
高纯气体包装气瓶及定期检验技术
2016-07-22 02:47黄强华
低温与特气 2016年3期
骆 辉,薄 柯,李 桐,黄强华
(1.中国特种设备检测研究院,北京 100013; 2.全国气瓶标准化委员会,北京 100013)
高纯气体包装气瓶及定期检验技术
骆辉1,薄柯1,李桐1,黄强华2
(1.中国特种设备检测研究院,北京 100013; 2.全国气瓶标准化委员会,北京 100013)
摘要:介绍高纯气体气瓶结构类型,制造工艺以及使用特点。简述了国内目前不同结构类型气瓶检验方法,以及目前检验方法对于高纯气瓶检验存在的问题。结合国外高纯气瓶检验方法以及高纯气瓶失效模式,制定适应于不同结构高纯气体气瓶的检验方法,该检验方法对于高纯气体气瓶检验具有科学性和经济性。该类型检验方法的实施,有效保障高纯气体气瓶安全运行。
关键词:高纯气体;气瓶;定期检验
高纯气体是指纯度大于99.999%的气体,其对纯度、干燥度、洁净度等方面有极高的要求,该类型气体在集成电路、芯片、半导体、太阳能、医疗等领域有着广泛应用,随着我国产业结构的转型升级,近些年对高纯气体在数量、种类上的需求持续增加。
伴随着高纯气体的发展,对高纯气体包装气瓶技术也提出更高的要求,同时包装气瓶数量也在持续增加。充装高纯气体,包装气瓶需要经过一系列处理才能达到使用要求,才能不会对充装气体造成污染。对于充装高纯气体的气瓶定期检验,传统以水压试验为基础的检验方法、技术不能满足高纯气体包装气瓶检验需求,因此,针对高纯气体气瓶研究制定出新的检验技术及标准。
1 高纯气体包装气瓶简介
高纯气体气瓶和同类型普通工业气体气瓶相比,设计、制造标准、材料、热处理工艺、状态、气瓶成型工艺等方面基本相同,不同地方在于气瓶内部状态。
1.1高纯气体气瓶制造工艺
普通钢瓶内部状态为喷砂表面,最高满足纯度在99.99%以下介质充装需求。如气瓶充装高纯气体,由于钢材表面细小颗粒、毛刺等存在,一方面会吸附水分等杂质,在一定条件下会从基体中析出,进入充装介质。另一方面,在颗粒、毛刺等尖端部分,会和介质发生复杂、缓慢的化学反应,如长时间存放介质,使得介质中金属离子含量超标。为避免气瓶对气体污染而影响纯度,气瓶首先经过研磨处理,去除表面颗粒物、毛刺等,研磨分为粗磨和精磨两个过程,使用不同磨料,经数十小时研磨,研磨后表面粗糙度达到3 S,达到镜面效果,如图1所示,其次进行清洗,清洗研磨过程产生的粉尘,清洗介质为高温去离子水,水温通常为70℃,以避免水中各种离子吸附在金属表面,如充装的介质是具有强氧化性的N2O,还要进行脱脂处理,最后,为清除吸附在钢材基体中的水分,还需要对钢瓶进行加热、抽真空、置换等处理,将水分排尽,最终气瓶可以达到充装含水量小于1×10-6介质要求。在投入使用前,根据充装介质,还需要在气瓶内充入相应气体介质,形成钝化层,避免充装介质和钢材产生作用,影响纯度。

图1 气瓶研磨后表面状态
1.2高纯气体气瓶常见类型
根据充装不同气体需要,以及充装量的需求,常见高纯气瓶有中容积无缝气瓶,大容积无缝气瓶,又称作Y-Ton气瓶,焊接气瓶,又称作T-Ton气瓶,如图2,图3和图4。
中容积无缝气瓶,材料一般为Cr-Mo钢,通过钢坯冲拔成型,然后经过调质处理,气瓶一端安装气动或手动瓶阀,容积为40~50 L,国外设计、制造标准为DOT3AA,国内设计、制造标准为GB 5099,该类型气瓶公称工作压力为15或20 MPa,主要用于充装纯度较高的高压压缩气体,如He,H2等。该类型气瓶可单独使用,为增加充装量,也可将数只气瓶通过管路连接在一起,作为整体集装格使用。
大容积无缝气瓶,材料一般为Cr-Mo钢,通过无缝钢管两端旋压收口成型,如图5所示,然后经过调质处理,气瓶一端装有气动阀,另一端安装手动阀,容积为440~500 L,国外设计、制造标准为DOT-3AA和DOT 3AAX,国内尚无国家标准,国内气瓶制造企业参照DOT-3AA和DOT 3AAX标准制定企标,该类型气瓶公称工作压力为16.6 MPa(2400 PSI),主要用于充装纯度较高的高压压缩气体,如SiH4,HCl,SF6等,也用来充装液化气体,如N2O,NH3等。该类型气瓶也可以增加气瓶长度来增加容积,也可将数个气瓶组装成长管拖车,如图6所示,增加运输量,提高运输效率。

