一种新型热轧带钢层流冷却水供水工艺流程
2016-07-21 03:36石袁媛胡井成
工业用水与废水 2016年2期
石袁媛,胡井成
(1.中冶赛迪工程技术股份有限公司 水资源事业部,重庆 401122;2.唐山燕山钢铁有限公司 轧钢厂,河北 迁安 064400)
一种新型热轧带钢层流冷却水供水工艺流程
石袁媛1,胡井成2
(1.中冶赛迪工程技术股份有限公司 水资源事业部,重庆401122;2.唐山燕山钢铁有限公司 轧钢厂,河北迁安064400)
通过常规和新型热轧带钢层流冷却循环水系统工艺流程的对比,分析新型热轧带钢层流冷却循环水系统工艺的优点。结合具体工程中采用的新型热轧带钢层流冷却循环水系统,论述了设计过程,并着重对该系统的节能情况进行了说明。
热轧带钢;层流冷却;层流冷却水循环
20世纪70年代,国内热轧带钢厂中开始采用层流冷却工艺[1]。热轧带钢层流系统分为层流冷却装置和层流冷却循环水系统2个部分,层流冷却循环水系统主要负责向层流冷却装置提供带钢冷却所需的循环水,即对带钢使用后的水进行过滤、降温,送层流冷却装置循环使用。
根据热轧带钢厂层流冷却工艺的要求,层流冷却循环水系统具有循环水量大、供水压力低、水量变化幅度大的特点[2],冷却水中所含氧化铁皮粒度细和含油量小。常规热轧带钢层流冷却水供水工艺流程由水泵直接对机旁水箱供水时,易对其恒水位造成冲击;且该流程需要两次泵加压,增加电耗。本研究针对国内某钢厂建设的一条1 780 mm热轧生产线,设计了一种新型热轧带钢层流冷却水供水工艺流程,降低了系统电耗,保证了机旁水箱处于恒水位状态。
1 工程概况
国内某钢厂建设一条1 780 mm热轧生产线,年产热轧钢卷400万t。主要产品为碳素结构钢、优质碳素结构钢、低合金结构钢等。在热连轧精轧机组与地下卷取机之间设置层流冷却装置。1 780 mm热轧生产线所需层流冷却循环水量见表1。

表1 1 780 mm热轧生产线所需层流冷却循环水量Tab.1 Quantity requirement of 1aminar f1ow circu1ating coo1ing water for 1 780 mm hot ro11ing strip stee1 production 1ine
由表1可以看出,1 780 mm热轧生产线层流冷却用水流量大、水压低,同时为保证冷却效果要求供水水压稳定、流态呈层流状。
2 热轧带钢层流冷却水供水工艺流程
2.1常规热轧带钢层流冷却水供水工艺流程
常规热轧带钢层流冷却循环水系统的循环水经过滤、冷却后与带钢使用后的热水混合,再加压供给层流冷却装置包含机旁水箱。常规热轧带钢层流冷却水供水工艺流程见图1、图2。
由图1、图2可以看出,常规热轧带钢层流冷却水供水工艺有两次泵加压过程,第一次将层流热水池的水提升至混合水池;第二次将混合水池的水加压送至用户。常规热轧带钢层流冷却水供水工艺在水泵直接对机旁水箱供水时,出水水流对其恒水位造成冲击,同时两次泵加压过程电耗较大,需要对常规热轧带钢层流冷却水供水工艺进行优化。

图1 常规热轧带钢层流冷却水供水工艺流程一Fig.1 Techno1ogica1 process of conventiona1 1aminar f1ow circu1ating coo1ing water system for hot ro11ing strip stee1 productionⅠ
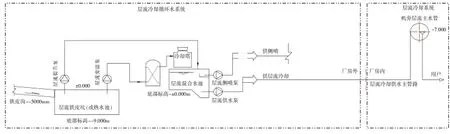
图2 常规热轧带钢层流冷却水供水工艺流程二Fig.2 Techno1ogica1 process of conventiona1 1aminar f1ow circu1ating coo1ing water system for hot ro11ing strip stee1 productionⅡ
2.2新型热轧带钢层流冷却水供水工艺流程
针对1 780 mm热轧生产线对层流冷却循环水系统水量、水压等要求,本工程选用某制造厂层流冷却装置,见图3。

图3 层流冷却装置侧视图示意Fig.3 Structure of 1aminar f1ow coo1ing device
由图3可以看出,该层流冷却装置包含机旁水箱,层流冷却水从机旁水箱集管喷向带钢。该机旁水箱呈圆柱体,卧式安装,用于实现对带钢的恒水位喷水。
经过设计优化、技术经济对比和F1uent软件分析,在1 780 mm热轧生产线设计中,采用一种新型热轧带钢冷却水供水工艺流程[3],见图4。
由图4可以看出,新型热轧带钢层流冷却水供水工艺流程的核心点是对层流冷却水采用自流供水,此方式跟常用的压力供水不同。通过将冷却塔、冷水池(混合水池)高架,从而形成供水水面标高(冷水池内水面标高)高于用户点的水面标高,实现自流供水。层流冷却装置机旁水箱的水面标高为7.8 m,冷水池的池底标高为10.8 m,两者之间通过一根DN 1 400 mm的管道联通,利用U型连通器的原理,使水由冷水池朝用户点水箱流动,从而实现恒水位自流供水。由于取消了层流供水泵组,即第二次加压,有效降低了循环水系统供水电耗,实现节能。

