
一种数字化焊接电源系统
2016-07-19 01:16刘洪柳范佳春
长春工业大学学报 2016年3期
关键词:数字化
刘洪柳, 付 虹, 范佳春
(长春工业大学 电气与电子工程学院, 吉林 长春 130012)
一种数字化焊接电源系统
刘洪柳,付虹,范佳春*
(长春工业大学 电气与电子工程学院, 吉林 长春130012)
摘要:以P89LPC933为主控芯片,利用Beckhoff系列产品模块作为操作界面,以IGBT为核心逆变器件,开发了工作频率为20kHz的数字化逆变焊接电源系统。进行了电源焊接工艺实验,测试了电源的暂载率、主要工作波形,分析测试结果表明,所设计的系统合乎标准。
关键词:P89LPC933; 数字化;PWM
0引言
传统的逆变焊接电源虽然已经受到人们广泛的青睐,但是由于它自身存在着比较多的不足,已不能满足时代的需求。数字化逆变焊接电源是一种采用数字信号来完成焊接工艺闭环控制的新兴技术,它克服了传统的逆变电源动特性不够理想、控制柔性差的缺点,已经成为未来焊接电源发展的趋势[1]。
1电源主要系统设计
1.1电源的主控系统
本课题所研究的数字化焊接电源系统具有强大的数据运算与处理能力,整个系统的控制精度高、输出稳定性好,可以实现多输出特性,它的柔性化控制可以适应不同焊接方式的要求,主控系统完成数字化利于整机升级和与其他设备衔接,电源主控系统框图如图1所示。

图1 电源的主控系统框图
图中通过霍尔传感器从逆变整流后的直流输出端取出反馈信号,经过采样调理电路处理后,一路送入倍福控制器供显示,一路送入P89LPC933为系统提供保护,一路送入TL494作为PWM控制的反馈信号。用户通过设定倍福控制器产生输出给定值,经过D/A转换、滤波等处理后送到TL494,用来控制PWM的产生,实现焊接电流的恒流控制和电流的幅值调节。主控系统设有过流、欠压、过压、过热等保护电路,当电源系统出现异常情况时,P89LPC933通过关断TL494来关断IGBT的驱动信号,进而保护电源系统[2]。P89LPC933最小控制系统如图2所示。

