Poka-Yoke和Jidoka在线检测中的应用
2016-08-15 01:31陈洁郑中民李凌梅刘佳丽路瑞军天津市计量监督检测科学研究院天津300192
工业技术创新 2016年3期
陈洁,郑中民,李凌梅,刘佳丽,路瑞军(天津市计量监督检测科学研究院,天津,300192)
Poka-Yoke和Jidoka在线检测中的应用
陈洁,郑中民,李凌梅,刘佳丽,路瑞军
(天津市计量监督检测科学研究院,天津,300192)
Poka-Yoke和Jidoka可以防止缺陷出现,还可避免缺陷进入到下一步工序中,将这两优势运用到在线检测中可以有效控制产品质量。本文介绍了Poka-Yoke和Jidoka的基本概念、具体应用步骤,以及在线检测主要应用的设备类型;并通过检测接线螺钉案例详细介绍了PFMEA失效模式分析,说明了在线检测中应用Poka-Yoke和Jidoka的方法,通过限位机构案例说明了在过程检测中应用Poka-Yoke的设计方法,还介绍了在线检测中Poka-Yoke和Jidoka与SPC的结合应用。
Poka-Yoke;Jidoka;在线检测;缺陷;PFMEA
引言
随着现代社会对产品质量要求的越来越高,产品的检测已经成为必不可缺的环节,由于送样检测时间周期长、反馈速度慢、检测数量有限等方面的缺陷,已经不能满足当今高效高质的需求。因此,在线检测应运而生。在线检测是指通过直接安装在生产线上的设备,利用各种测量技术实时检测、实时反馈,以便更好地指导生产,减少不必要的浪费。在线检测技术率先在国外发展起来,下面介绍两种国外在线检测技术Poka-Yoke和Jidoka,以及在过程分析中需要用到的PFMEA。PFMEA是Process Failure Mode and Effects Analysis 的简称,也就是过程失效模式及后果分析。
1 基本概念
1.1Poka-Yoke的基本理念
我国企业要做大做强,跻身世界级大企业,必须提升产品质量,特别是在涉及人身安全的特殊领域产品,必须做到零缺陷,即不能允许出现任何缺陷产品。产品的生产现场包含很多环节,是一个非常复杂的环境,每个环节都可能出现错误,导致产品缺陷,引起客户不满和资源浪费。整个生产过程不可能避免失误,但是我们可以想办法来及时发现并纠正这些错误,防止最终缺陷产品的产生,这就是Poka-Yoke的基本理念。
1.2Poka-Yoke概念
Poka-Yoke是由日本的质量管理专家、丰田生产体系创建人新乡重夫创建的,他根据多年从事现场质量管理的丰富经验,总结并发展起来成为用以获得零缺陷、最终免除质量检验的工具。Poka-Yoke意思是“防误防错”,又称为防呆法。即在失误发生前加以防止的方法,它是一种在作业过程中采用自动作用(动作,不动作)、报警、提醒(标识,分类)等手段,使操作人员不特别注意或不需注意也不会失误的方法[1-4]。
1.3Jidoka概念
Jidoka的概念是由丰田集团创始人丰田佐吉于20世纪初首创,他发明了在能够在纱线断时自动停止的织布机,之后又将这种自动化的概念具体化。这种自动化将人工操作水平转化为机器操作水平,机器一旦发现缺陷产品就会立即停下来并“请求支援”。正是因为机器在会在问题出现时就停下来,所以杜绝了缺陷产品的产出。这就意味着一个操作人员可以负责多台织布机,极大的提升了产量。Jidoka在以下情况会会用限位开关或其他设备关闭一个工序:产品有缺陷,所需的生产数量已达成,以及机械故障堵塞时。
1.4Poka-Yoke与Jidoka的关系
Poka-Yoke是一种理念,强调预防性的防止出错,专注于事前预防;而Jidoka是通过自动化来实现事后防错,即错误出现以后能够及时的发现与纠正。因此在生产过程中,一般采用两者相结合的形式来进行在线检测,会达到较好的质量控制水平。从工艺稳定性以及生产管理的角度来讲,应该鼓励Poka-yoke的设计以及改善,采用预防性防呆的方式将缺陷发生的概率降到最低。需要注意的是整个系统不包括人为因素,因为人的操作是不可靠的,不能做到100%正确[5-6]。
2 Poka-Yoke和Jidoka在线检测主要应用的设备类型
2.1传递装置
图1中所示的五类传递装置可用于在发现缺陷产品时向机器发送一个信号来关闭机器,或者发出声音等警示信息,告诉操作者这里发现一个问题。

