330 MW机组轴振大缺陷分析及处理
2016-08-10 08:11:58邱全文广东粤华发电有限责任公司广东广州510730
电力安全技术 2016年1期
邱全文(广东粤华发电有限责任公司,广东 广州 510730)
330 MW机组轴振大缺陷分析及处理
邱全文
(广东粤华发电有限责任公司,广东 广州 510730)
分析了某330 MW汽轮机自通流改造以来,在启动及机组运行中存在7号、8号轴振动大且长期超标、影响机组安全运行的问题。经检查测量发现这是由于相邻对轮螺栓孔倾斜导致对轮同心度、晃度严重超标所致。经制定实施方案并应用现场镗孔机进行镗孔处理后,最终取得了良好的效果,确保了机组的安全稳定运行。
汽轮机;轴振动;对轮;同心度;镗孔
0 概述
某330 MW机组系上海汽轮机厂生产的引进型、亚临界、一次中间再热、四缸、四排汽纯凝机组。其汽轮机型号为N330—16.18/535/535,机型为C152。该机7号轴承和8号轴承位于Ⅳ,Ⅴ轴承箱,为低压Ⅱ转子使用的支持轴承。其汽缸和转子及轴承的分布如图1所示。
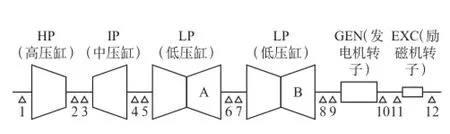
图1 330 MW机组轴系布置
对该机组各轴承的振动信号(绝对振动)及各轴振动信号(相对振动,简称轴振)进行监测,轴承振动信号由美国Bently公司的9200型速度探头拾取;轴振动信号采用涡流探头拾取并接入美国狄克公司的DAQ05型振动故障分析系统进行数据采集和分析。键相测量使用涡流探头,安装在1号轴承处。轴振振动信号及键相拾取示意如图2所示。
1 机组启动及运行中存在的异常现象
该厂330 MW机组于1989年投产,原汽轮机为A152型,于2012年进行通流改造为C152型。自通流改造后,该汽轮机一直存在7,8号轴振动偏大的缺陷。由2012年7月通流改造后升速过程中的波德图可知,7,8号轴振动都在125 μm以上,尤其是8X,8Y轴振达到150 μm以上,超过跳机值,严重影响机组的安全稳定运行。

图2 轴振振动信号及键相拾取示意
2 轴振偏大原因分析
针对7,8号轴振动偏大缺陷,该厂组织技术人员对设备的各项参数进行认真检查、测量。发现低电对轮存在以下缺陷:
(1) 低电对轮螺孔错位较大,并且全部20个螺孔有不规则的偏斜现象;
(2) 检修过程中,因现场条件限制,螺孔偏斜情况无法消除,打紧螺栓螺母后波纹节侧靠背轮会出现移位和外圆局部变形的现象,铰孔后现场测量同心度为0.105 mm;
