
辊涂机改进设计研究
2016-07-25 07:59北京鞍信天硕工程技术有限公司北京100070
中国新技术新产品 2016年12期
关键词:改进设计
薛 辉(北京鞍信天硕工程技术有限公司,北京 100070)
辊涂机改进设计研究
薛辉
(北京鞍信天硕工程技术有限公司,北京100070)
摘要:辊涂机漆耗小、生产效率高、操作简单、维护方便,常被用作带钢涂层生产线中。辊涂机的性能决定了材料表面的涂层厚度和涂层均匀度,对机组作业效率影响重大。随着科学技术的发展,辊涂机也有了新的发展。本文通过了解辊涂机的外观结构、工作原理、辊涂工艺,对新型辊涂机的主要改进方向进行了介绍,探讨未来辊涂机发展。
关键词:辊涂机;辊涂工艺;涂料漆层厚度;料盘机构;改进设计
0. 前言
辊涂机是带钢涂层生产线的关键设备,决定了材料表面的涂层厚度和涂层均匀度,对机组作业效率影响重大。而且辊涂机操作简便、工艺灵活、节省涂料、性质稳定,是目前最为常见、使用最为广泛的涂覆设备。按辊涂方法辊涂机可分为正向辊涂机、反向辊涂机、二辊式辊涂机和三辊式辊涂机等。辊涂机的辊涂法也有多种类型:自然反转法、全反转法、自然辊涂法等。在进行辊涂机及辊涂法选择时,应根据具体工艺要求来进行选择。
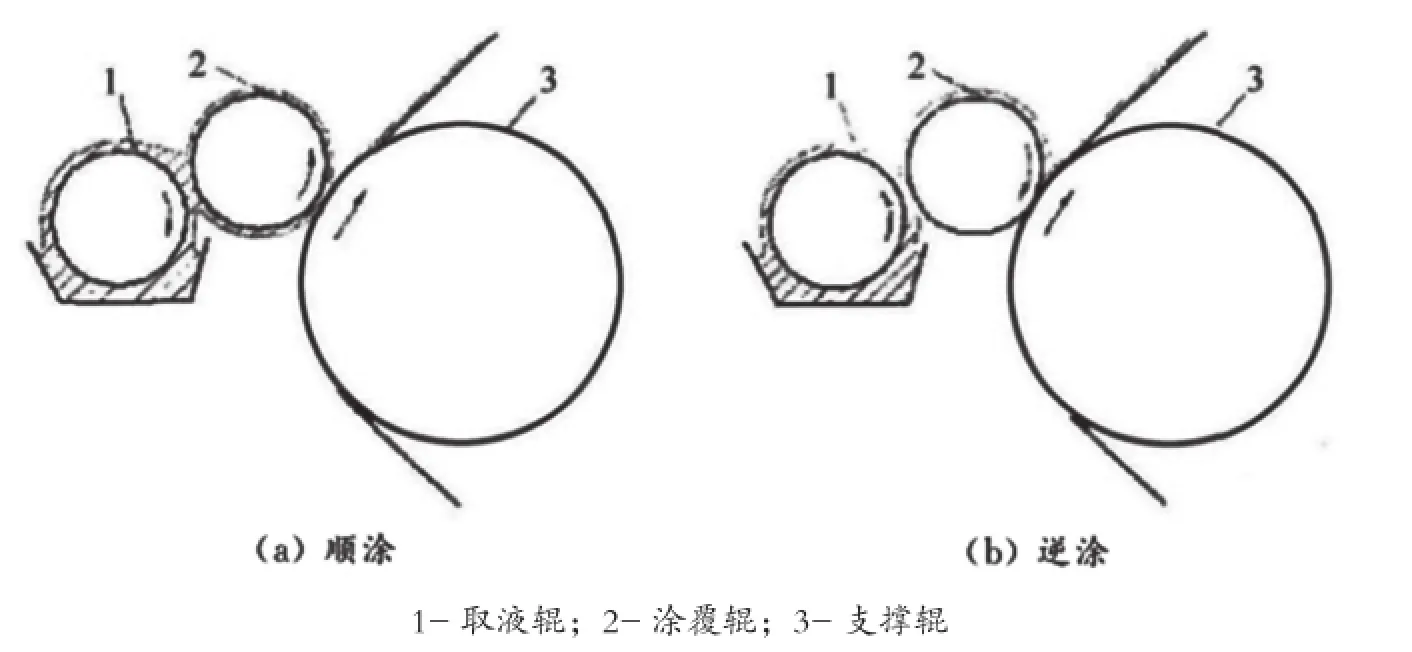
图2
1. 辊涂机的外观结构与工作原理
辊涂机是一组使用回转辊筒将涂料涂布到平面材料上的装置。辊涂机的漆耗小、生产效率高、操作简单、维护方便,常与其他机构共同组成自动化生产线。辊涂机由安全拉杆、正面升降料盘机构、背面升降料盘机构、正面涂敷机构、背面涂敷机构、顶托机构、支撑辊机构、同步机构以及辊面清理机构等组成。图1即为市面上较常见的辊涂机。
辊涂机以转辊为涂料载体,涂料借助转辊的转动过程与需要辊涂的平面材料接触,并涂敷在材料表面。辊涂机工作时,转辊与带钢平行紧靠,同时匀速向内旋转,此时两者中间会产生一个V形空间,涂料就在此处均匀的流到平面材料上去。再通过调节辊、钢之间压力,控制粘附在转辊上的涂料厚度和均匀度。
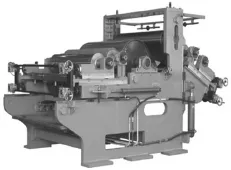
图1
2. 辊涂作业工艺
