
基于PLC的SCR催化剂干燥煅烧自动控制系统
2016-07-22 10:50黄太祥湖北东贝新能源有限公司435006
电子测试 2016年11期
黄太祥(湖北东贝新能源有限公司,435006)
基于PLC的SCR催化剂干燥煅烧自动控制系统
黄太祥
(湖北东贝新能源有限公司,435006)
摘要:本文介绍了SCR催化剂在一级干燥,二级干燥,煅烧生产过程的电气自动控制系统,该系统由研华工控机和西门子PLC组成集中分散控制系统,采用冗余技术以提高系统可靠性,实现设备控制、远程监控等功能。
关键词:PLC;SCR;温度;压力
0 引言
氮氧化合物是空气污染的主要原因,对人体、植物、其他有机体极其有害。氮氧化合物主要来源于燃煤燃烧,因此控制氮氧化合物在空气中的排放是必需解决的课题。SCR技术就是在温度为320~400℃时,在催化剂作用下,利用NH3对氮氧化合物的还原功能,将燃煤燃烧产生氮氧化合物还原成氮气和水,催化剂是整个SCR技术的关键。SCR催化剂在制作成型后,需经过一级干燥、二级干燥、煅烧等工艺过程,本文介绍了某公司SCR催化剂生产线采用PLC和工控机技术自动控制一级干燥,二级干燥,煅烧等关键工艺过程的控制方法。
1 设备配置与控制要求
1.1一级干燥。一级干燥设有32间干燥室,32间干燥室共用一台15KW排潮风机,采用15KW变频器控制,在进入每个干燥室的排潮管道设置1台排潮气动调节阀,在加湿管道设置1台加湿气动调节阀。干燥室加热采用蒸汽空气换热方式,设置1台加热气动调节阀;每间干燥室设有4KW循环风机一台,采用4KW变频器控制。
1.2二级干燥。二级干燥采用隧道窑进行干燥。隧道窑加热采用蒸汽空气换热器,分三组加热,配置3台换热器和3台4KW送风风机,送风风管设置3只PT100温度传感器和3台加热气动调节阀,送风风机采用4KW变频器控制;送风风管上设置3台压力变送器,通过对应送风机的变频器来控制该送风风管压力。设置5.5KW排废风机1台,采用5.5KW变频器控制,排废管道设置压力变送器1台,控制排废管道压力。设置2.2KW循环风机18台,采用接触器控制。设置1台温湿度传感器,显示窑内温湿度。
1.3煅烧。煅烧采用6条网带窑来进行。每条窑长53米,设置3KW网带传动电机1台,采用4KW变频器控制,设置网带测速装置1套。该网带窑热源为电加热,设置216支红外加热管,分成12组,采用可控硅控制。设置15KW排废风机1台,采用15KW变频器控制,在排废风管设置1台压力变送器,通过排废风机变频器控制排废管道压力。在网带窑冷却段还设有1.1KW冷却循环风机1台,采用1.1KW变频器控制。
2 控制系统设计
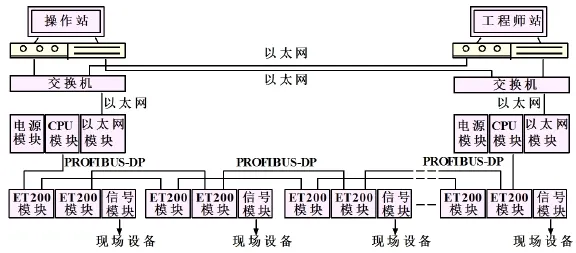
本控制系统采用西门子S7-300/400系列PLC和研华工控机
组成集中分散控制系统,PLC系统采用冗余技术以提高系统可靠性,实现设备控制、故障报警、数据管理、网络通讯等多功能组合。控制系统包括工程师站、操作站、冗余PLC系统和ET200远程子站等。一级干燥、二级干燥及六条网带窑将分别以ET200子站的形式通过PROFIBUS-DP总线连接至冗余PLC系统,PLC系统通过以太网的方式与上位机(工程师站和操作站)连接。系统框图如下图示:
2.1ET200子站。每个ET200子站由2个6ES7153-2BA02-0XB0接口模块和若干信号模块组成。
一级干燥采用6个ET200子站来完成所有信号采集及输出控制,二级干燥采用1个ET200M子站,煅烧部分共计6个子站。本系统总共采用13个ET200M子站,共计使用了26个6ES7153-2BA02-0XB0模块,20个32路开关量输入模块6ES7321-1BL00-0AA0 ,10个32路开关量输出模块6ES7322-1BL00-0AA0,48 个8路模拟量输入模块6ES7331-1KF02-0AB0,29个8路模拟量输出模块6ES7332-5HF00-0AB0,8个6路模拟量输入输出模块6ES7334-0CE01-0AA0。