图4 新型热轧带钢层流冷却水供水工艺流程Fig.4 Techno1ogica1 process of nove1 1aminar f1ow circu1ating coo1ing water system for hot ro11ing strip stee1 production
3 主要建筑物设计及设备配置
3.1高架水池设计
高架水池高程设计需要满足以下几点:①钢混结构的冷却塔出水无压,需将冷却塔设置于冷水池上方;②为满足自流供水,冷水池最低水面标高设计需考虑机旁水箱最高水位(即溢流水位),以及U型连通管道的局部、沿程水力损失。
采用了F1uent软件进行数值分析,仿真得到的供水管道压力分布和流速分布,在整个自流供水管道最大供水量13 500 m3/h的条件下,总阻损为19.62 kPa(即2.0 mH2O,含管道进出口阻力损失)。本工程中,冷水池最低水面标高为7.8 m(机旁水箱最高水位)+2.0 m+1.0 m(富余高度)=10.8 m。
由此可以看出,自流供水能有效地减少对用户水箱冲击,实现恒水位用水。
3.2热水池设计
热水池高程设计需要满足以下几点:①层流铁皮沟进入处标高;②热水池有效池深从层流铁皮沟沟底开始计算。本工程中,层流铁皮沟进入处标高为-5.300 m,热水池内底标高为-9.500 m,有效池深为4.2 m。
3.3系统设备配置
按常规热轧带钢层流冷却循环水系统设计时,层流水通过铁皮沟自流入层流热水池,由旁滤泵泵组4台(3用1备)提升(提升水量为总水量的50%)至过滤器、冷却塔;另一部分水不经过过滤冷却,由层流提升泵(3用1备)直接提升至混合水池。两者混合之后,由层流供水泵泵组7台(5用2备)提升至车间内机旁水箱供层流冷却使用。
若同水量情况看,采用新工艺流程时,热水和经过冷却塔冷却后的冷水考虑在冷却塔下的混合水池混合。这样需要考虑设置2组层流提升泵,即1组泵用于将50%水量过滤后上冷却塔冷却(4台水泵,3用1备),另1组泵用于将层流回水直接提升上冷却塔混合水池(4台水泵,3用1备),过滤器数量不变,冷却塔数量不变,减少了1组水泵,其余水泵扬程稍增加。
新型与常规的层流冷却水供水系统的电耗对比见表2。

表2 新型与常规的层流冷却水供水系统设备功率对比Tab.2 Power of devices in conventiona1 and nove1 1aminar f1ow circu1ating coo1ing water supp1y systems
由表2可知,新型层流冷却水供水系统比常规层流冷却水供水系统可以降低电耗约1 000 kW。目前,新型层流冷却水供水系统已经在该厂建成投入运行,日节电在2万kW·h以上,具有较高的经济收益。
4 结语
新型层流冷却水供水系统具有供水稳定、节约能耗的特点,满足1 780 mm热轧生产要求。日节电在2万kW·h以上,具有较高的经济收益。
[1]贾占友,汤武初,魏宏武.一种新型热轧带钢层流冷却装置[J].一重技术,2009,(3):9-11.
[2]江开伟.热轧带钢层流冷却水处理系统流程探讨[J].钢铁技术,2000,(6):23-25.
[3]石袁媛,蒲军毅,刘惠.热轧带钢层流冷却循环水系统[P].中国专利:201320832881.4,2014-04-28.
Technological process of laminar flow circulating cooling water supply system for hot rolling strip steel production
SHI Yuan-yuan1,HU Jing-cheng2
(1.Water Resources Department,CISDI Engineering Co.,Ltd.,MCC,Chongqing 401122,China;2.Rolling Mill Factory,Tangshan Yanshan Iron and Steel Co.,Ltd.,Qian’an 064400,China)
Through the comparison between the techno1ogica1 processes of conventiona1 and nove1 1aminar f1ow circu1ating coo1ing water supp1y systems for hot roo1ing strip stee1 production,the advantages of the nove1 one were ana1yzed.Combined with the actua1 project which had adopted the said nove1 system,the design process was e1aborated and the energy-saving performance of it was introduced emphatica11y.
hot ro11ing strip stee1;1aminar f1ow coo1ing;1aminar f1ow coo1ing water circu1ation
TU991.4
A
1009-2455(2016)02-0043-03
石袁媛(1983-),女,四川武胜人,工程师,本科,学士,主要从事工业给排水设计,(电子信箱)syy0929@126.com;胡井成(1969-),男,河北迁安人,助理工程师,大专,主要从事轧钢给排水管理,(电子信箱)hujingchenghjch@126.com。
2016-03-10(修回稿)
猜你喜欢
汽车实用技术(2022年9期)2022-05-20
建材发展导向(2022年6期)2022-04-18
广东医科大学学报(2020年4期)2020-08-24
石油化工建设(2020年1期)2020-08-24
北京航空航天大学学报(2017年8期)2017-12-20
流体机械(2017年9期)2017-02-06
能源(2016年2期)2016-12-01
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
西藏科技(2015年3期)2015-09-26
橡胶工业(2015年6期)2015-02-24