根据涂辊与带钢运行方向的不同,将辊涂机的辊涂工艺分为顺涂法和逆涂法两种,如图2所示。顺涂法,涂覆辊与带钢在接触处切线速度方向一致;逆涂法,涂覆辊与带钢在接触处切线速度方向相反。由于两种辊涂工艺的涂料运行方式不同,造成辊与辊、辊与带钢间摩擦力矩不同,涂料涂覆效果也有多不同,对比两种工艺的作业效果可以发现,顺涂法较逆涂法所辊涂的漆膜厚度更小。因此在选择辊涂工艺时,应根据辊涂材料的实际要求,提高辊涂效率,降低投资成本。
3. 辊涂机的改进设计方案
随着科学技术的不断发展,各类先进技术也逐渐进入辊涂机机构组件之中,传感装置、机械材料等新兴技术的使用也为辊涂机的改进和发展创造了条件。从方便操作、稳定性能、灵活设置等人性化角度对辊涂机进行了改进,图3即为改进后的辊涂机组成机构示意图。
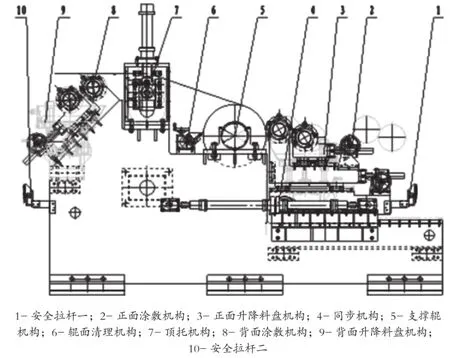
图3
3.1辊涂机的安全保护
辊涂机为连续作业设备,需要操作人员24小时不间断控制,尽管有安全教育和措施,但长时间工作也会增加各类意外事故的发生几率。改进后的辊涂机专门就安全防护问题进行了设计,在出入口位置增设安全拉杆,紧急情况发生时,拽动安全拉绳,使设备紧急停止,保证操作人员安全,体现了新设计方案的人性化特点。
3.2料盘机构要升降自如
该设计在辊涂机的正面和背面的涂覆机构上都装有一套供漆料盘,如图4所示。这种供漆料盘机构可通过蜗轮蜗杆的升降来调节漆盘高度,根据实际情况设置液位,满足更多工艺要求,提高辊涂机涂层质量与效率。停机检修时,也可以降下漆盘,并由轨道从辊涂机本体退出,方便换漆操作,节约清洗和维修的时间。
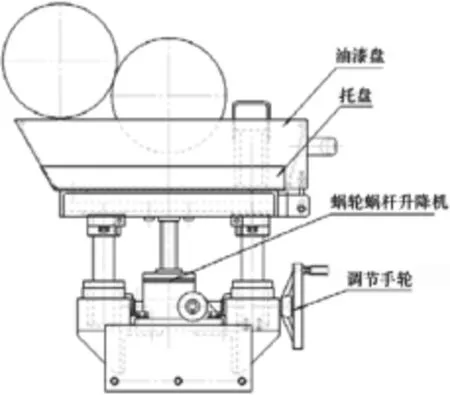
图4
3.3顶托机构要简便操作
旧式辊涂机在停机时为保护辊涂辊不受伤害,需要带钢与辊涂辊之间相互脱离,正面涂敷机借助构油缸实现同步,背面涂敷机构则靠顶托机构保持带钢使与辊涂辊的分离,在辊涂机工作时,由于基板质量的差异,产生浪边、瓢曲、边裂、镰刀弯等问题,背面涂敷机构发生漏涂等。改进后的辊涂机通过灵活调整顶托辊的位置,有效解决了漏涂和漆膜不均匀的问题。新型顶托机构有液压油缸式和气缸式两种驱动方式,靠齿轮齿条的上下运动进行位置调节,操作和维护操作都极为简单,更方便用户使用。图5即为新型顶托机构模式图。