(3) 2014年4月,该机组D级检修中复测低电对轮同心度为0.16 mm,测点的晃度达0.23 mm,其他点的晃度约为0.10 mm,造成机组运行时6,7号轴承振动及7,8号轴振动偏大。
3 处理方案及效果
3.1 处理目标
(1) 将低电对轮同心度调至0.03 mm以内,各处晃度在0.05 mm以下,彻底消除螺孔错位及不规则的偏斜现象。
(2) 使对轮螺栓孔中心线与对轮端面(电侧)垂直;对轮螺栓孔的光洁度符合图纸要求。
(3) 使对轮螺栓孔的圆锥度、椭圆度在0.02 mm以内。
(4) 使沉孔螺栓的端面(汽侧、电侧)与对轮端面(电侧)平行。
(5) 加工量尽量少,不影响转子原有的平衡。
3.2 镗孔方案
(1) 在测量低电对轮发电机侧端面(机尾端)瓢偏度时,若该法兰端面最大瓢偏度不大于0.03 mm,则以该端面为测量基准面。
(2) 安装美国Bently公司设计、生产的现场镗孔机及卡座(见图3)。
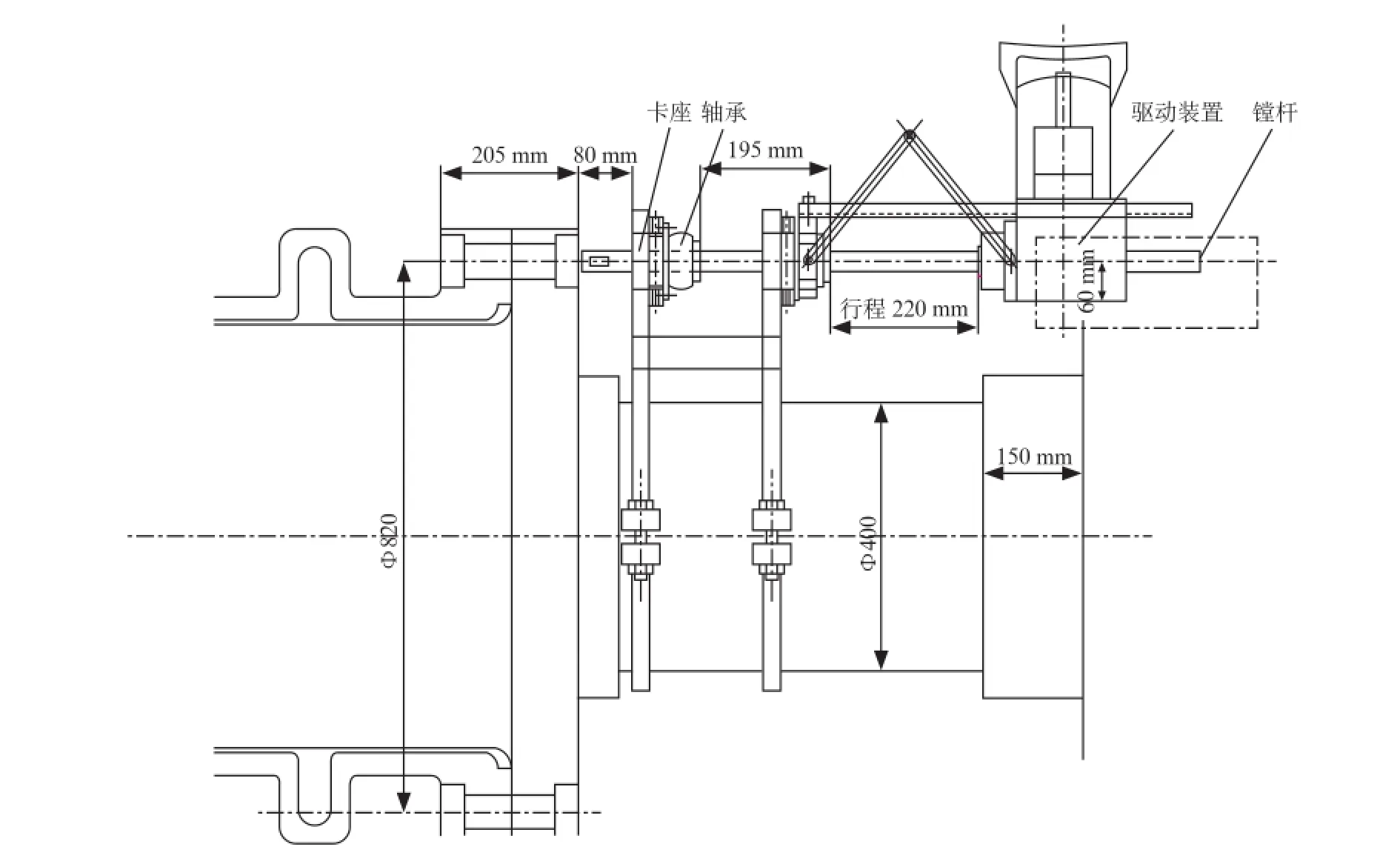
图3 镗孔机及卡座安装示意
(3) 校正镗孔机镗杆垂直于联轴器法兰端面(电侧),打表调整找正,使误差小于0.02 mm。
(4) 制作专用工器具测量螺栓孔的倾斜度(电侧、汽侧)及沉孔端面(2处)与对轮端面的平行度,精确计算每一处的加工量。
(5) 根据螺栓孔倾斜度(电侧、汽侧)的测量及计算结果,调整镗杆在螺栓孔中的位置。根据计算结果对对轮螺栓孔及沉孔端面进行加工,并注意加工量尽量少。
在加工沉孔端面时,为保证转子原有的平衡,必须分别收集加工沉孔端面时车削下来的铁屑并称重、记录,作为螺栓配重的重要参考。加工时可选用的刀具材料为:肯纳硬质合金、超硬度高速钢、山特维克硬质合金。
(6) 按上述要求对螺孔及沉孔端面逐个进行加工,并且每加工完成1个孔后复测螺栓孔的数据是否符合要求。若达到要求,则按孔径规格配制对轮工作螺栓,要求螺栓与螺孔配合间隙在0.02 mm以内,并打紧(注意:在打紧螺栓时要装百分表对对轮进行监视),然后测量对轮的同心度是否符合要求。当同心度合格并经签名验收后方可进行下一个孔的加工,否则应查找原因并消除后方可进行下一步的工作。
(7) 当12条螺栓配制完成且同心度合格后,可逐条拆除工艺螺栓,并按上述步骤对联轴器进行逐个镗孔、配制联轴器工作螺栓并打紧,复测对轮同心度。
