
零件图尺寸标注的探讨
2016-08-12 07:03阮芬芳宁德市蕉城区中等技术学校
低碳世界 2016年13期
阮芬芳(宁德市蕉城区中等技术学校)
零件图尺寸标注的探讨
阮芬芳(宁德市蕉城区中等技术学校)
在机械设计中,尺寸标注与结构、材料选择、技术条件、基准选择工艺性等具有同样的重要性。尺寸标注要突出主要基准,明确辅助基准,不允许出现封闭的尺寸链,标注尺寸要便于加工与测量,应与生产类型相适应,尺寸标注应规范化。
尺寸标注;基准;尺寸链
在教了几年的《机械制图》中,总感觉到学生对尺寸标注这方面学习比较困难,标注时经常出错。在机械设计中,尺寸标注与结构、材料选择、技术条件、基准选择工艺性等具有同样的重要性。尺寸标注的好坏会直接影响到产品质量,同时,也是衡量设计人员工艺水平的标志。因此,本文就《机械制图》中零件图的尺寸标注教学重点进行初步探讨。
1 尺寸标注要正确选择基准。
选择零件尺寸基准时,应考虑设计和工艺两方面的要求,举例图1为一减速机低速轴,要求装在轴上的齿轮应位于减速机正中间,而且露在减速机外面的轴头长度为一定值。据此,选A端面为设计基准,给出L3和Ll;另外,考虑到工艺要求,为便于加工和测量,又选B端面为第二个轴向基准,给出L6和L4。该轴的加工过程以C端定位夹紧,车φ1→车φ2× Ll→车φ3,从A面量出L3→车φ4×L4,从B面量出L4。将工件调头,以B端面定位夹紧,车全长L6→车φ5。从A面量出L2。由此可见,该图的尺寸标注即符合加工顺序,便于测量,而且满足了设计要求,是合理的。
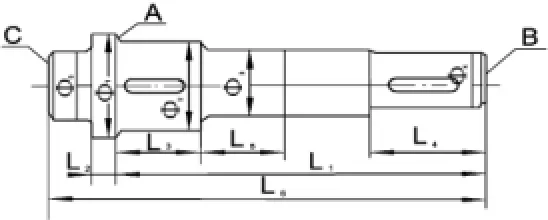
图1
选择尺寸基准时,还要尽量做到设计基准与工艺基准相结合。否则,需进行尺寸换算,有些还要提高加工精度。
以图2为例,根据装配图的要求标注了一些尺寸,孔φ20深度没有明确要求,故A1和A2合格后,则深A3就自然合格,倘若按图2b标注尺寸链,用回路判别法分析,Al为增环,A2为减环,A3即为封闭环。可是在加工时,先车外圆,再车端面,用换算出的A3尺寸钻孔切断,然后调头装夹,定全长。

图2
由于孔φ20是从A面加工和测量的,A2则成为间接保证尺寸,成了封闭环,由极值法解出此线性尺寸链,得出如图2c的尺寸和公差。由此可以看出:由于尺寸换算使组成环与封闭环对调,原封闭环A3由于工艺上的需要提高了加工精度;原组成环A2却变成了封闭环,其公差等于所有组成环公差的代数和。因此,除提高A3精度外,还要提高Al的精度才能保证要求,可见其代价是很高的。所以,应尽量使设计基准与工艺基准相重合,以减少尺寸误差,便于加工、测量、提高产品质量。
2 零件图中的重要尺寸直接标注
凡设计中的重要尺寸,一定要直接标出,不应依靠其它尺寸间接计算而得,零件的重要尺寸,主要是指影响零件在整个机器中的工作性能和位置关系的尺寸,如:配合表面的尺寸,重要的定位尺寸等。它们的精度将直接影响零件的使用质量,必须得到保证,因此,必须直接标注清楚,以免造成差错或误差的积累。
如图3所示轴承架,轴心至底面高度A和安装孔中心距B,都是设计中的重要尺寸,必须得到保证,如果这两个尺寸不直接标出,而象b图那样,依据C、D和L、E计算而得,那就是错误的。
尺寸重要程度的辨别是尺寸标注的重要前提,如:配合尺寸、联接尺寸,精度高的尺寸,工艺难度大的尺寸,基准尺寸,这些都是重要尺寸。
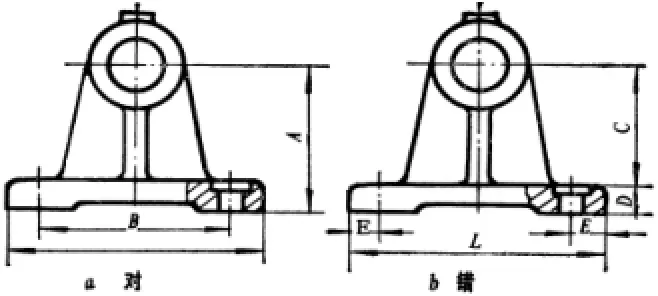
图3
3 尺寸标注要突出主要基准,明确辅助基准
标注尺寸时,当同一方面尺寸出现多个基准时,为了突出主要基准,明确辅助基准,保证尺寸标注不致脱节,必须在辅助基准和主要基准之间直接标出联系尺寸如图4中,尺寸H即为高度方向辅助基准与主要基准间的联系尺寸。
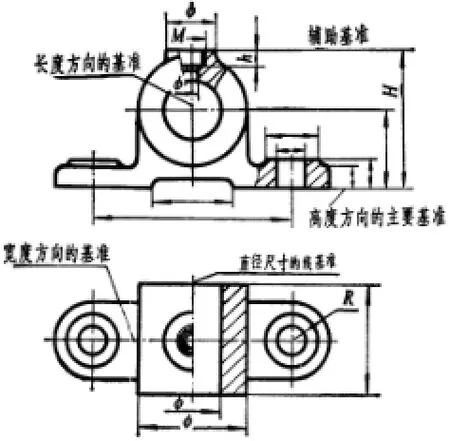
图4
4 尺寸标注要避免封闭尺寸链
标注尺寸时,不允许出现封闭的尺寸链,封闭尺寸链就是头尾相接,绕成一个整圈的一组尺寸。如图5a所示,这种标注尺寸,使所有轴向尺寸一环接一环,每个尺寸的精度,都将受到其它环的影响,因而精度难以得到保证。
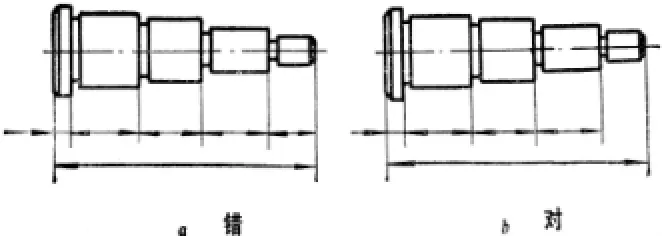
图5
为避免封闭尺寸链,可以选择一个不重要的尺寸,不予标出,使尺寸链留有开口,如图5b所示。开口环的尺寸在加工中自然形成。
5 标注尺寸要便于加工与测量
5.1按加工顺序标注尺寸,可避免尺寸换算,提高生产效率
以图6为例分析其尺寸标注与加工顺序的关系。该零件的加工工艺是:先将A端在床头定位夹紧,车B端面→车φl→车φ2×Ll→切槽L2→钻孔Dl→镗孔D3×L3;然后将工件调头,再以C面和外圆定位夹紧,按L2车A端面→车φ3× L5→车φ4×L7及锥面→镗孔D2×L8→按L9、Ll0切槽→挑内螺纹。由上述加工过程可以看出,无需进行尺寸换算,便能完成全部加工,说明尺寸标注是闭合的。