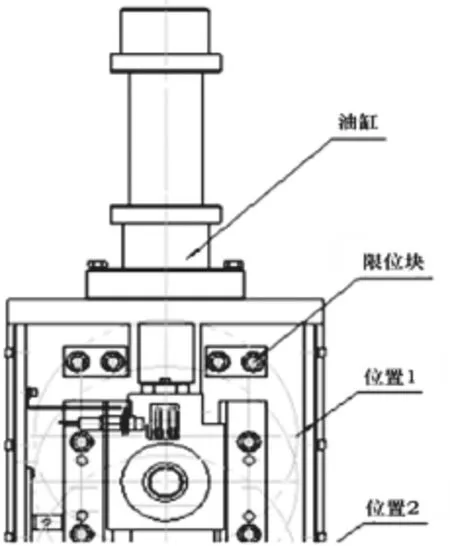
图5
3.4可精确把握涂料的漆层厚度
漆膜厚度与漆膜均匀性是辊涂工艺的关键,影响漆层厚度的机构作用有涂敷辊对基材表面的压力(即两者间隙)、涂敷辊与基材间的速度差。旧式辊涂机依靠操作人员凭经验,通过蜗轮蜗杆机构对涂敷辊与基材表面间的压力进行调节,对操作人员技术能力要求极高。改进后的辊涂机,在涂头移动架与调节机构间加装了压力传感装置,将涂敷辊与基材表面之间的压力显示在显示屏上,进行实时观察、及时调节,精确控制涂料的漆层厚度。涂敷辊与基材之间的速度差可以在辊与辊、带钢之间形成剪切力,速度差越大剪切力越大,涂料的瞬间黏度越低,有利于涂料流动成膜,提高漆膜均匀性。但涂敷辊与基材之间的速度差也会影响到涂层的厚度,速度差越大图层就越厚,所以在辊涂机进行作业前,需按照实际情况控制好涂敷辊与基材之间的压力与速度差。
结语
改进后的辊涂机操作简便、工艺灵活可靠、性能稳定,已经引起业内人士的关注和兴趣。安全杆、传感器等新技术的应用让人看到了辊涂机技术的发展,升降自如的供漆料盘机构、位置可调的顶托机构也体现了设计的人性化,相关操作进一步简化,安装、调试、维护都可以由用户自行解决。随着科技的不断进步,相信新一代辊涂机优势会更加明显,辊涂机的改进和创新也不会停止。
参考文献
[1]郑权,丁钢.降低因辊涂机故障造成的产品降级率[J].科技风,2011(6):78-79.
[2]宋海森,钱岩.彩色带钢辊涂机侧压辊装置[J].通用机械,2005(11):56-59.
[3]张玲兰,尚明磊,吴小兵.快速换色辊涂机系统设计[J].制造业自动化,2004(4):45-47.
[4]朱慧钧,晏志武,胡华斌.镀锌线辊涂机堵转问题的分析与解决方案[J].武钢技术,2013(6):34-36.
[5]袁群.马钢一钢轧2~#热镀锌线辊涂机工艺的控制[J].安徽冶金,2010(1):22-24.
中图分类号:TH122
文献标识码:A
猜你喜欢
农家科技中旬版(2017年5期)2017-07-14
化学教学(2016年11期)2017-01-05
科技与创新(2016年5期)2016-03-17
科技与创新(2016年2期)2016-01-19
科技与创新(2014年1期)2014-03-18
