
尼龙化工生产中低品位能源再生利用技术
2016-08-02 07:52张荣欣
河南化工 2016年6期
关键词:热泵
张荣欣
(中国平煤神马集团 尼龙科技有限公司 , 河南 平顶山 467001)
尼龙化工生产中低品位能源再生利用技术
张荣欣
(中国平煤神马集团 尼龙科技有限公司 , 河南 平顶山467001)
摘要:利用热泵技术回收高温冷凝液热量,产生低压饱和蒸汽产品,回收能量后的凝液和其他低温冷凝液混合进入热水型溴化锂制冷机组再次进行制冷回收,获得6 ℃冷冻水产品,供工艺装置使用。采用凝结水精处理工艺获得二级脱盐水满足锅炉用水需求,二级脱盐水和冷凝液冷却后的混合水作为冷渣器冷却水,降低排渣温度同时回收排渣热损失的热量并节约循环冷却水。
关键词:高温冷凝液 ; 低压饱和蒸汽 ; 热水溴化锂制冷机组 ; 热泵
0前言
己二酸项目立项后与己内酰胺项目合并,并贯彻实施“节能环保”的原则。整个项目蒸汽总用量约500 t/h,按照80%回收率,全厂冷凝液量总量约为400 t/h,平均温度约为120~130 ℃,冷凝液必须进行热能的回收利用。同行业传统工艺冷凝液回收再利用基本都停留在简单处理使用的阶段,或者不处理直接使用,对于冷凝液中的热量回收简单而且浪费严重,处理后的水质量低,不仅热量大量浪费,而且长期使用会造成锅炉管壁内腐蚀,严重影响汽轮机寿命,造成全厂蒸汽换热器系统结垢,产品成本增加。项目的关键点是回收冷凝液等低品位能源热量并再次应用,这是整个工艺选择的难题。本项目首先利用高温冷凝液余热驱动制取饱和低压蒸汽,让工艺热水热量部分回收并返回生产使用;然后余热水再次利用进行制冷获得冷冻水产品。冷凝液产品回收热量的同时,满足工艺降温需要,通过对低品位能源的梯级再生利用,有效地节省高品位能源消耗,提高系统运行效率,降低产品成本,从而达到节能目的。
1低品位能源回收利用方案
1.1冷凝液概况
1.1.1各装置产生液态冷凝液
各装置产生液态冷凝液参数如表1所示。
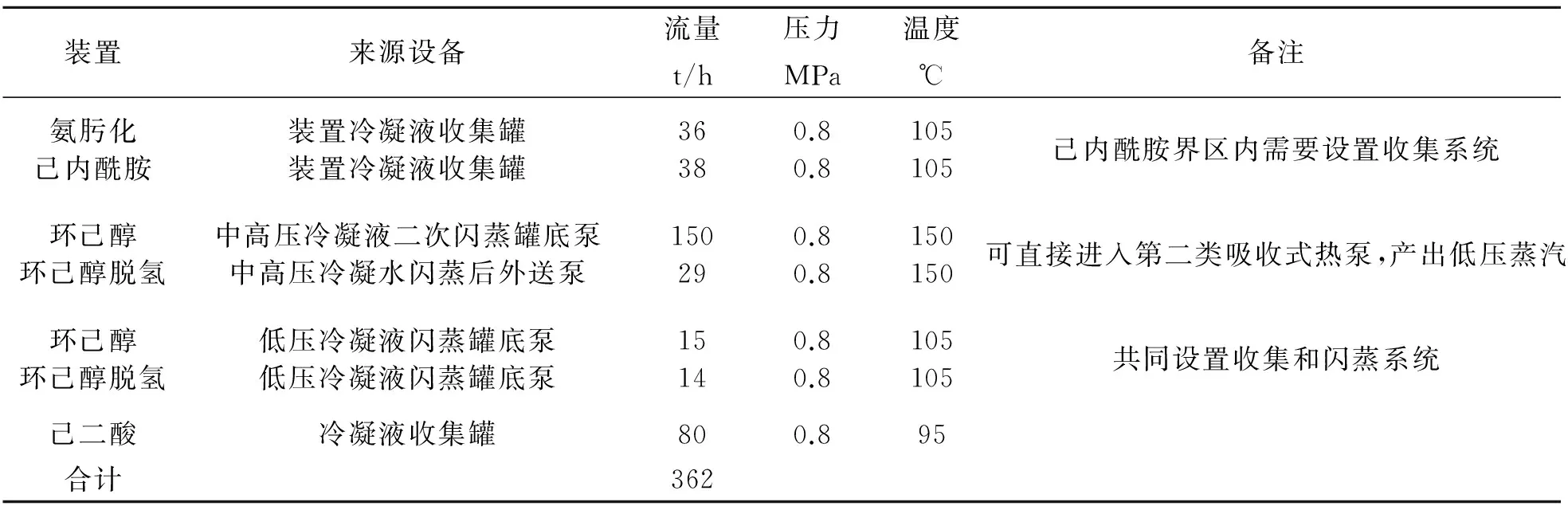
表1 各装置产生液态冷凝液
1.1.2气液态冷凝液
气液态冷凝液参数如表2所示。
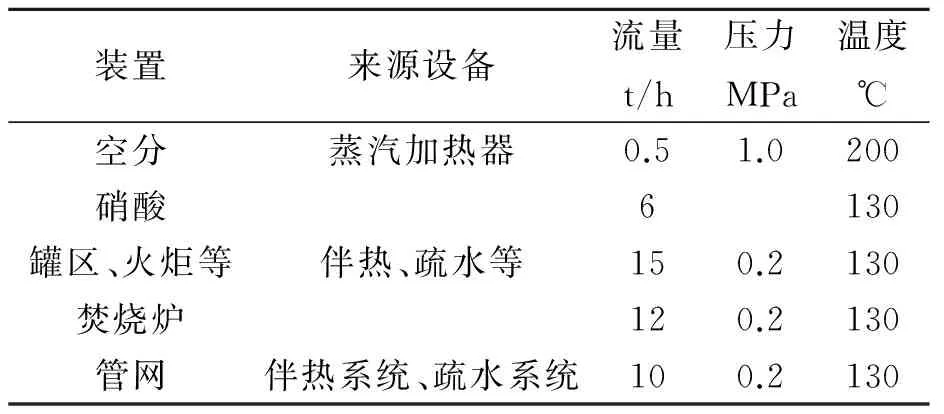
表2 气液态冷凝液
1.2冷凝水热量回收利用方案论证
热电系统冷凝液回收处理要求进入水处理系统混床的冷凝液温度≤60 ℃,全厂冷凝液回收量较大,热电内部不能进行有效消化,为了解决该问题,做到系统经济可靠运行,经过各专业组多次沟通和讨论,并通过对上述冷凝液统计数据分析,冷凝液区分为液态、气液混合态两种,分别进行针对性回收。
1.2.1纯液态冷凝液回收利用方案
1.2.1.1方案一
