TBM主轴承密封滑道设计及安装工艺
2016-07-20 01:57:06李普庆赵振威
隧道建设(中英文) 2016年6期
张 啸,贺 飞,李普庆,赵振威
(中铁工程装备集团有限公司,河南 郑州 450016)
TBM主轴承密封滑道设计及安装工艺
张啸,贺飞,李普庆,赵振威
(中铁工程装备集团有限公司,河南 郑州450016)
摘要:针对TBM主轴承密封滑道加工工艺复杂及滑道易磨损致使主轴承非正常失效的问题,提出利用热装司太立(Stellite)耐磨薄板代替碳钢淬火设计密封滑道的方法,并依据司太立耐磨薄板的特点,提出合理的焊接、安装工艺,成功地将密封滑道安装在支撑环件上。在制造过程中,热装耐磨密封滑道工艺简单,节省了密封滑道热处理所需的费用及时间。在工程应用中,耐磨滑道表面始终没有出现裂纹,且磨损量小,提高了密封滑道的耐磨性及TBM主轴承密封系统的可靠性。
关键词:TBM;主轴承;密封滑道;司太立耐磨薄板
0引言
TBM施工工法在我国广泛地应用于城市地铁、山岭隧道及引水隧道工程中。通常情况下,由于TBM施工距离长,隧道埋深大,故主轴承密封系统一旦出现故障,洞内维修困难,所以要求主轴承密封系统要有很高的可靠性。主轴承密封作为TBM的关键部件,正常使用时,通过注入油脂对密封进行润滑,但即便这样仍会在滑道上磨出凹槽。当滑道被磨损到一定程度时,水及渣土进入主轴承,导致主轴承加速磨损而提前失效。
目前,国内对于主轴承密封系统的研究较多。如文献[1]分析了TBM密封系统失效的原因;文献[2-5]提出了轴承密封损坏后的维修方法;文献[6]和文献[7]从装配、状态监测、操作维护等方面提出了提高密封系统可靠性的措施。
本文从提高密封滑道耐磨性入手,通过对不同材料属性的对比分析,选择一种耐磨性能更优的材料代替传统耐磨滑道。根据材料特性,对驱动密封滑道进行新设计,并提出新工艺,进而提高密封滑道的耐磨性及可靠性。通过实际工程案例,验证设计方法的可行性。
1司太立(Stellite)合金
TBM驱动密封系统常选用唇形密封。为增加密封滑道的耐磨性,常使用淬火碳钢作为耐磨滑道,要求淬火碳钢表面硬度为55~60 HRC,且硬度均匀。司太立耐磨滑道安装见图1。TBM密封滑道直径较大,一般的淬火工艺很难达到要求。
司太立合金是以钴、铬、钨为主要元素的银白色合金,该合金具有良好的耐滑动磨损性及抗咬合性[8],摩擦系数较低[9]。司太立钴基合金与调质后的SAE1090(相当于85弹簧钢)耐磨性对比见表1[10]。
司太立合金具有良好的耐磨性,已广泛地应用于工业领域,但是该材料较普通碳钢价格高,一般只作为表面硬化、耐磨材料。大型零件使用司太立合金提高耐磨性,都是通过在工作表面进行堆焊。目前,表面堆焊技术较成熟,但需要专门的焊接设备和具备相应经验的专业焊接技术人员操作,且焊接工艺复杂[11-12]。TBM密封滑道结构为简单圆环状,滑道受力小,使用过程中只需要表面1~2 mm具有耐磨性,其余部分只起支撑作用。因此,在设计TBM主轴承密封系统时,可将司太立薄板焊成圆环,过盈配合装配到支撑圆环上(见图1),这样既可以保证滑道表面的耐磨性,又可以节省专业设备、人员及加工费用。
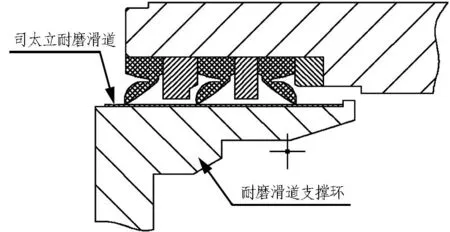
图1 司太立耐磨滑道安装
Table 1Comparison between Stellite alloy and SAE1090 in terms of wear resistance
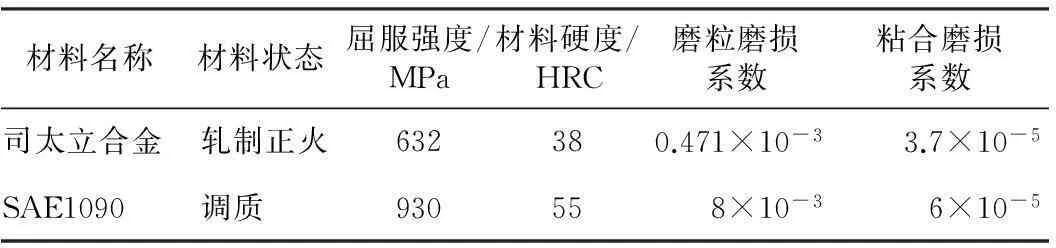
材料名称材料状态屈服强度/MPa材料硬度/HRC磨粒磨损系数粘合磨损系数司太立合金轧制正火632380.471×10-33.7×10-5SAE1090调质930558×10-36×10-5
注:材料的耐磨性用磨损系数来衡量,磨损系数为材料在单位负荷作用下滑动单位距离所引起的体积磨损,磨损系数测量见文献[10]。
2耐磨滑道设计计算
2.1耐磨滑道内径计算
耐磨滑道与密封支撑环间需要有一定的过盈量,该过盈量不仅可以使滑道紧贴在支撑环上,防止滑道移动,还可以避免滑道表面凸起及凹坑,使密封与滑道能均匀接触。如果过盈量选择偏小,使用过程中,由于温度升高、振动等原因会导致耐磨滑道脱落;而过盈量选择过大,会导致耐磨滑道安装困难,或安装后耐磨滑道受张力过大而断裂。因此,需要对耐磨滑道的内径进行精确计算。
设耐磨滑道支撑环外径为D,耐磨滑道内径为d,则滑道热装到支撑环后的伸长量
Δl=π(D-d)。
(1)
此时,司太立耐磨滑道所受的应力
