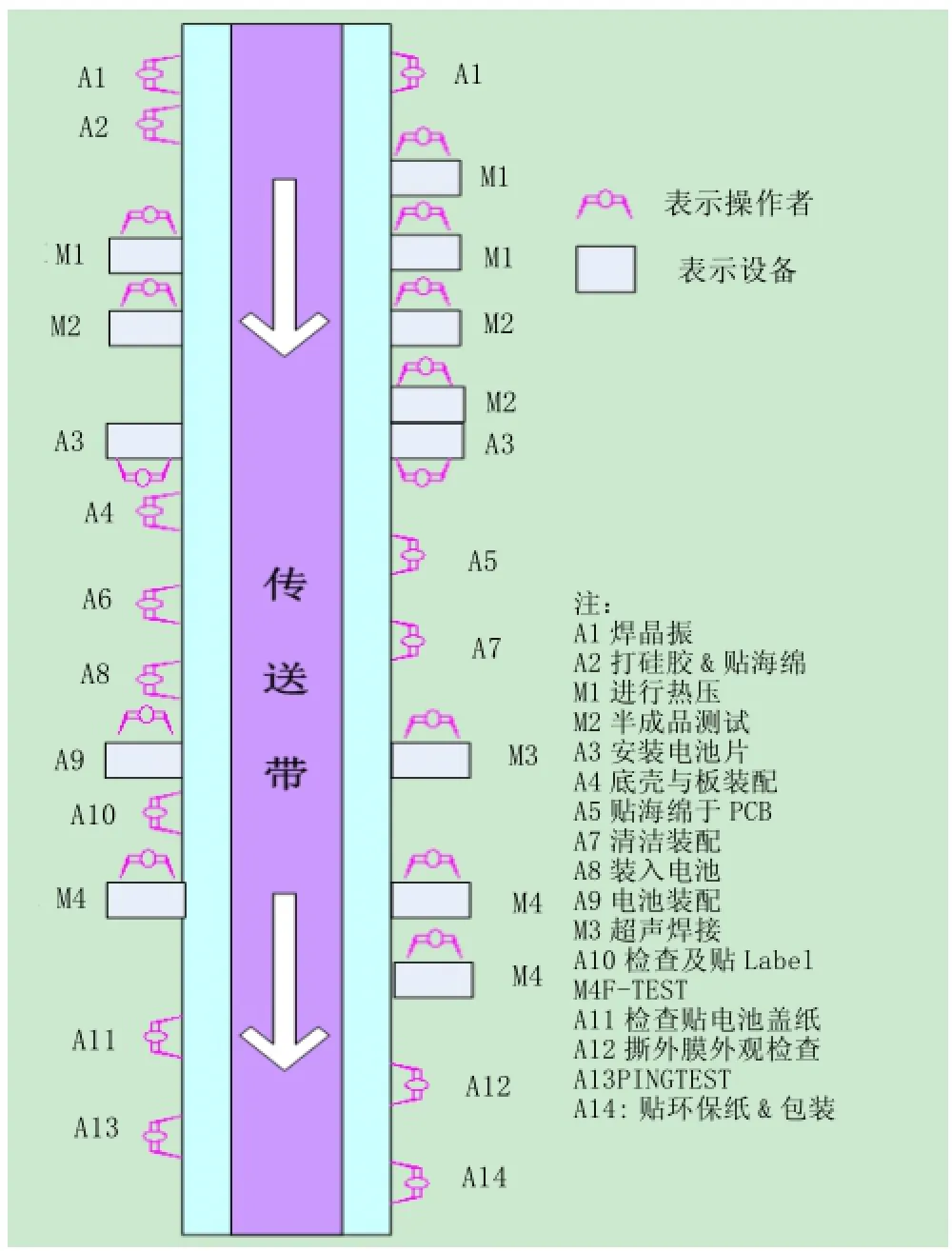
图1 密码锁流水线生产示意图
根据企业情况,企业所用的工作台一般组装位的台面规格为700×500×950,测试位规格为800×700×950,定义s=800mm,节奏r=59s,所以v=0.8/59=0.0136(m/s),流水线传送带的长度计算公式为:L=ms=X。这里,L为传送带长度,m为工作站数量,X为传送带两端的富裕量。根据企业情况,定义传送带两端的富裕量为X=1m,参考流水线平面图(见图1),m=21,所以L为17.8m。
传送带的长度为17.8m,设走道距离为1m,传送带的宽带为3m,那么一条传送带的面积为17.8×(1+3)=71.2m2,三条传送带的面积则为213.6m2。
2 仿真
在仿真图图2中,按照表1的数据,建了四个生产线,分别是右上方的流水线,中间的单U和双U单元生产线,和下面的直线单元生产线。各条生产线生产的产品种类和数量一致,建拉时间也相同,产品的产生时间也一致。只是生产线的形式不同。
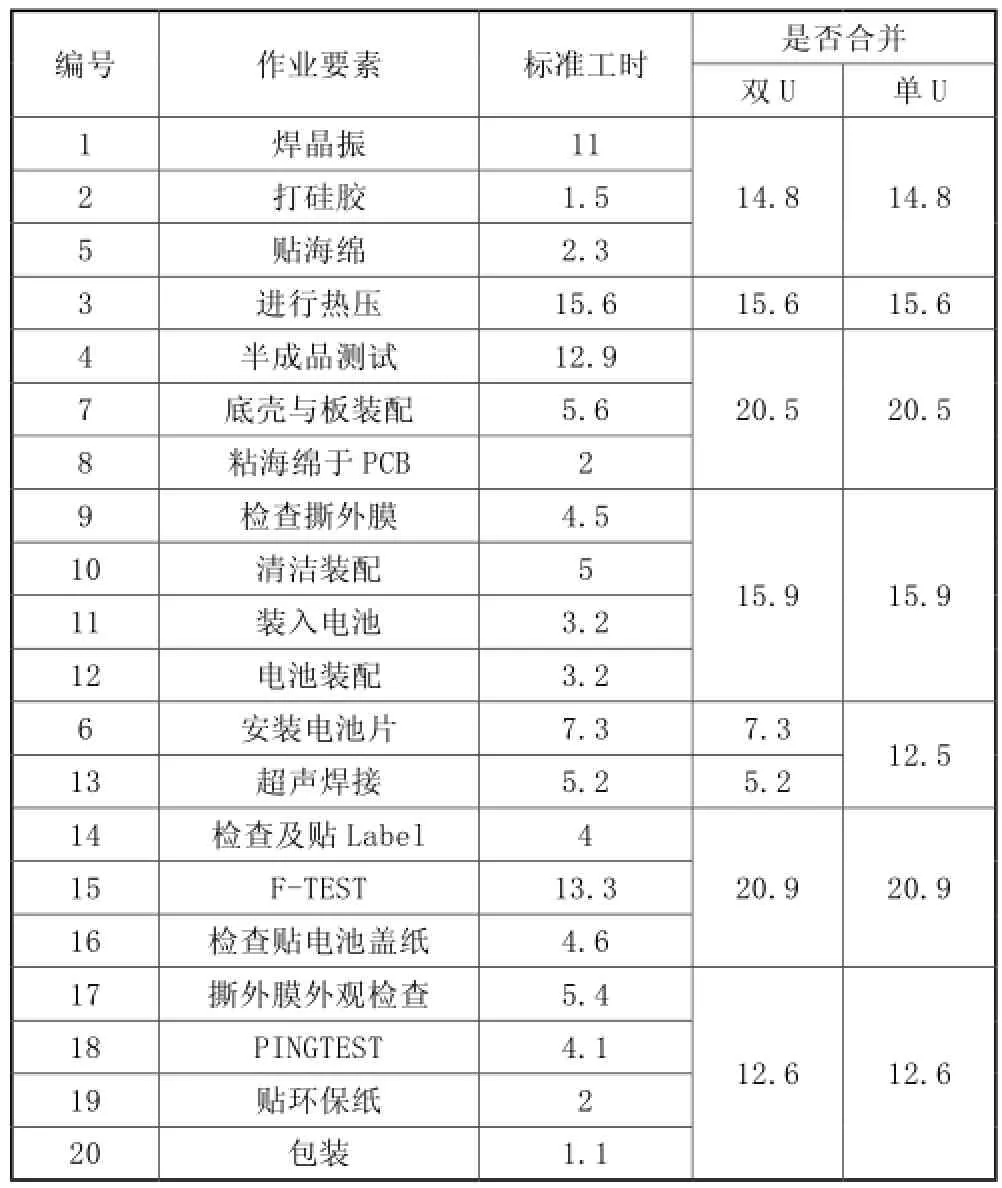
表1 小液晶显示屏生产线工序表
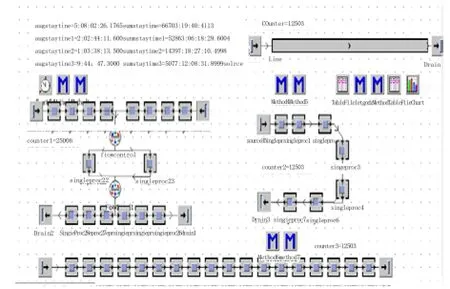
图2 EM-PLANT仿真各设备运行情况
3 结论
改变产品的数量,仿真各条生产线完成时间和平均单件的生产时间,平均到生产线每个工人的单人单件生产时间,得到图3。