图2 中容积无缝气瓶
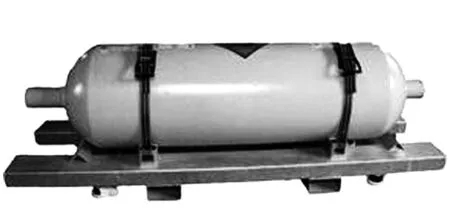
图3 大容积无缝气瓶(Y-Ton)

图4 焊接气瓶(T-Ton)

图6 高纯气体运输长管拖车
焊接高纯气体气瓶,材料为碳钢或者不锈钢,通过钢板卷筒、焊接成型,然后经过退火处理,气瓶一端装有瓶阀、压力表等附件,另一端为盲板,容积为900~1000 L,国外设计、制造标准为DOT-4B,国内设计、制造标准为GB 5100,该类型气瓶公称工作压力为3 MPa,该类型气瓶主要用于充装纯度较低且需求量较大的液化气体,如NH3等。
1.3高纯气体气瓶使用特点及在役气瓶失效模式特点
高纯气体气瓶除在制造工艺上和普通气瓶有区别外,在使用状态方面和普通气瓶也有很大差异,造成高纯气体气瓶失效模式和普通气瓶也有很大差异。首先,高纯气体气瓶充装高纯气体,该类型气体含水量小于1×10-6,对气瓶基体不产生腐蚀,根据对运行5 a的气瓶进行监控以及开瓶检查,内表面依然保持金属光泽,因此该类型气瓶不会发生腐蚀失效。其次,高纯气体气瓶充装次数少,普通气瓶疲劳试验次数为80 000次,因此普通气瓶设计理论模型为每天充装10次以上,而对于高纯气瓶,经调研,最频繁在10 d左右充装一次,按照20 a使用周期计算,充装次数为720次,因此该类型气瓶不容易产生疲劳缺陷。再次,高纯气体气瓶使用维护状况好,高纯气体生产单位以及使用单位为大型现代化企业,在气瓶充装、运输、使用等环节管理良好,安全措施科学。对于该类型气瓶,主要发生气瓶、附件螺纹损伤,缺陷疲劳扩展,密封件失效,以及气瓶外部腐蚀、机械损伤等。
2传统气瓶定期检验技术及问题
目前国内无缝气瓶和焊接气瓶分别按照GB 13004和GB 13075进行定期检验,这两个标准规定的检验方法、检验周期,极大保障我国工业气瓶的安全运行,而对于高纯气体气瓶检验,该标准不具备科学性和经济性。
2.1传统气瓶定期检验技术
GB 13004适应于0.4~80 L无缝气瓶检验,该标准规定的检验方法包含宏观检查,水压试验,气密试验,瓶阀检验等。对于大容积无缝气瓶定期检验,尚无国家标准,普遍采用宏观检查,瓶体100%超声波检测及测厚,水压试验,气密试验等方法。GB 13075适应于10~1000 L焊接气瓶检验,该标准规定的检验方法包含瓶体、焊缝宏观检查,水压试验,气密试验,瓶阀检验等。对于气瓶检验周期,根据充装介质腐蚀性,通常为2a或者3a,充装惰性气体气瓶检验周期为5a。
2.2传统气瓶定期检验技术对于高纯气瓶检验存在的问题
传统气瓶定期检验技术,是针对气瓶在使用过程中产生的机械、热损伤、腐蚀、磨损、疲劳缺陷等失效模式制定的。而对于高纯气体气瓶具有充装介质纯度较高、充装次数少、管理科学、制度完善等特点,因此高纯气体气瓶失效模式和普通气瓶截然不同。高纯气瓶在使用过程中,不存在腐蚀、疲劳等失效模式,如按照传统检验技术进行检验,不具有科学性。此外,传统气瓶定期检验标准中对于检验周期的确定,基于普通气瓶充装介质和失效模式,如按照该标准来确定高纯气体气瓶检验周期,不具备合理性。
传统检验技术以宏观检查、水压试验为主,由于高纯气体气瓶内部经过特殊处理,如进行水压试验,对气瓶内部状态造成很大损伤,气瓶内壁因接触水而发生锈蚀,此外,水分重新渗入气瓶基体,如要重新投入使用,需要投入巨大成本进行内部处理。对于气瓶瓶阀,要求对瓶阀拆解检查,而高纯气体气瓶瓶阀,为达到较高的密封性,加工、装配精度极高,并且在洁净环境下组装,防止环境中固体颗粒物损伤密封面,目前国内还不具备制造、维修能力,无法按照现有标准执行。
3国外高纯气瓶定期检验技术
国外DOT、ISO标准,根据充装介质以及使用情况,制定了多种检验方法,在特定情况下,可以用无损检测方法替代水压试验,从而避免了水压试验对气瓶内部状态造成污染。
ISO 6406规定了0.5~150 L钢质无缝气瓶定期检验方法,根据该规定,可以采用全自动100%超声检测替代水压试验,对于超声波检测,瓶体和瓶肩、瓶底过渡部位,还需进行手动超声波检测,瓶底部分进行手动测厚,对于采用水压试验检测的气瓶,应进行内外宏观检查,采用超声检测的气瓶,可以不进行阀门拆卸和内部宏观检查。