2.2冗余PLC系统。PLC系统由电源模块6ES7404-0KA02-0AA0,CPU模块6ES7412-3HJ14-0AB0,以太网模块6ES7443-1EX30-0XE0组成。两套独立的PLC系统组成冗余系统。
在一级干燥部分,每个干燥室设有一个温度控制点和一个湿度控制点,PLC根据实测温度信号和给定温度值,经过PID运算后输出信号给加热气动调节阀,通过调节换热器的蒸汽流量来控制干燥室的温度。湿度控制采用与排潮气动调节阀联锁控制方式,当干燥室内湿度小于设定湿度时,排潮气动调节阀关闭,加湿气动调节阀开启。
二级干燥设置了3个温度控制点和4个压力控制点,3个温度控制点分别设在对应三组送风管道上,通过调节相应气动调节阀开度大小调节蒸汽流量,从而控制送风管道热风温度。4个压力控制点分别设在排废管道和三组送风管道上,均采用变频器控制,根据给定压力和实测压力值经过PID运算后输出频率信号给变频器,控制风机转速,从而达到控制压力的目的。
煅烧部分有6条网带窑,每条网带窑设置了12个温度控制点,采用可控硅调压模块控制,通过调节红外加热管上的电压大小,控制窑内温控点温度。在排废管道设有一个压力控制点,通过变频器来控制排废风机转速,实现压力控制。网带传输速度是根据网带测速装置测出的速度,调节传动电机变频器的输出信号,从而控制网带传输速度。
2.3上位机。上位机采用研华工控机,分为工程师站和操作站,采用西门子WINCC组态软件。操作站可按不同级别加密,不同级别操作员操作权限不同。在运行状态下,实时图形显示生产线各设备运行情况,显示各个工艺参数的变化曲线和数值大小,动态显示生产工艺流程。
3 结语
由西门子PLC组成的现场子站和冗余PLC系统,和研华工控机监控系统构成了现场与远程控制,直接控制与网络控制,实时控制与数据在线管理的立体控制系统,实现了工艺、设备、电气控制的有机结合,降低了设备运行成本,所生产的催化剂脱硝效率高,适用范围广,使用寿命长。
参考文献
甄立东.西门子WINCC V7基础与应用.北京.机械工业出版社.2011.1
Automatic control system for drying and calcination of SCR catalyst based on PLC
Huang Taixiang
(Hubei East Bay New Energy Co., Ltd., 435006)
Abstract:This paper describes the SCR catalyst in a dry,secondary drying,calcining process for the production of electrical automatic control system,the system by Advantech industrial computer and Siemens PLC composed of distributed control system,redundant technology is adopted to improve the reliability of the system and implementation of equipment control,remote control,and other functions.
Keywords:PLC;SCR;temperature;pressure
猜你喜欢
疯狂英语·新读写(2021年8期)2021-11-05
小学生优秀作文(高年级)(2018年4期)2018-09-11
求知导刊(2016年30期)2016-12-03
考试周刊(2016年86期)2016-11-11
少儿科学周刊·儿童版(2016年1期)2016-03-14
山东青年(2016年1期)2016-02-28
