高速电主轴非接触加载装置的设计
2016-07-26 10:13:24陈春
装备制造技术 2016年4期
陈春
(庆安集团有限公司,陕西 西安710077)
高速电主轴非接触加载装置的设计
陈春
(庆安集团有限公司,陕西 西安710077)
摘要:高速电主轴作为数控加工中心等的核心单元,对其可靠性等性能的分析有着重要意义。根据动态电磁力场的原理提出设计了电主轴的非接触加载装置,并加以传感器系统来测量和分析电主轴的温升情况,并对加载力和加载机构进行了计算和设计,解决了传统加载方式存在的问题,提高了分析的可靠性。
关键词:电主轴;非接触加载;电磁力
作为数控机床的核心单元,高速电主轴将机床主轴单元与电机主轴单元结合为一体。在高速数控机床的主传动系统中,机床主轴由安装在电主轴内部的电机进行驱动,从而把高速数控机床的主传动系统中的传动链长度缩短为零,从而实现了高速数控机床的“零传动”,被称为“电主轴”(Motorized spindle)[1],如图1所示。
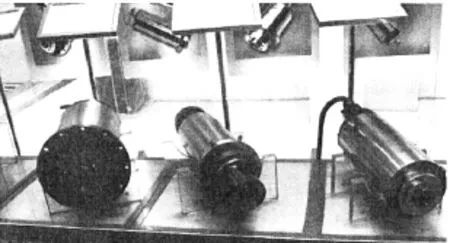
图1 电主轴
高速电主轴的动力学特性、可靠性、稳定性等的特性,对机床加工的加工精度、稳定性及应用范围都有着很大影响。高速电主轴一般有:电主轴、气动主轴、水动主轴等;按照机床的不同又分为:磨削、钻削及加工中心电主轴等。与传统的传动系统不同,电主轴有着其独特的优点:
(1)由于电主轴简化了传动链,取消了齿轮、带轮等传动过程,因此传动误差更小,响应更快,效率更高;
(2)提高了传动的精度,振动、噪音也更小;
(3)由于将数控单元主轴与电机单元主轴融合,结构更加紧凑,重量更小,相应的转动惯性也减小,能实现更高的转速,也能实现更准确的定位;
(4)高速电主轴的轴承采用了高速轴承技术,寿命是相对于传统的轴承提高了好几倍[2]。
高速电主轴是融合了机床主轴和电机主轴的一整套装置,主要由转子轴、定子、轴承变频系统、主轴壳体、无外壳鼠笼式电动机及水冷系统等组成。定子一般由具有高导磁率的矽钢片迭压而成;转子是电主轴的运动部分,它的主要功能是将电磁能转变为机械能。电主轴转子由转轴、转子铁心、鼠笼三部分组成,其中鼠笼两端由铜材料制作成闭合回路,电主轴的结构图如图2所示。
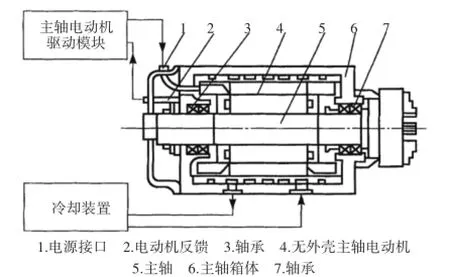
图2 电主轴结构图
1 研究现状
传统主轴转速较低,接触加载就可以满足主轴加载测试的要求,对于高速电主轴接触加载方式已经不能满足试验要求。目前国内外对高速电主轴的动态加载分析主要采用建模仿真、有限元分析的方法。为了对电主轴进行更可靠的分析,需要对电主轴进行动态加载的实验,非接触加载方式成为了一种新的研究动态。与接触加载相比,非接触加载方式有显著的优点:
(1)不会产生机械磨损、切削热以及同轴度的问题,不会产生额外的机械振动;
(2)可以实现高速电主轴的径向力和扭矩加载,可以对加载力进行实时控制,测试的结果具有更高的可靠性。
2 高速电主轴非接触电磁加载系统的构成及设计
针对目前加载方式存在的缺点,本文提出了非接触的电磁加载方式,如图3所示。该系统主要由:非接触电磁加载系统、传感器系统、高速电主轴系统等组成。其中主轴系统由主轴单元、水冷机、变频器组成;非接触电磁加载系统主要由导磁圆盘(安装在电主轴轴端的加载盘)、电磁铁、可调直流电源组成;传感器由拉压力传感器、温度传感器、激光位移传感器等组成;散热系统由离心风机进行冷却。