美国联邦宪法CFR 180中关于气瓶检验以及维护中,DOT 3AA以及DOT 3AAX气瓶采用内外宏观检查和水压试验进行定期检验。同时美国交通运输部提出以无损检测替代水压试验和内部宏观的检测方法,并且以特许令形式颁发执行,需要对颁发机构的人员、程序文件、设备等进行评审。例如,DOT-SP 9847是对FIBA公司颁发的特许令,根据该特许令,FIBA公司可以对直径大于245 mm且水容积大于120 L的DOT 3AA以及DOT 3AAX气瓶,采用声发射检测替代水压试验,如图7所示。全自动100%超声检测替代内部宏观检查,如图8所示。
ISO 10460规定了0.5~450 L钢质焊接气瓶定期检验方法,根据该规定,气瓶定期检验应进行内外部宏观检查,还需要进行耐压试验,试验介质可以为液体也可以为气体。此外,必要时还需要进行超声或者称重等检测手段。
国外根据气瓶使用情况,可以采用不同检验方法,使用无损检测替代水压试验方法,或者气压试验替代水压试验,避免了因水压试验对气瓶内部造成破坏,可以保持气瓶内部原有使用状态,避免检验后为恢复气瓶使用状态需要投入巨大人力和物力。此外一些检验方法不需要打开气瓶,避免因瓶阀频繁拆装造成阀门和气瓶螺纹损坏。
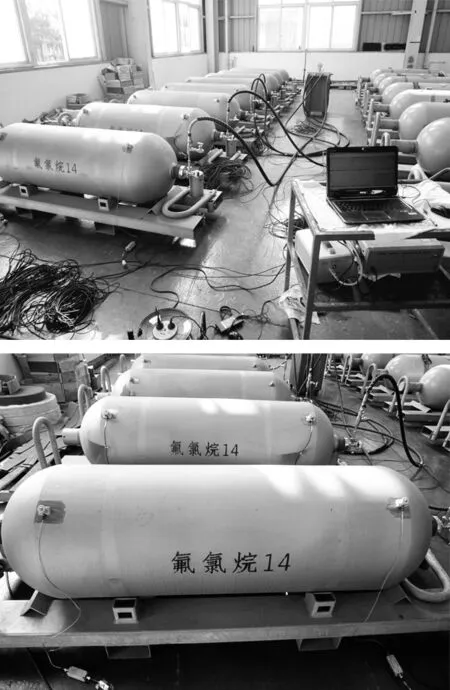
图7 气瓶声发射检测
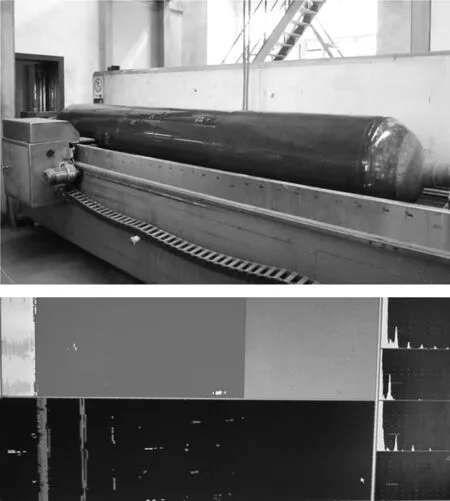
图8 气瓶全自动100%超声波检测及测厚
4高纯气体气瓶定期检验技术
根据高纯气瓶结构特点,国内高纯气瓶实际使用状态,根据不同类型气瓶可能存在的失效模式、缺陷类型以及气瓶失效风险,结合国外关于高纯气瓶检验规范,制定针对不同类型高纯气体气瓶检验方法,满足不同类型气瓶检验需求。
对于40~50 L中容积无缝气瓶,可以采用无损检测方法为主检验和水压试验检验相结合的检验方法。首次检验气瓶,采用外部宏观检查、全自动100%超声波检测及测厚、瓶体两端过渡部位超声波检测、气密性试验,该检验方法可以不拆卸瓶阀,避免螺纹磨损。随着使用时间及充装次数增加,可能出现螺纹磨损、裂纹疲劳扩展、密封件失效等,因此第二检验周期采用内外宏观检查、螺纹检查、水压试验、气密性试验等检测方法,该方法需要拆卸瓶阀,并更换密封件重新组装瓶阀。
对于类似Y-Ton等大容积无缝气瓶,采用无损检测方法为主检验和水压试验检验相结合的检验方法。对于首次检验,采用外部宏观检查、全自动100%超声波检测及测厚、声发射检测、气密试验等检测方法。随着使用时间延长以及充装次数增加,第二检验周期采用内外宏观检查、螺纹检查、全自动100%超声波检测及测厚、水压试验、气密性试验等检测方法,并更换密封件,重新组装附件,针对不同周期可能出现的失效模式,采用不同检验方法,最大限度避免水压试验对气瓶内部造成破坏,同时考虑气瓶使用安全。根据目前高纯气体气瓶检验周期要求,气瓶使用10a时间进行水压试验,可以有效保障气瓶安全运行。
对于T-Ton气瓶,同样采用无损检测方法为主检验和压力试验相结合的检验方法。首次检验气瓶,采用不开瓶方法检验,包含外部宏观检查、壁厚测定、焊缝100%磁粉检测、声发射检测、气密性试验等。随着气瓶充装次数增加,焊缝部位及气瓶其他部位不连续部分可能扩展为缺陷,第二检验周期采用内外宏观检查、螺纹检查、壁厚测定、焊缝100%超声波检测、气压试验、气密性试验等。因为T-Ton气瓶公称工作压力相对较低,故采用气压试验替代水压试验,为保障气压试验安全,试验前焊缝应进行全部超声波检测,此外气压试验必须在足够的安全保护措施下进行。该类型气瓶两种检测方法,都不会破坏气瓶内表面,保持气瓶原有运行状态。
5结论
根据不同气瓶结构类型、失效模式以及不同使用周期、充装次数可能产生的缺陷类型,结合国外同类型气瓶检验方法,制定针对性的检验方法,检验方法具有科学性,减少了因水压试验对气瓶内表面造成破坏,因此该检验方法同时兼顾经济性,可以有效保障高纯气瓶安全运行。目前,按照该类检验方法已完成数百只不同类型气瓶检验工作,所检验气瓶均安全运行,同时解决了由传统检验技术给高纯气瓶检验带来的问题。