图6
5.2各道加工尺寸应尽量集中标注
如图7所示把插削尺寸都标注在正视图上,镗削尺寸标注在侧视图上,铣削尺寸则标注在图的下方。这样不但图面清晰,而且阅读也十分方便。
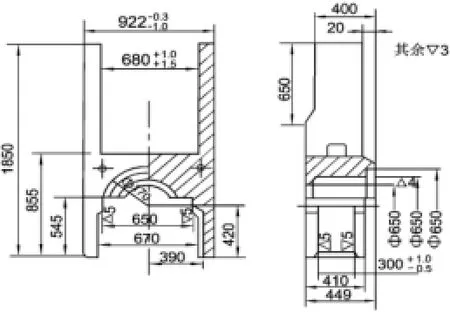
图7
5.3标注尺寸应考虑到零件的加工方法
如图8所示零件上的圆弧槽部分,是用盘铣刀加工的,所以,为方便选取铣刀,应注出圆弧直径尺寸φ60,而不是半径R30。
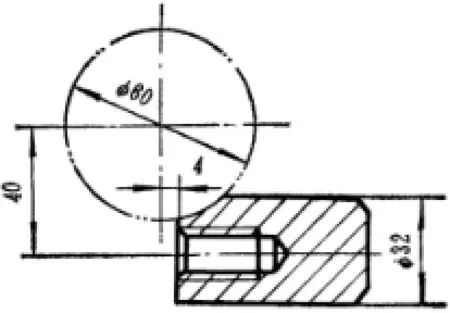
图8
5.4标注尺寸应照顾测量工艺性
零件尺寸应尽量直接测量,否则,不但要进行尺寸换算,而且误差很大。一般来说,凡是符合加工顺序的尺寸标注。大多是便于测量的。
另外,应尽量避免在机械量具难以接触的表面标注尺寸。零件尺寸的测量工艺性,还表现在测量时的难易程度。如果把尺寸标注在假想的面、线、点上,则测量较困难,如(图9a、b),所以,尺寸尽可能标注在实体表面上(图9c)。

图9
6 尺寸标注应与生产类型相适应
生产类型是决定工艺方法的重要因素之一,不同的生产类型,不仅零件的结构形状应与之相适应,而且尺寸标注也要和工艺过程相适应。大批生产和单件、小批生产的工艺过程截然不同。前者广泛采用结合,成形,专用工具、专用夹具和量具,自动、半自动机床;专用机床、加工中心机床等;而后者大多采用同万能机床,通用夹具、量具、刀具等。这些都将会反映到尺寸标注中。
7 尺寸标注应规范化
尺寸标注 (包括精度标注)有大量的国家标准和行业标准,只要熟悉并认真执行这些标准,就能做到在满足性能设计的前提下,最大限度地考虑到工艺与测量的实际。
实践表明,机械零件图尺寸标注的好坏,对于加速设计工作的进程,简化制造工艺,提高产品精度,缩短生产周期,减轻工人劳动程度,提高劳动生产率均有十分重要的意义。
2016-4-10
TH126
A
2095-2066(2016)13-0267-02
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
哈尔滨轴承(2021年1期)2021-07-21
航天工业管理(2020年9期)2020-12-28
金属加工(热加工)(2020年12期)2020-02-06
课程教育研究·新教师教学(2015年14期)2017-09-27
科学与财富(2017年24期)2017-09-06
速读·中旬(2017年6期)2017-07-29
现代工业经济和信息化(2016年12期)2016-05-17
电子制作(2016年21期)2016-05-17
制造技术与机床(2015年10期)2015-04-09