图2P89LPC933最小控制系统
本电源系统的控制芯片采用的是具有高性能处理器结构的P89LPC933单片机,它的处理能力是标准的80C51器件的6倍,内部集成了许多系统级的功能,指令执行时间只需2~4个时钟周期。P89LPC933主要负责电源的各种杂项保护控制,并为倍福控制器提供显示信息。
1.2PWM控制电路设计
考虑到电源系统的稳定性和可靠性因素,文中设计的PWM发生电路采用TI公司推出的电压驱动型脉宽调制控制集成电路TL494单独完成,其内部结构如图3所示。
TL494是一种固定频率脉宽调制电路,它包含了开关电源控制所需的全部功能,广泛应用于单端正激双管式、半桥式、全桥式开关电源中[3]。以TL494为核心的PWM控制电路如图4所示。
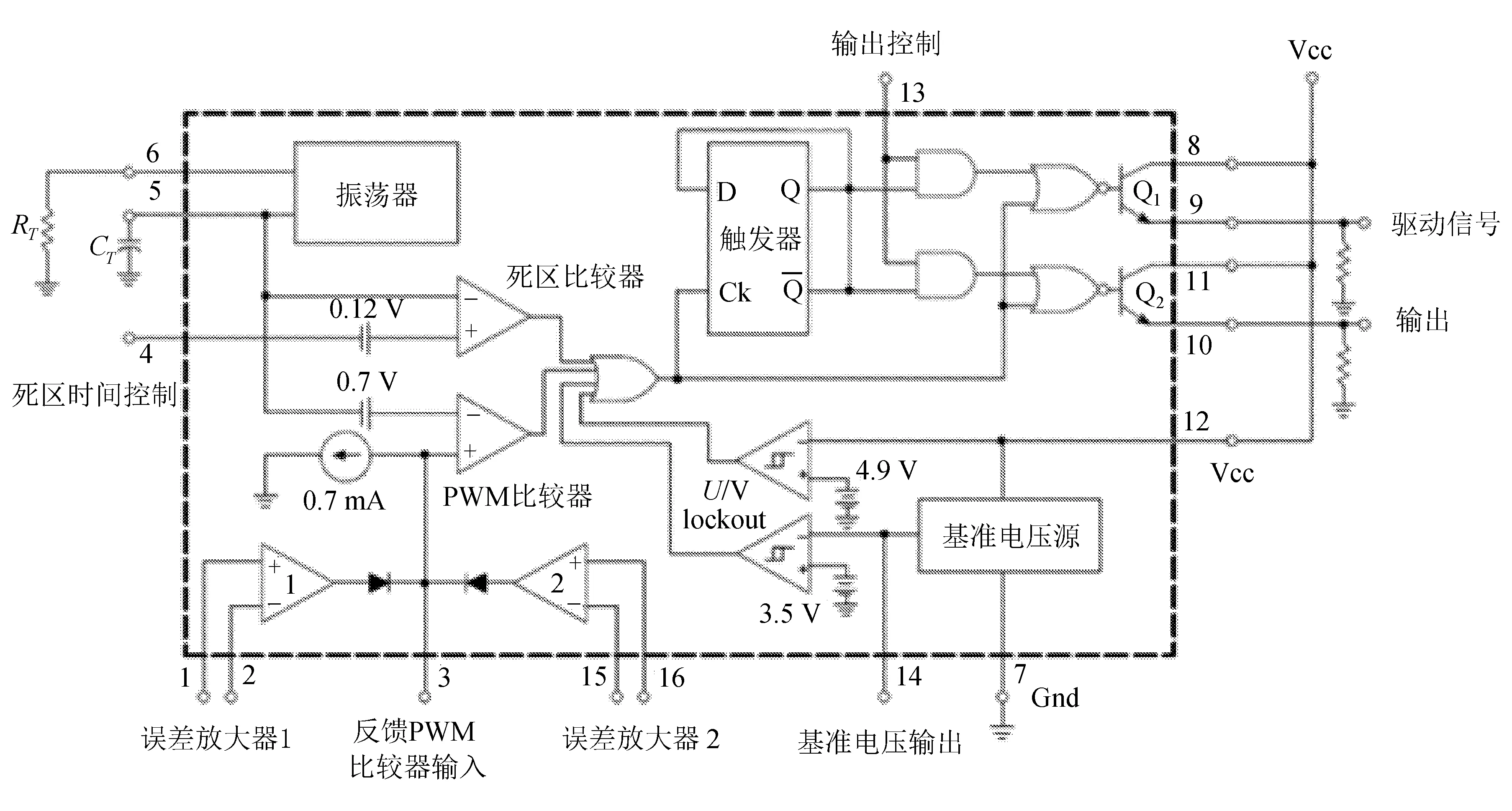
图3 TL494内部结构图

图4 以TL494为核心的PWM控制电路
1.3采样电路设计
采样电路的作用是将焊接电源输出的电流信号经过转换,变为可供控制芯片识别和处理的信号。一般采用三种方式取样:直接取样、线性光耦隔离取样、霍尔传感取样[4]。
1.3.1直接取样
通过简单的电阻分压把输出的实时电弧电压采样后送给控制中心。
1.3.2线性光耦隔离取样
将焊接电压分压后由线性光耦隔离传递电压信号。
1.3.3霍尔传感器取样
霍尔器件的输出电压与磁场的变化有良好的线性关系,将霍尔器件放在被检测电流产生的磁场中,霍尔器件的输出电压直接反映被测信号电压,由此电压值来标定原边被测电流的大小。具体电路如图5所示。
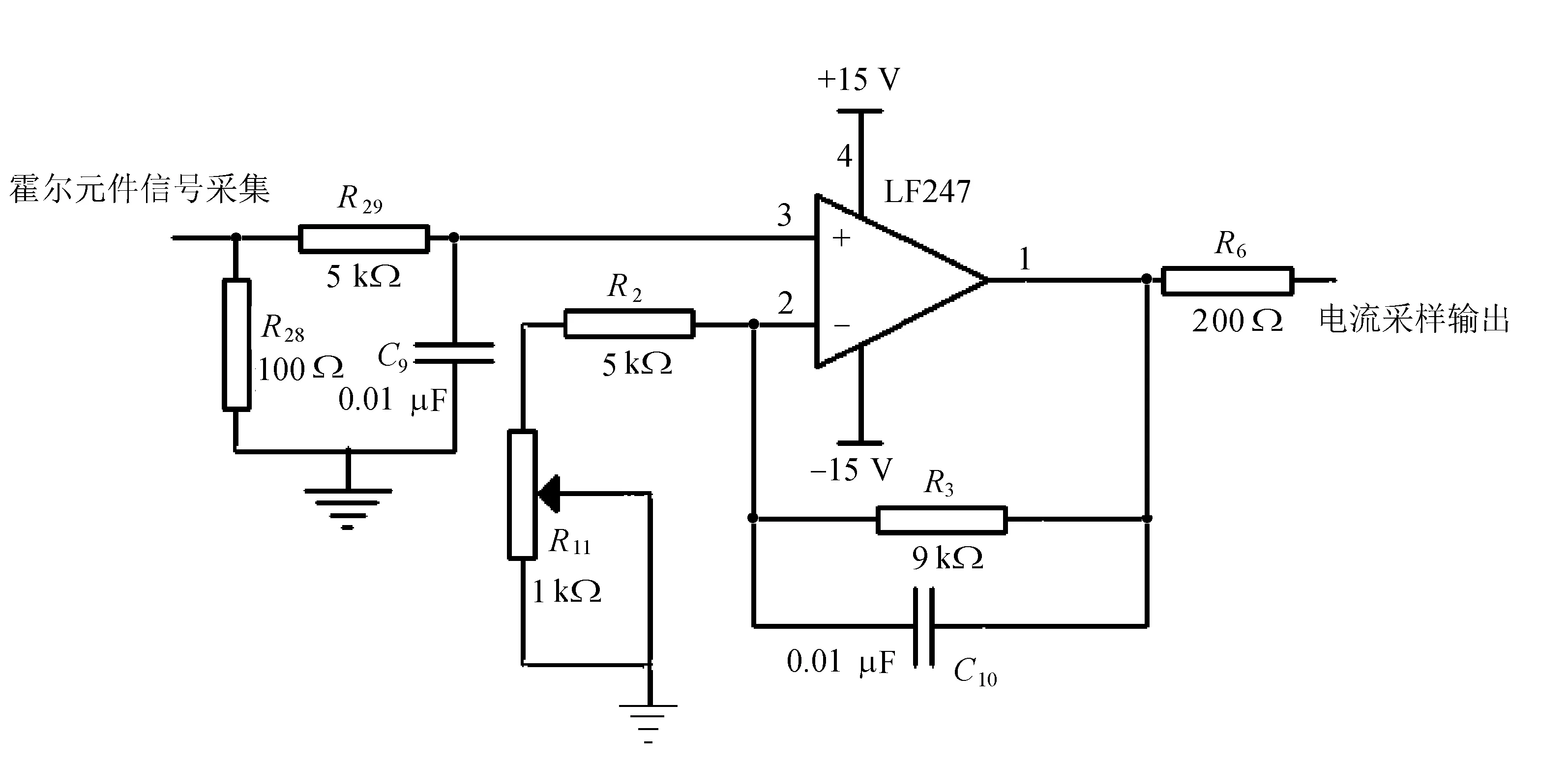
图5电流采样电路
2系统主要功率器件的计算与选择
2.1逆变IGBT的计算
IGBT是逆变焊接电源中最重要的开关器件,为了使电源系统更加稳定,性能更加优异,选择与电源系统参数相匹配的IGBT至关重要[5]。IGBT的计算方法如下。