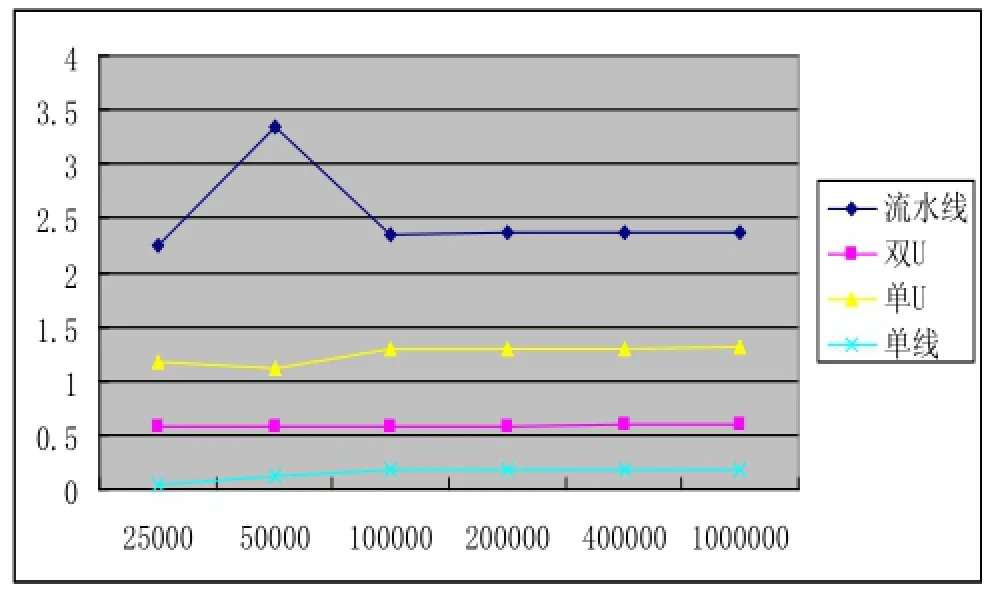
图3 不同生产线单人单件所用时间的比较图
图3的横坐标是生产件数,纵坐标是时间。从图3中可以看出,其他条件相同,只是采用不同的生产线,单位产品的生产时间存在很大差别。单线生产单人单件所用时间最少,其次是双U、单U,最后是流水线。由于单线生产物流通道所占面积较大,现场一般采用U型单元生产线。电子类行业的订单不是太大,也不是很小,所以仿真的数量取在25000到1000000之间。有条件的企业采用双U生产线。
另外,根据新进厂各条单元生产线和长拉生产线的数据从产品不良率、单位工位占用面积、单元拉的专用性、单位走动路径管理工人人数、多能工的重要性等几个方面来进行比较。
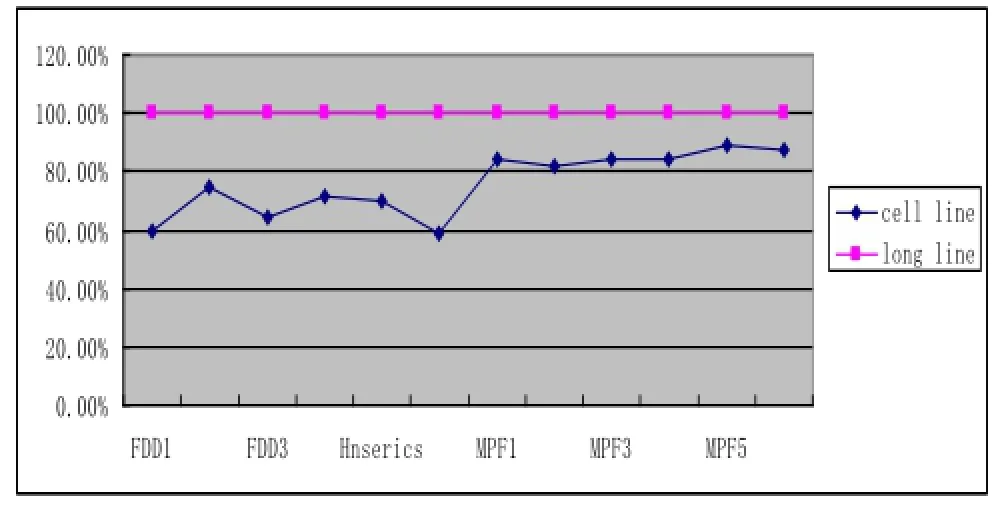
图4 cell line和long line产品不良率比较图
图4的横坐标是新进不同的生产线,纵坐标是百分比。从图4中可以看出,相对于long line线,cell line各条生产线不良率都有所下降,下降最大幅度40%,最小也有约11%。这说明单元拉生产线的优点。
图5的横坐标是新进不同的生产线,纵坐标是面积,单位是m2。从图5中可以看出,相对于long line线,cell line各条生产线平均每个工位占用面积都有所下降,下降最大幅度3m2,最小也有1m2左右。这说明单元拉生产线节省厂房面积,即节省投资。