全部为液态的冷凝液在管网上混合,通过总管进入热水型溴化锂制冷机制冷,制冷后温度降低至75 ℃以下直接返回化学水系统。在化学水装置内部再次换热回收热量后进入水质处理系统。
此方案流程简单,系统制冷量大,但是存在制冷负荷过于依赖己二酸装置负荷以及热水在管网混合可靠性、安全性问题。在系统停车后重启等特殊情况下局部有可能会产生水锤对系统运行带来的不利影响。处理方案是各种冷凝液单独回到冷冻站通过热水收集母管后再进入热水型机组。母管相比整个管网的可靠性有待探讨。
1.2.1.2方案二
环己醇及环己醇脱氢装置中150 ℃液态冷凝液首先进入第二类吸收式热泵,产生0.5 MPa蒸汽后送入低压蒸汽管网,冷凝液温度降至100 ℃后和其他冷凝液混合,再进入热水型制冷机组进行制冷。制冷后温度降低至75 ℃以下直接返回化学水系统。在化学水装置内部再次换热回收热量后进入水质处理系统。
此方案充分回收了系统热量,能够产生低压蒸汽,解决了方案一的疑难点,并且降低了冷冻水系统的运行稳定性。
1.2.1.3方案三
环己醇及环己醇脱氢装置中150 ℃液态冷凝液首先进入第一级热水型制冷机组,冷凝液温度降至106 ℃后和其他冷凝液混合,再进入第二级热水型制冷机组进行制冷。制冷后温度降低至75 ℃以下直接返回化学水系统。在化学水装置内部再次换热回收热量后进入水质处理系统。
此方案解决了方案一中不同种冷凝液管网混合的疑难点,但系统仍存在冷冻水负荷过于依赖己二酸装置,冷冻系统的冷量控制过于复杂。
1.2.2气液混合态冷凝液的回收方案
1.2.2.1方案四
对于分散、工况变化大的气液混合态冷凝液,通过汇集管网回到冷冻站,设置冷凝液闭式收集罐,闪蒸的乏汽根据汽量可进入蒸汽型溴化锂制冷机组,补充制冷或直接引射返回冷凝液回收处理系统。闪蒸后转化为纯液态的冷凝液加压后和其他纯液态冷凝液混合直接进入制冷系统。
1.2.2.2方案五
气液混合态的冷凝液在装置内通过冷凝液闭式收集系统转化为纯液态冷凝液,和其他纯液态冷凝液混合直接进入制冷系统。
1.3冷凝水热量回收利用方案确定
①通过对第二类吸收式热泵的应用情况进行实地考察后,评价该技术成熟可靠,对于纯液态冷凝液采用第二类吸收式热泵进行热量回收,产生蒸汽后和其他冷凝液混合进入热水型制冷机组,即方案论证中1.2.1.2方案二。②对气液混合态的分散冷凝液进行混合闪蒸回收。即方案1.2.2.1中方案四。
2工艺概述
2.1冷凝液回收工艺
利用一台第二类吸收式热泵机组回收环己醇装置、脱氢装置高温冷凝液热量,获得0.5 MPa饱和低压蒸汽约8 t/h。其次利用三台热水型制冷机组,回收余水以及其它低温冷凝液热量,获得2 100 t/h冷冻水外送,同时将冷凝液温度降低至75 ℃以下,在冷凝液水质精处理系统,利用75 ℃热水第一次加温锅炉给水,又一次回收冷凝液热量,使冷凝液温度降低到45 ℃满足水处理需求,两台锅炉冷渣器冷却水第二次加温锅炉给水,达到了冷凝液综合利用效果。