图1 传递装置
2.2动态传感器
动态传感器可以用于检测移动、变异、尺寸或一个动作是否发生,主要有四种,如图2所示。
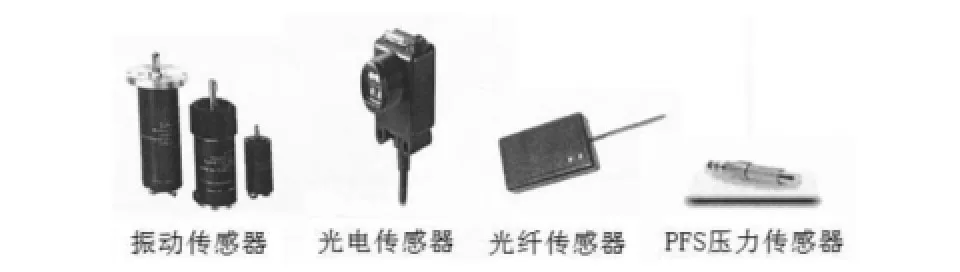
图2 信息传递装置
2.3警示传感器
如图3所示的警示传感器可利用声音、警示信息、光等信息,告诉操作人员出现问题的位置。
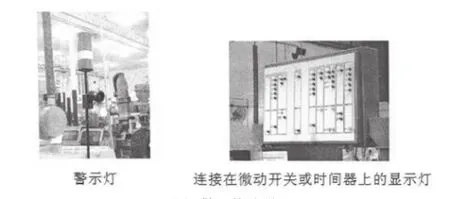
图3 警示传感器
3 应用的基本步骤
在生产中采用Poka-Yoke和Jidoka相结合的在线检测技术,解决一个问题,通常需要通过七个步骤来完成:1)首先需要清楚的描述产品的缺陷,即为什么它是个缺陷;2)要明确指出这个缺陷可能在哪些地方产生,又可以在哪些地方被发现;3)把缺陷产生地方的标准工序详细列出;4)明确出失误或是偏差是如何从标准工序中产生;5)调查分析每个偏差产生的根本原因;6)利用头脑风暴法来想出提前消除或是探测出偏差的办法;7)设计制造,并测试确认这个设备能够有效地消除或探测出偏差,来完成整个Poka-Yoke的在线检测。
4 实际案例
4.1检测接线螺钉案例
4.1.1背景介绍
H公司是该行业的领导者,致力于为客户提供安全、可靠以及高效的产品,及其解决方案。该公司在民用领域的主要产品是微型断路器,用以替代保险丝在过载或者短路等特殊情况出现的情况下,保护住宅电路,年产量大约在5000万极左右。
4.1.2PFMEA
为了避免量产后的产品投入市场之后出现各种缺陷或者质量问题,引起客户抱怨,索赔或者其他问题。因此在产品出货之前,必须对现有的生产工艺进行认证,将出货后产生问题的几率降到最低。在此,我们需要用到PFMEA这个工具。利用该工具分析是采用团队评估的方式,通常小组成员来自所有相关的部门,包括生产、维修、工艺、质量等,通过团队的智慧以最大限度地发现各种潜在的失效模式及其知道避免失效模式的方法,已达到提前预防,将生产过程中出现缺陷的概率降到最低。
PFMEA的分析原理包括以下五个关键步骤:
(1)定义失效模式与缺陷起因;
(2)评估失效或者缺陷对客户或者产品的功能、质量有无影响;
(3)找到导致问题的根本原因,并制定纠正和预防措施;
(4)根据失效模式的优先级逐一进行改善;
(5)定期跟踪,定期更新失效模式分析表。
PFMEA失效模式分析表主要包括如下信息:一是严重度(Severity):是指该失效模式对客户,对产品质量的影响等级。等级分数从1~10按照由低到高的顺序进行排列。二是频度(Occurrences):指该失效模式发生的概率等级。级别数具有相对意义,但不是绝对的。等级分数按照发生概率的高低由1~10不等。三是探测度(Detection):指该失效模式或者缺陷是否能够被探测。四是风险优先数(RPN):指严重度数(Severity)和频度数(Occurrences)及不易探测度数(Detection)三项数字之乘积。
其中,RPN值不应超过100,如果计算出来的RPN值超过100,那么需要团队成员制定行动计划以及改善方案,确定改善方案后,可以再次评估改善后的RPN值,直到改善后的RPN值小于100才能认为采取的改善方案真正有效,或者该失效模式能够被有效的控制。

图4 断路器产品示意图
如图4所示,箭头所指的地方需要安装两颗接线螺钉,客户在使用的时候,需要使用接线螺钉来紧固线缆,这两个螺钉是必须存在,缺一不可,如果缺少,此断路器产品将无法正常使用。该缺陷的失效模式分析:如果没有接线螺钉的存在将会造成产品功能缺失以及客户无法正常使用该产品,因此严重度的分数为8;该失效模式的发生频度由于是手工操作,因此频度分数为4;装配完成后只能员工目视检查,因此可探测度只有7分,最后RPN分数为8*4*7=224 >100。可见当前的控制方法无法有效的控制该缺陷,需要采取必要的措施。经过团队成员讨论,基于当前该产品的生产数量巨大,建议增加自动化检测设备检查接线螺钉是否存在,如果不存在,设备报警避免该缺陷流入下一环节。
4.1.3七个步骤
我们使用Poka-Yoke和Jidoka在线检测技术解决这个生产过程中遇到的问题,对照前述的七个步骤:
第一,描述产品缺陷是产品中经常会发现缺少接线螺钉的情况。如果缺少接线螺钉,此产品将无法正常使用。
第二,经过分析这个缺陷是在零件装配环节中由于工人疏忽造成,在装配好该零件后的后续工序中如果安排有效地检测就可以发现该缺陷。
第三,缺陷产生的标准工序:手工装配生产线=》目视检查=》产品出库。
第四,产品的零件装配环节是由工人手工完成,后续的产品控制也是由人工目视检查来进行的,不可能做到100%无缺陷。
第五,产品装配现阶段只能依靠手工进行,这个环节不能达到0缺陷,最终缺陷出现的根本原因就是当前的目视检查无法有效的控制该缺陷,需要采取必要的措施。
第六,经过团队成员讨论,基于当前该产品的生产数量巨大,建议采取Poka-Yoke和Jidoka的方法,增加自动化检测设备检查接线螺钉是否存在,如果不存在设备报警,避免该缺陷流入下一环节。
第七,设计该在线检测线如图5所示。
为了清楚的描述上述接线螺钉检测设备进行在线检测的过程,选择一台设备进行详细的说明。图6中左侧为检测机器的实物图,其中圆圈所示区域为螺钉检测装置,右侧为检测设备的结构图。

图5 检测线示意图

图6 螺钉检测设备及结构图
设备运行描述:手工装配的产品由传送带送入机械检测设备,产品分组进入,使用金属感应传感器探测接线螺钉,当发现缺陷时,红灯亮起,控制循环停止,气压停止。工人看到警示灯亮起后,将不合格产品捡出,如果循环可以重启,操作员按“POWER ON”按钮,接通电源然后按“START”按钮,启动设备红灯熄灭,错误信息消失。不合格产品经过修理后重新放入该检测设备的上游自动传送带再次进行检测,不能被修理的产品则进行报废处理。
4.2限位机构案例
除了Jidoka之外,Poka Yoke的设计也体现在过程检测中,比如下面的例子,也是在上述设备中,设备在自动化过程中需要用气缸带动机械手进行产品的自动装载、卸载。在将产品从传送带移动到工作站位的时候,为了保证产品放置的精度,需要使用气缸上面的定位传感器,以及到位传感器来保证产品能够被放置在正确的位置。但是一旦传感器失效,在某种特殊情况下,比如到位传感器一直处于“On”的状态下,设备会误认为产品已经装载到位,但实际上产品并没有装载到位,这种情况下,由于是自动化设备,因此会对设备本身造成很大的伤害。为了避免这种情况发生,在支撑的气缸上,增加如图7所示的限位机构,来保证即使到位传感器失效,也通过机械装置保证产品装载到位,避免设备停机。
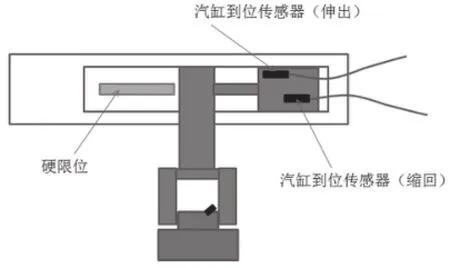
图7 气缸限位机构示意图
5 与SPC的结合应用
在线检测中,Poka-Yoke不但能够在鉴别缺陷产品的场合里应用,如果和统计过程控制SPC有机结合,对生产过程进行分析评价,根据反馈信息就可以及时发现可能出现缺陷的趋势,并采取相应的措施消除这种趋势,使生产过程保持在受控状态,在萌芽中就消灭缺陷[7-8]。
在烘烤生产环节中,为了确保产品的烘烤质量需要控制烘箱的温度,可以在SPC监控设备上应用Poka-Yoke和Jidoka技术,安装停止装置及报警装置,见图8。当烘箱温度高于SPC的上限控制温度或低于下限控制温度时,停止装置与报警装置立即启动,避免了温度过高过低造成的产品缺陷并通知操作人员。操作人员根据SPC监控设备上的数据,就会采取相应措施,如果温度过高先让烘箱温度降下来,在温度降回到目标值之后再恢复生产,分析评价烘箱温度过高的原因等。
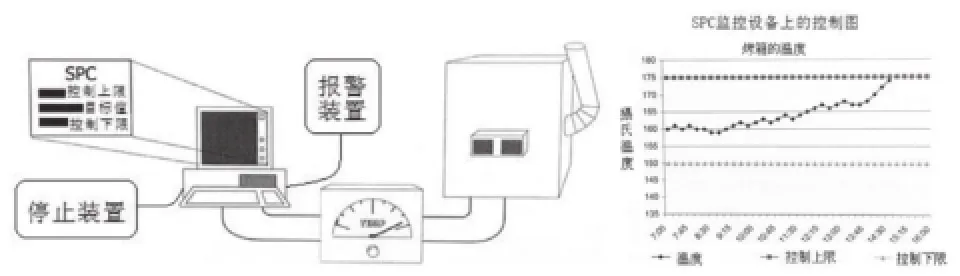
图8 SPC监控设备及控制图
6 结论
Poka-Yoke和Jidoka不但是在工业线检测应用中有效的方法,更多是一种解决问题的思路。有时不需要大量投资,只需要一个好点子,就能够解决很大的问题。如何把这种思路融入于工业设计制作,在遇到问题时如何以这种思考方式去解决问题,是需要融会贯通,加长期实践经验的。
[1](美)法瑟.(美)布雷特纳.卫军胡.刘昌军译. 电子工业中的过程改进 2版 影印版[J]. 西安交通大学出版社.2008.10:352-354.
[2]聂微.工厂质量管理5大手册应用指南 最新版APQP/CP/PPAP/ FMEA/SPC/MSA实施指南.北京:中国标准出版社,2010.11:30-31.