图5 cell line和long line平均每个工位占用面积
图6的横坐标是新进不同cell line生产线,纵坐标是数量。图6中,2B06这条拉近期产品种类、型号、转拉次数频繁,但工艺和人员变化不大。从图中可以看出,cell拉更适合产品工艺大体相同的生产,其灵活性主要体现于适应多种新产品的生产,方便进行建拉和组拉。同时,专用性高,也说明其cell的指标较好。
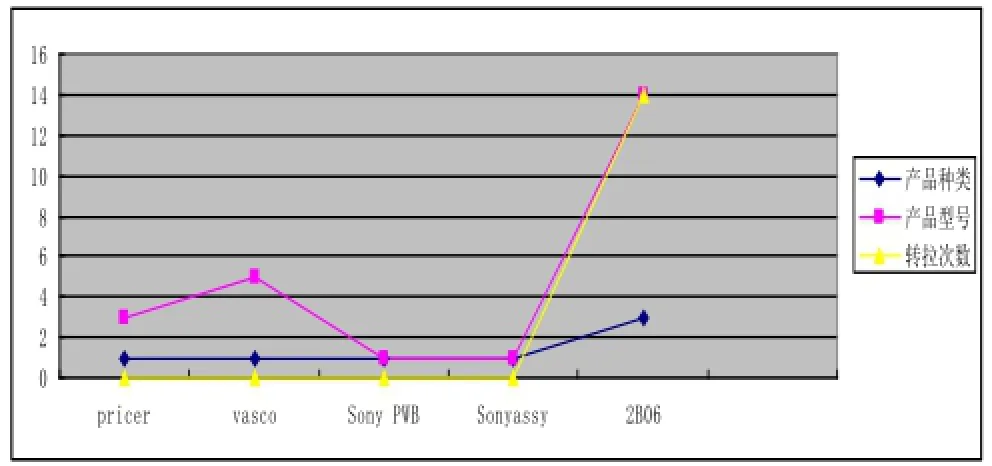
图6 各cell line转拉次数的比较
图7的横坐标是新进不同的生产线,纵坐标是单位走动路径管理员工人数,单位是人/m。从图中可以看出,相对于long line线,cell line各条生产线更加方便管理人员进行管理。
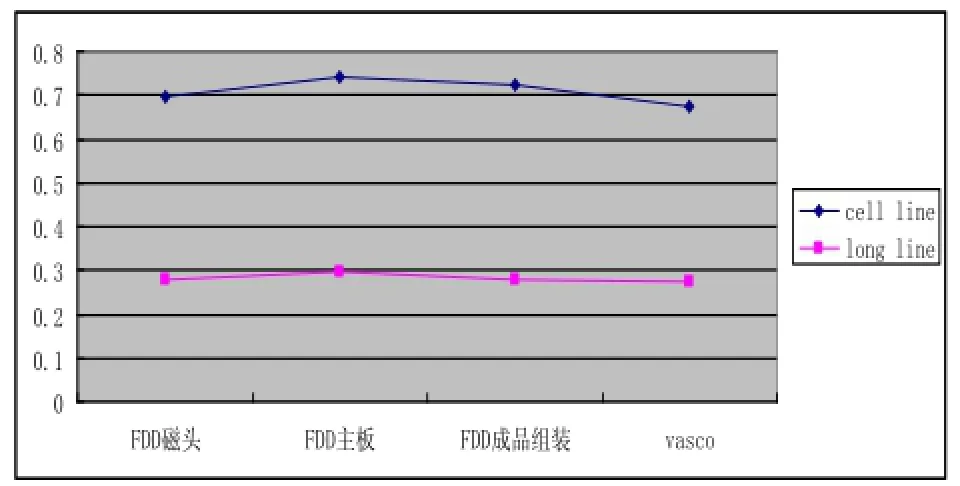
图7 cell line和long line单位走动路径管理员工人数
cell较适合工艺相差不大的产品,这样培养多能工的意义十分重大。培训多能员工,可调配到任何工位生产,以减少因拉部分员工离职造成的产能效率降低,减少标准上数时间,减少物料报废,增加员工归属感。
[1]杨文慧.基于佳能细胞生产方式的生产改善研究[J].精密制造与自动化,2007,(1):27-30.