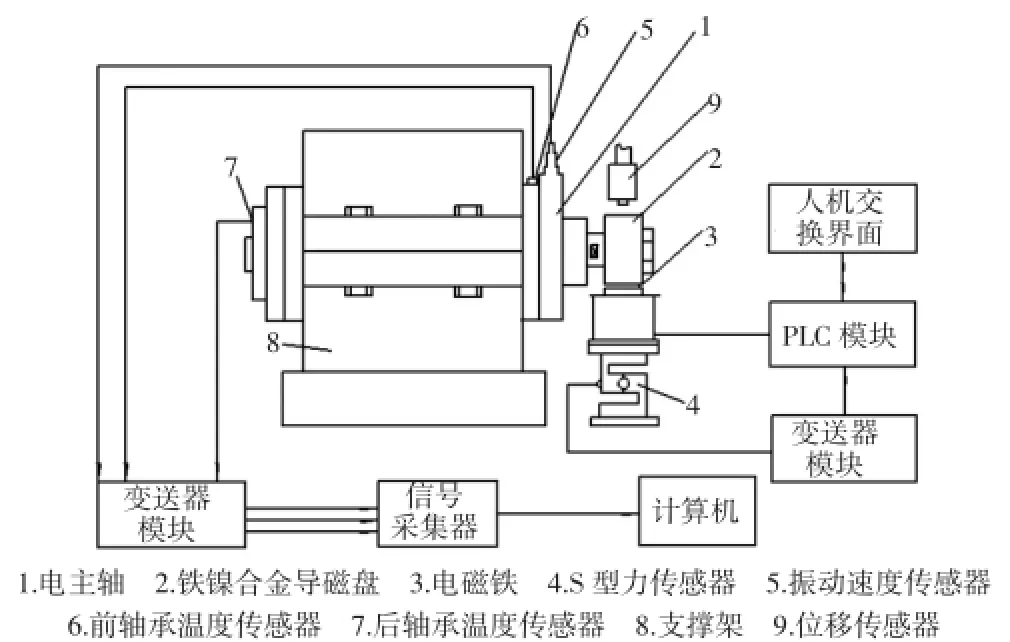
图3 高速电主轴非接触加载系统结构简图
2.1电主轴受力计算
电主轴在实际工作中受到的力主要来源于切削过程的几个方面:克服切削变形材料塑性变形需要的抗力;克服切削前刀面的摩擦力和后刀面对已加工表面和过渡表面摩擦需要的抗力;克服变形区弹性变形需要的力。由于切削力的大小和方向受到各种因素的影响,是随过程而变化的。为便于分析,将切削力分解为三个相互垂直于坐标系的分力或力矩来表示,查机械加工工艺手册得铣削力和铣削功率的计算公式:
背吃刀力和进给力按立铣、硬质合金刀具加工来进行估算:
将电主轴的额定转矩带入(1)式,d0按HSKE-40刀柄标准,取d0=20 mm
为模拟实际运行状况,需添加的轴向力即Ff和径向力Fp的合力,即:

考虑切削过程中的动态因素,最大轴向力按400 N,最大径向力按1000 N来设计。
2.2加载机构设计
测功机做为动力试验的重要设备,在试验中可以通过改变变频器对测功机的控制来改变被测设备的转速、转矩、功率等,在本设计中扭矩加载选用电力测功机。在非接触磁力加载中,轴向力加载,将励磁绕组放在主轴轴线上,由于主轴受到的轴向力受力点在切削刀具圆周上,所以励磁绕组在侧面更能反映出切削的实际工况。其机构如图4所示。
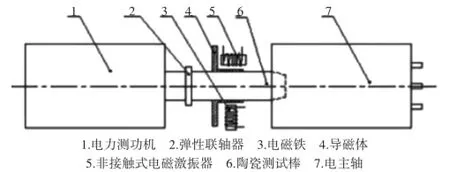
图4 可靠性试验平台示意图
非接触激振器5内部有一个直流励磁绕组和一个交流励磁绕组。为避免电磁铁3、激振器5和电主轴的励磁场相互干扰,测试棒6由陶瓷加工而成。导磁体4采用磁能达到27-50MGoe之间的钕铁錋(Nd-FeB)。由于高速电主轴对联轴器的要求较高,所以联轴器2采用弹性膜片联轴器。
3 高速电主轴非接触加载原理
传统的接触加载方式主要用测功机对主轴进行模拟电主轴在正常加工条件下进行加载实验,但是该装置在电主轴高速运转时,这种加载方式会产生剧烈的摩擦和噪声,不能长时间运行,并且会产生额外的机械振动,使其不能在正常的条件下运行,无法满足可靠性试验的条件要求,因此本文提出了非接触的电磁加载试验装置[3-4]。
本非接触加载方式主要由:可调直流恒流源、直流电磁铁、以及安装在电主轴轴端的导磁盘组成。该加载装置的工作原理为:电磁铁在可调直流恒流源提供的直流电源下,电磁铁线圈产生磁场,而布置在电主轴轴端的合金导磁圆盘受到麦克斯韦引力,通过可调直流恒流源输入电流的大小,可以改变磁场的强度,进而改变麦克斯韦吸引力的大小,通过该力模拟高速电主轴在正常工作条件下受到的径向力,就可以模拟出电主轴在实际加工过程中受到的负荷的变化。在电磁加载装置中,通过电磁铁铁新、气隙及导磁盘的电磁场形成一个闭合磁路:电磁铁铁心——气隙Ⅰ——铁镍合金导磁圆盘(加载盘)——气隙Ⅱ——电磁铁如图5所示。

图5 电磁加载装置示意图
4 结论及展望
相对于传统的接触式加载方式,高速电主轴非接触电磁加载方式有着显著的优点:
(1)采用非接触加载,减少了加载时产生的热及摩擦,振动等对试验结果的影响;
(2)电磁加载中电磁铁端面为圆弧形结构,保证了磁感线的均匀性及减少了漏磁现象,能保证装置在保证加载力的情况下安全运行;
(3)通过控制恒流直流源电流的大小,来控制磁场的大小,进而控制加载力大小,满足试验的可靠性要求。
虽然电主轴非接触加载方式有着许多显著优点,但在有些细节方面需要不断来进行完善,进而达到更高的可靠性试验要求。
