日照钢铁普通中间包寿命提升研究
2016-08-22 09:42张新江田景云李增奇日照钢铁有限公司长材制造部山东日照276806
山东工业技术 2016年16期
张新江,田景云,于 广,李增奇(日照钢铁有限公司长材制造部,山东 日照 276806)
日照钢铁普通中间包寿命提升研究
张新江,田景云,于 广,李增奇
(日照钢铁有限公司长材制造部,山东 日照 276806)
针对日照钢铁有限公司长材制造部普通中间包寿命低、吨钢消耗高、金属收得率低、能耗高现象,为此,采取了一系列技术措施从原辅料控制、工艺参数调整、人工操作及以及制定合理的作业计划、生产调度等生产组织措施等多方面,2015年以来普通中间包寿命由33h提高到43h以上,为日钢降本增效奠定了基础并创造了良好的经济效益。
普通中间包;寿命提升;改进措施
DOI:10.16640/j.cnki.37-1222/t.2016.16.227
1 前言
日照钢铁有限公司长材制造部目前有1#机为5机5流大方坯连铸机,2、3、4#机为6机6流小方坯连铸机,连铸机使用的均为T型中间包,中间包容积为30吨,深度900mm, 2015年以前中包寿命偏低,为稳定生产、提高质量和降低成本,提高中间包寿命显得尤为重要。中间包寿命低造成热换次数频繁,切废增加,同时增加了工人劳动强度,严重影响了长材制造部的生产成本控制。
2 影响中包寿命原因及技术改进措施
根据对2014年中包使用情况进行汇总分析,对于不同下线原因进行数据统计,发现影响中间包寿命的主要因素是:上水口扩径、冲击区无、包壁渣线侵蚀严重。
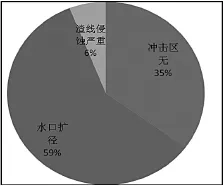
图1 影响中间包寿命因素分析
(1)中间包上水口采用长度160mm的组合锆芯。日照钢铁长材制造部连铸机采用快换式水口控流方式,上水口内径为22mm,通过改变下水口的孔径来控流,降低注流对镐芯的冲刷来提高水口寿命。目前在国内,定径水口从化学成分上分类有以下几种(见表1):

表1
本试验采用的定径水口,氧化锆含量达到97%以上,而由于生产对拉速的要求,无法采用减小内径的形式来提高寿命。经过多方论证,决定采用加锆上水口的形式,改变钢水在上水口内的流场,降低钢水冲击应力集中现象,以提高上水口寿命。
通过多次优化,将两个锆芯组合到一起,由铝碳质本体包裹,制得160mm长的上水口,将上水口套入座砖套内形成组合体。通过使用跟踪,扩径情况明显减轻,且对铸机拉速影响较小。
(2)改造稳流器冲击板。由于钢流从大包下来直接冲击稳流器,对稳流器的冲刷很厉害,严重时很可能造成穿包。为此,建议生产厂家改变了稳流器的材料、在稳流器内增加三块冲击板。本实验采用镁铝碳冲击板,氧化铝含量对冲击板的抗冲击性能影响较大,实验前后冲击板的理化指标见表2。
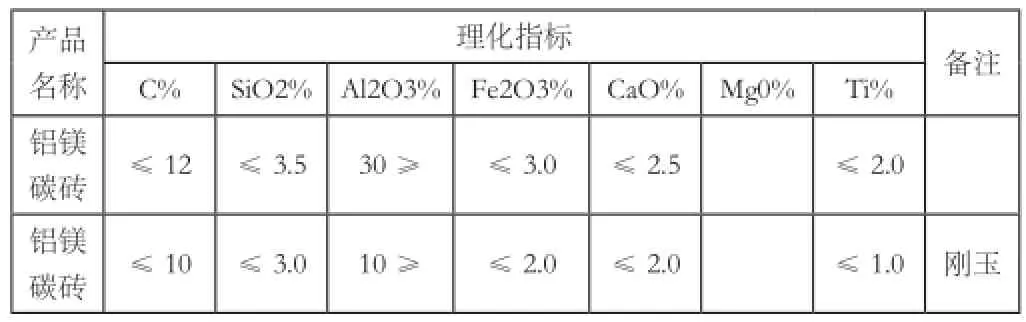
表2
在调整氧化铝含量并改用刚玉相的氧化铝成分,改进后的冲击板镶嵌在永久层,降低冲击板高度,浇注过程中减少钢水注流对冲击板的直接冲刷,降低了T型口处穿钢的机率,提高冲击区寿命。
(3)优化排渣工艺。在生产过程中随着连浇炉数提高,渣量大又不能及时排出,渣线对包衬的侵蚀严重,同时影响钢水质量。为此规范了排渣操作,并制定了考核制度,渣厚不能超过100mm,每班至少排渣两次。节奏合适要及时放渣,渣厚控制在80mm以下,防止包壁渣线侵蚀严重,发生包壁穿钢。同时大包工要加强操作,在控制好大包注余的同时,避免大量渣子放到中包内造成渣线侵蚀严重,此外排渣时注意避免将渣子溢出中包渗入中包工作层内。
(4)规范更换下水口操作和使用时间。利用下班时间组织技术人员给操作人员培训,加强实操水平、清理滑道要点、水口更换操作等减少因操作问题引起的二次开浇,降低因开流对上水口的损伤。
下滑块长时间的侵蚀会影响上水口的寿命,为此工场内部控制下滑块控制在4小时以内,进而确保提高中包寿命
3 提高中间包寿命的工艺措施和生产组织