σ=E·Δl/π·d=E·(D-d)/d。
(2)
此应力σ应小于司太立材料的屈服强度σs。为了防止安装后耐磨滑道因张力过大而断裂,取安全系数s,计算得到耐磨滑道的内径为
d=E·D·s/(s·E+σs)。
(3)
所以,滑道支撑环与耐磨滑道间的过盈量
Gain(生源地)=I(S1,S2,S3,S4)-E(生源地)=1·972048-1·85877=0·113278
ΔD=σs·D/(s·E+σs)。
(4)
2.2耐磨滑道热装温度计算
耐磨滑道热装时,若加热温度过低,则热膨胀量不够,无法安装;若加热温度过高,会使合金材料内部组织结构发生变化,从而影响耐磨性能。耐磨滑道热装温度计算公式为
T=(ΔD+δ)/(α×d)+T0。
(5)
式中:α为司太立材料线膨胀系数;δ为热装时的间隙,一般取直径D的0.9‰~1.4‰[13];T0为环境温度。
3耐磨滑道加工及安装工艺
3.1司太立耐磨滑道拼接主要工艺
根据上述计算,将合金材料焊接成圆环,薄板在焊接试验过程中,通常会出现焊缝缩根、焊缝错台、焊缝弯曲与焊缝扭曲等缺陷[14-15],见图2。唇形密封要求滑道表面具有较高的圆度及光洁度,合金材料自身表面粗糙度可以满足要求,但滑道焊缝处需要打磨及抛光。另外,由于驱动密封系统的重要性,因此,每条焊缝必须经过严格探伤。

(a) 弯曲变形

(b) 焊缝错台
通过不断地改进焊接试验,总结出以下焊接方法,实现对焊缝质量的控制。
1)设计工装,用于压紧薄板,防止焊接过程中发生变形;
2)焊接前将压紧工装及耐磨薄板一同预热至40~60 ℃,防止焊接后温度降低过快;
3)焊材使用耐磨性与韧性较好的司太立钴基6号焊丝;
4)采用单面焊接双面成型的焊接工艺;
5)在正式焊接前,先在薄板两端及中间多处点焊,整个焊接过程采用氩弧焊接;
6)焊接过程中注意控制焊接电流,电流太大容易造成大的焊接变形,电流太小容易焊不透,根据实际焊接效果,控制焊接电流在50 A左右;
7)整个工装及焊缝需石棉保温冷却后,再拆卸工装;
8)检查焊接成形质量,要求薄板无错台及弯曲变形;
9)焊缝打磨后测量硬度,要求焊缝处硬度不低于40 HRC;
10)对打磨后的焊缝进行RT探伤,要求焊缝处无气孔、焊渣、缩孔等缺陷,之后对焊缝进行抛光。
3.2司太立耐磨滑道热装主要工艺
耐磨滑道热装过程中,要注意环件厚度小、温度降低速度快的特点,安装过程要求一次性快速完成。主要工艺如下:
1)热装场地选择在空气流动相对较小的区域;
2)根据外界环境温度,可将支撑环适当预热至20~30 ℃;
3)由4—6人使用加热枪多点均匀加热薄环件,加热温度为150~300 ℃;
4)耐磨滑道加热到要求温度后,由4—6人使用钳子将耐磨滑道抬至支撑环上方10 cm处,停止加热后,立即同时将滑道放置到位,要求动作快而准确;
5)检查耐磨环是否安装到位,检查耐磨环与支撑环间是否存在间隙,要求耐磨环与支撑环紧密贴合,不得有缝隙。
4工程实例
以重庆地铁φ6 390 mm敞开式TBM为例,该TBM最大推力17 888 kN,额定扭矩4 054 kN·m,刀盘最高转速10.3 r/min。外密封滑道支撑环直径D=5 400 mm。司太立密封滑道薄板厚度为2 mm,弹性模量E=219 GPa,线膨胀系数α=14.1×10-6m/m℃,屈服极限σs=632 MPa,设环境温度为20 ℃,取热装间隙δ=1.4‰D,安全系数s=2.8。根据式(4),计算得到拼圆环后密封滑道内径d=5 394.44 mm。根据式(5),计算得到滑道热装前,需要的最终加热温度T=192 ℃,实际操作时,加热温度在200~250 ℃。
按照以上计算结果及工艺进行焊接及热装,并对焊缝进行RT探伤,图3显示焊缝无焊接缺陷,满足要求。密封滑道热装后,整个密封滑道与支撑环紧密贴合,安装效果良好,见图4。

图3 耐磨滑道焊缝探伤

图4 密封耐磨滑道热装效果
安装有司太立耐磨密封滑道的TBM在地铁工程中掘进,该设备主要穿越了砂岩及砂质泥岩地层,岩石中等风化,围岩单轴抗压强度40~82 MPa。掘进3.7 km出洞后,拆机检查主轴承密封滑道,耐磨滑道使用效果见图5。滑道最大磨损深度不超过0.05 mm,几乎无磨痕,大大提高了密封系统的可靠性及滑道的耐磨性。

图5 密封耐磨滑道使用效果
5结论与讨论
由于计算合理、工艺措施得当,成功地将耐磨滑道安装到支撑环上,降低了大直径TBM密封滑道制造成本及难度。实际工程掘进使用效果验证了该主轴承密封滑道具有良好的耐磨性。利用司太立耐磨薄板制作耐磨滑道,可提高主轴承密封系统的可靠性与寿命。
参考文献(References):