参考文献:
[1]张兵.高速切削加工及相关技术[J].机械研究与应用,2004,(5):73-75.
[2]杨贵杰,秦冬冬.高速电主轴的关键技术及发展趋势[J].伺服控制,2010(2):32-36.
[3]刘宏昭,邱荣华,周训通,等.一种高速电主轴切削力模拟加载及测试装置[P].中国:2011 10000902.1.201 1.01.06.
[4]刘宏昭,邱荣华,周训通,等.一种高速电主轴非接触电磁加载装置[P].中国:201010589402.1.20lO.06.29.
中图分类号:TH133.2
文献标识码:A
文章编号:1672-545X(2016)04-0115-03
收稿日期:2016-01-05
作者简介:陈春(1981-)男,山西人,硕士研究生,工程师,研究方向:机械设计、设备优化。
Design of non Contact Loading Device for High Speed Motorized Spindle
CHEN Chun
(Avic Qingan Group Co.,Ltd,Xi’an Shaangxi 710077,China)
Abstract:As the core unit of the NC machining center,high speed motorized spindle has important significance in the analysis of its reliability and other performance.In this paper,the principle of dynamic electromagnetic force field is proposed to design the non contact loading device of electric spindle,and the sensor system is used to measure and analyze the temperature rise of the electric spindle.And the calculation and design of the loading force and the loading mechanism are carried out.
Key words:motorized spindle;non contact loading;electromagnetic force
猜你喜欢
重庆理工大学学报(自然科学)(2022年9期)2022-10-26 10:33:32
电子测试(2021年23期)2022-01-22 09:23:56
大电机技术(2021年5期)2021-11-04 08:58:22
防爆电机(2021年5期)2021-11-04 08:16:30
制造技术与机床(2019年7期)2019-07-22 03:42:58
制造技术与机床(2018年10期)2018-10-13 06:36:56
制造技术与机床(2017年7期)2018-01-19 02:29:58
制造技术与机床(2017年8期)2017-11-27 02:10:11
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:06
中国学术期刊文摘(2016年2期)2016-02-13 16:01:41