(1)优化烘烤曲线,确保中包烘烤效果。中间包的烘烤质量直接决定着中间包的热稳定状态,从而影响到中间包开浇或快换的成功与否,对提高中间包连浇炉数,提高连铸机作业率,降低生产成本起着重要作用;同时连铸的生产节奏较快,现场的影响因素比较复杂,要求中间包具备快速烘烤的能力,烤包速度快,中间包内的气氛温度能够准确达到开浇所要求的温度。中间包在浇注过程中,特别是开浇或快换第一包中间包内温度变化稳定,具有较好的热稳定状态。以适应不断变化的生产要求。

图2 普通中间包烘烤曲线
中间包供烤的前提条件是中间包具有较好的热震稳定性,不能由于中间包的升温速度太快而把中间包工作层烤塌。影响中间包主要因素除了工作层用料自身的热震能力大小外,就是中间包水份。防氧化能力,要在中间包的烘烤过程中,使中间包内的气氛温度快速地越过低温区,特别是以均800℃,进入高温区,避免含碳耐火材料发生氧化。
中间包准备好以后,便可进行大火烘烤,时间为30min,使中间包内的气氛温度快速地跃过600℃-800℃达到1000℃以上。现行烘烤制度至少需要30min,中包内的气氛温度才能达到900℃以上,低温烘烤时间长,氧化严重,预热区60min以上,中间包开浇或者快换前大火。干式工作衬中间包不得中途停火或调小火焰,以确保中间包包壁温度达到1000℃以上,保证中间包顺利开浇及正常浇注。
(2)中包过热度控制。为保证钢水的正常浇注,中间包中包过热度严格控制在15—30。为提高第一炉的开浇成功率,转炉出钢温度比正常浇注温度高出30-40℃。按中下限控制中间包钢水温度,过热度合格率从90%提高到95%以上。
(3)合理的生产组织、调度。合理利用“2天一循环”生产组织模式,有计划的安排中间包的使用,避免中间包的浪费。正常情况,充分释放中包单包产能。转炉与连铸间的钢水衔接是保证连铸正常生产的必要条件。要求供连铸的钢水准时,与调度信息的沟通至关重要,合理的生产组织以保证中间包钢水液面稳定,同时保证中间包高液面(一般大于600mm)浇铸,以保证中间包寿命。
4 实施效果及经济效益分析
改进后中间包寿命从过去平均33h提高到43h以上,2015年10月5日中间包单包寿命53.3h,连拉钢水178炉,生产合格钢坯10553.291t。2015年中包寿命如图3所示。
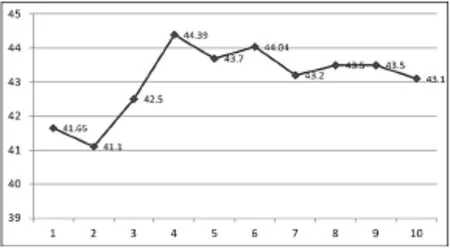
图3 2015年1月-10月普通中间包平均寿命
从图中可以看出通过技术攻关后中包寿命稳定在43小时以上。
经济效益分析:在中间包使用寿命得到了提高,降低工人劳动强度,有效的控制了因热换造成的切废,提高了铸机钢水收的率从而达到降本增效的目的。
此项目的实施,解决了使得人员优化后四炉三机的生产节奏,实现炉机匹配,为释放长材制造部产能做好基础工作,提升连铸工序铸机收得率、作业率,降低过程成本消耗,符合公司降本增效的整体发展思路,直接经济效益年节约成本81.28万元。同时节约耐材承包成本,吨钢成本可降0.2元,年生产按照250万t,可节约50万元,以上两项可降低成本100万元以上。同时连铸机生产能力提高,为连铸与后续轧钢工序的匹配提供了有利的技术保证。
[1]姜兴辰,李振,施汉生,郭达.莱钢炼钢厂提高中间包单包寿命的措施[J].山东冶金,2007(03).
[2]商思凯,孙义,王大博.中间包长寿命工作层新技术的开发与应用[J].黑龙江冶金,2005(04).
[3]乔燕.低过热度浇铸的连铸中间包温度控制研究[D].东北大学,2009.
[4]厉英,刘承军,姜茂发,程乃良,邹俊苏.中间包热状态分析及烘烤工艺优化[J]钢铁研究学报,2007(03).
猜你喜欢
中国新技术新产品(2022年10期)2022-08-29
猪业科学(2022年4期)2022-04-29
铝加工(2021年1期)2021-12-02
装备维修技术(2020年6期)2020-11-20
装备维修技术(2020年6期)2020-11-20
大经贸(2019年10期)2019-12-09
科学与财富(2017年4期)2017-03-18
当代工人(2016年11期)2016-07-19
科技与创新(2016年7期)2016-04-20
科技与创新(2015年19期)2015-10-14