[1]王艳波.TBM主轴承失效形式及其在西秦岭隧道施工中的故障分析[J].隧道建设,2014,34(10):1011-1017.(WANG Yanbo.Failure types of main bearing of TBM and analysis of faults of main bearing of TBM applied in construction of West Qinling tunnel[J].Tunnel Construction,2014,34(10):1011-1017.(in Chinese))
[2]刘咀宁.盾构机主轴轴承密封的调整和更换[J].建筑机械,2006(9):101-103.(LIU Juning.Adjustment and replacement of main shaft seals of shield machine [J].Construction Machinery,2006(9):101-103.(in Chinese))
[3]缪楠.土压平衡盾构主驱动密封滑道磨损处理[J].隧道建设,2013,33(11):377-381.(MIAO Nan.Treatment measures for wearing of main drive sealing slide of EPB shield [J].Tunnel Construction,2013,33(11):377-381.(in Chinese))
[4]李润军,单仁亮,李润圣,等.盾构机主驱动密封维修改造关键技术[J].西安科技大学学报,2014(5):579-584.(LI Runjun,SHAN Renliang,LI Runsheng,et al.Key technology of shield machine main drive sealing[J].Journal of Xi’an University of Science and Technology,2014(5):579-584.(in Chinese))
[5]贾峰.TBM主轴承密封系统洞内修复[J].隧道建设,2013,33(3):252-258.(JIA Feng.Repairing of seal system of main bearing of TBM in tunnel[J].Tunnel Construction,2013,33(3):252-258.(in Chinese))
[6]王吉业,黄振东,杨学松.敞开式TBM主驱动装配[J].科技与企业,2014(6):255-256.(WANG Jiye,HUANG Zhendong,YANG Xuesong.Assemble of open TBM main drive[J].Science and Technology &Enterprises,2014(6):255-256.(in Chinese))
[7]赵战欣.TBM主轴承润滑系统减少故障的对策[J].国防交通工程与技术,2013(6):11-16.(ZHAO Zhanxin.Technical measures to reduce the failures of the lubrication system of the main bearing of the TBM[J].Traffic Engineering and Technology for National Defence,2013(6):11-16.(in Chinese))
[8]刘玉珍,桂业炜.司太立合金的性能及应用(Ⅰ)[J].机械工程材料,1992,16(5):1-6.(LIU Yuzhen,GUI Yewei.The properties and application of Stellite alloys(Ⅰ)[J].Mechanical Engineering Material,1992,16(5):1-6.(in Chinese))
[9]KC Antony.Wear-resistant cobalt-base alloys[J].JOM,2013,
35(2):52-60.
[10]Kennametal Stellite.Wrought wear-resistant alloys[EB/OL].(2013-03-15)[2015-07-01].http://www.stellite.com/.