参考文献:
[1] 孙福楠.特种气体实用手册[G].大连:光明化工研究设计院,2012.
[2] TSG R0006—2014 气瓶安全技术监察规程[S].
[3] GB 13004—1999 钢质无缝气瓶定期检验与评定[S].
[4] GB 13075—1999 钢质焊接气瓶定期检验与评定[S].
[5] CFR 180 Subpart CQualification, Maintenance and Use of Cylinder[S].
[6] ISO 10640 Gas cylinders—Welded carbon steel gas cylinder-Periodic inspection and testing[S].
[7] ISO 6406 Gas cylinders-Seamless steel gas cylinder-Periodic inspection and testing[S].
High Purity Gases Cylinder and Periodic Inspection Technology
LUO Hui1,BO Ke1,LI Tong1,HUANG Qianghua2
(1. China Special Equipment Inspection and Research Institute, Beijing 100013,China;2.National Standardization Administration of Gas Cylinders, Beijing 100013,China)
Abstract:Introduce the structure of high purity gases cylinder, fabrication process and usage of the cylinder. Brief describe the Chinese regulation for different structure cylinder, and the problem for high purity gases cylinder inspection. Based on the foreign inspection regulation for high purity gases cylinder inspection and failure model, develop the new regulation for inspection of cylinder, the new regulation is scientific and economical. The new regulation is carried out, to keep the safety of cylinder operation.
Key words:high purity gases;cylinder;periodic inspection
收稿日期:2015-09-11
中图分类号:TQ051.3
文献标志码:A
文章编号:1007-7804(2016)03-0050-05
doi:10.3969/j.issn.1007-7804.2016.03.013
作者简介:
骆辉,男,汉族,工学硕士,中国特种设备检测研究院气体装备事业部工作,气瓶室主任助理,中级工程师,从事特种设备安全研究。邮箱:luohuitry_100@aliyun.com
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
建材发展导向(2021年10期)2021-07-16
中国特种设备安全(2019年11期)2020-01-16
中国特种设备安全(2019年11期)2020-01-16
建材发展导向(2019年13期)2019-08-24
中国特种设备安全(2019年3期)2019-04-22
中国特种设备安全(2019年3期)2019-04-22
劳动保护(2018年8期)2018-09-12
纤维复合材料(2018年4期)2018-04-28
中国质量监管(2017年7期)2017-09-30