[2]刘胜军.精益“一个流”单元生产[M].深圳:海天出版社,2009.
Based on EM - placing of cellular the production mode
DU Yi,CHENG Qingxin,MAO Ning
(Guangdong university of technology Guangzhou,Key Laboratory of Computer Integrated Manufacturing Systems Guangdong Province,Guangzhou 510005)
In order to adapt to the manufacturing “many varieties, small batch, short delivery time”, the transition from the original production methods also want the rigid “line” gradual transformation of Japan for flexibility cell line production mode. To better promote the development of productivity. This article through EM - placing simulation compared the new electronic only a line for unit production line, turn to pull each index improvement in China, show the feasibility of the implementation of electronic enterprise.
EM-placing,cell line,turned to pull
国家自然基金(51376050)。
猜你喜欢
初中生世界·八年级(2023年2期)2023-02-15 11:25:48
油气藏评价与开发(2022年2期)2022-11-27 05:04:09
现代食品科技(2022年8期)2022-09-02 05:15:08
天津音乐学院学报(2022年1期)2022-05-23 13:43:30
初中生学习指导·中考版(2022年3期)2022-03-25 16:05:28
轻工机械(2021年4期)2021-12-30 12:40:50
新课程·上旬(2020年36期)2020-12-29 12:05:39
中学生数理化·七年级数学人教版(2020年4期)2020-08-10 09:24:30
纤维复合材料(2018年4期)2018-02-18 19:02:51
中学生数理化·七年级数学人教版(2014年6期)2014-09-18 00:22:48