[11]杨宁.往复泵阀组件司太立合金的焊接工艺确定[J].现代制造技术与装备,2014(4):75-77.(YANG Ning.Welding process of reciprocating pump valve assembly Stellite[J].Modern Manufacturing Technology and Equipment,2014(4):75-77.(in Chinese))
[12]刘双明,裴玉冰,肖杰.汽轮机阀座堆焊开裂原因分析与对策[J].大型铸锻件,2012(4):27-30.(LIU Shuangming,PEI Yubing,XIAO Jie.Reason analysis and resolve measures for built-up welding crack of steam turbine valve seat[J].Heavy Castings and Forgings,2012(4):27-30.(in Chinese))
[13]刘健,胡小江,王振南,等.热连轧窜辊装置改造计算机热装工艺[J].冶金丛刊,2009(3):7-9.(LIU Jian,HU Xiaojiang,WANG Zhennan,et al.Reformation and calculation of hot rolling work roll shift device and hot charging process[J].Metallurgical Collections,2009(3):7-9.(in Chinese))
[14]袁有轩.薄板焊接变形控制工艺[J].金属加工(热加工),2011(8):65-66.(YUAN Youxuan.Deformation control technology for sheet welding[J].MW Metal Forming,2011(8):65-66.(in Chinese))
[15]宗小彦,何建萍,王付鑫,等.薄板焊接的特殊问题的研究现状[J].焊接技术,2015,44(2):1-5.(ZONG Xiaoyan,HE Jianping,WANG Fuxin,et al.State-of-art of study of sheet welding issues[J].Welding Technology,2015,44(2):1-5.(in Chinese))
Design and Installation Technology of TBM Main Bearing Sealing Slide
ZHANG Xiao,HE Fei,LI Puqing,ZHAO Zhenwei
(China Railway Engineering Equipment Group Co.,Ltd.,Zhengzhou 450016,Henan,China)
Abstract:The manufacturing technologies for TBM main bearing sealing slide are complex;and the main bearing failure will be induced by slide wear.The Stellite wear resistant sheet is used for sealing slide design;and the rational welding and installation technologies of the sheet are presented.The cost and time-needed are saved;the wear resistance of sealing slide is improved and the feasibility of sealing system of TBM main bearing is guaranteed.
Keywords:TBM;main bearing;sealing slide;Stellite wear resistant sheet
收稿日期:2015-05-29;修回日期:2016-03-21
基金项目:国家高技术研究发展计划“863计划”(2012AA041801)
第一作者简介:张啸(1987—),男,山西大同人,2013年毕业于太原理工大学,机械设计专业,硕士,工程师,现从事TBM设计工作。E-mail:tbm007@126.com。
DOI:10.3973/j.issn.1672-741X.2016.06.017
中图分类号:U 455.3
文献标志码:A
文章编号:1672-741X(2016)06-0762-04