(8) 镗孔工作全部完成并安装工作螺栓,复测低电对轮同心度应不大于0.03 mm。
3.3 处理效果
2014年底该机组调停检修过程中,在现场使用镗孔机严格按上述处理方案对低电对轮进行处理。处理后机组开机实测各轴振动值,实测数据表明,各轴振动均明显改善,各轴振动值都在50 μm左右,达到优良水平。处理效果达到了预期要求,解决了机组运行中的一大隐患。
4 结束语
通过修前的振动测试,对造成机组轴振动大的原因进行查找,采集相关数据进行分析,找到了引起轴振动大的原因是低电对轮同心度超标及各对轮晃度超标。
在机组调停检修时,使用专用现场加工设备,有针对性地对低压转子与发电机转子的连接对轮螺栓孔进行处理,使对轮同心度及晃度达到优良水平,解决了多年来困扰该机组安全运行的难题,取得了良好效果,达到了预期目的,确保了机组的安全稳定运行。
使用现场加工设备就地进行缺陷处理,节省了大量的检修时间,避免返回制造厂进行处理而造成的时间浪费及运输过程中产生的巨大风险。该类缺陷的现场处理为解决国内其他机组同类型的振动超标缺陷提供了参考。
1 左 震.汽轮机轴承轴向振动大的原因分析及处理[J].电力安全技术,2011,13(1):54-55.
2 李业堂.1 000 MW直接空冷汽轮机振动保护动作分析与处理[J].电力安全技术,2013,15(10):54-55.
2015-10-26。
邱全文(1976-),男,工程师,主要从事汽轮机检修技术、监督管理工作,email:hppp8976@163.com。
猜你喜欢
福利中国(2022年3期)2022-07-20 08:05:00
音乐天地(音乐创作版)(2021年7期)2021-10-13 08:10:52
轨道交通装备与技术(2021年4期)2021-09-16 07:23:14
设备管理与维修(2021年18期)2021-01-29 02:09:20
河北画报(2020年3期)2020-06-24 06:03:42
河北画报(2020年5期)2020-06-10 01:50:12
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
中国科技纵横(2017年7期)2017-05-16 14:55:22
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
河南科技(2015年4期)2015-08-28 01:40:00