2.2冷凝液回收示意简图(见图1)
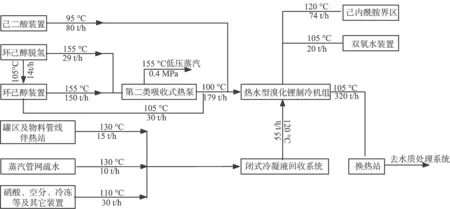
图1 冷凝液回收示意简图
3综合评价
3.1社会效益
本项目针对尼龙科技公司冷凝液等低品位能源回收利用的难题,研究了热泵技术应用、节能热水型溴化锂机组回收利用余热水技术等,在冷凝液回收热泵技术及分梯次回收冷凝液热量方面取得了实破和技术创新。热电站选择高温、高压循环流化床锅炉设备,对进锅炉水质要求较高,软水站混床要求进水温度≤50 ℃,必须对冷凝液的热量进行回收利用,同时整个项目用冷需求较大,约为4 000 t/h冷冻水,可以采用热水型制冷机组回收冷凝液热量达到回收能量和制冷的双重效果。
主要科技创新点有以下几方面:①利用热泵技术回收高温冷凝液热量,从低品位热源提取热量,获得高品位低压饱和蒸汽产品。 ②分梯级逐步充分回收冷凝液等低品位能源热量,达到综合回收利用能量。③利用热水型制冷机组获得大量的6 ℃冷低冻水产品,满足用冷需求,节约电能消耗,实现了环保节能的效果。④利用二级脱盐水和冷凝液冷却后的混合水作为冷渣器冷却水,降低排渣温度同时回收大量排渣热损失的热量,节约循环冷却水消耗。⑤回收热量后解决了冷凝液水质处理温度要求和现场闪蒸环境差的难题。
3.2经济效益
通过对低品位能源综合再生利用,经过测算,年度可直接产生经济效益3 300余万元。
副产低压蒸汽年效益约644万元/a;热水机组节约电能效益约490万元/a;锅炉给水升温节约蒸汽效益约2 184万元/a;总效益为3 318万元/a。
4结论
该技术具有较高的社会效益和经济效益,技术先进,值得推广应用。
参考文献:
[1]戴永庆.溴化锂吸收式制冷技术及应用[M].北京:机械工业出版社,1996.
[2]陈东,谢继红.热泵技术及其应用[M].北京:化学工业出版社,2006.

收稿日期:2016-03-26
作者简介:张荣欣(1972-),女,工程师,从事给排水技术管理工作,电话:15803756785。
中图分类号:X791
文献标识码:B
文章编号:1003-3467(2016)06-0029-03
猜你喜欢
农业工程学报(2022年8期)2022-08-08
煤气与热力(2022年4期)2022-05-23
节能与环保(2022年3期)2022-04-26
制冷技术(2016年2期)2016-12-01
制冷技术(2016年2期)2016-12-01
现代工业经济和信息化(2016年12期)2016-05-17
同煤科技(2015年4期)2015-08-21
太阳能(2015年2期)2015-02-28
制冷学报(2014年6期)2014-03-01
制冷学报(2014年6期)2014-03-01