[3]赵城立.会思考的丰田现场.北京:机械工业出版社, 2012.01:49-50.
[4]李广泰.防错,防误与防呆措施应用技巧.深圳:海天出版社,2006.10:20-21.
[5]Shingo, Shigeo. Zero Quality Control. Productivity Press. 1986.04.
[6]高福成. 改善不需大学问 Lean TPM 实践指引.北京:机械工业出版社,2013.01:53-54.
[7]官生平.SPC统计制程管制 品质持续改善教战手册. 厦门:厦门大学出版社,2004.03:1-20.
[8]文放怀.SPC实战.广州:广东经济出版社,2005.02:25-26.

陈洁(1983-),女,汉族,籍贯天津市,硕士,助工。研究方向:计量,检测,几何量研究。
郑中民(1987-),男,助工。研究方向:计量,检测,压力、几何量研究。
李凌梅(1982-),女,助工。研究方向:计量,检测,几何量研究。
刘佳丽(1960-),女,副高。研究方向:计量,检测,几何量研究。
路瑞军(1965-),男,副高。研究方向:计量,检测,几何量研究。
Application of Poka-Yoke and Jidoka in Online Detection
Jie Chen, Zhongmin Zheng, Lingmei Li, Jiali Liu, Ruijun Lu
(Tianjin Institute of Metrological Supervision and Testing, Tianjin, 300192, China)
Poka-yoke prevents defects from being made. Jidoka prevents defects from being passed on to the next step in the process. Applying these two to the online detection can effectively control the quality of products. The thesis introduces the basic concept, the concrete application steps and also the main online detection device type of Poka-Yoke and Jidoka. The detail method of using Poka-Yoke and Jidoka in online detection is explained by the connection screw detecting case which also introduces the process failure mode and effects analysis PFMEA. The design of Poka-Yoke in online detection is illustrated by the case of the limit mechanism. The combination of Poka-Yoke and Jidoka with SPC in online detection is also introduced.
Poka-Yoke; Jidoka; Online Detection; Defects; PFMEA
TG115.28
A
2095-8412 (2016) 03-449-05
猜你喜欢
兵器装备工程学报(2021年12期)2022-01-11
纺织科学研究(2021年1期)2021-12-03
湖南电力(2021年4期)2021-11-05
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
脊柱外科杂志(2019年6期)2019-03-05
山东工业技术(2016年15期)2016-12-01
中华骨与关节外科杂志(2016年6期)2016-05-17
中国实用医药(2014年29期)2014-10-23