2.1.1额定电压Ucep
由于本电源添加了功率因数校正系统,可以为IGBT提供稳定在400V的输入电压,则IGBT关断时的峰值电压为:
式中:1.15----过压系数;
150----尖峰电压;
α----安全系数,取1.1。
考虑到裕量,实际取Ucep=1 200V。
2.1.2额定电流Ic的选择
在25 ℃的条件下:
式中:I----中频变压器原边电流,取25A;
1.5----过载容量系数;
1.4----额定电流减小系数。
考虑到裕量,实际取Ic=100A。
综上所述,可选用西门康公司的额定电压1 200V,额定电流100A的SKM75GB128D模块。
2.2中频变压器的设计
中频变压器的性能是由磁芯材料及绕制工艺决定的,它是主电路中重要的磁性元件之一,其参数的设计直接影响着逆变器的工作状态。然而市场上有各种各样的磁芯材料。文中选择电阻率高、温度系数小、矫顽力小、损耗小的微晶材料作为变压器的磁芯,磁芯形状为环形磁芯,以减小变压器漏感[6]。
2.2.1原副边的变比
中频变压器原、副边的变比的确定直接影响到变压器的效率,合适的变比对于减小电路中元器件的损耗有着很大的作用。为了得到所需求的输出电压,变压器的变比应按照输入电压为最低的值时来选择。通过下式计算次级电压的最小值:
式中:UD----整流二极管的通态压降,取0.7V;
UL----输出滤波电感上的直流压降,取0.5V;
Uo(max)----输出最大空载电压值。
本设计电源的空载电压为51V,即Uo(max)=51V,取Dmax=0.88,则算得
Usec(min)=59.3 V
系统经过PFC校正后的直流电压Uin=400V,故变压器的变比为:
所以实际取K=7。
2.2.2原边与副边匝数
选用Fe-B基微晶材料作为变压器磁芯。其中:
则副边匝数Wsec可由下式决定:
式中:Ae----磁芯的有效导磁截面积;
fs----工作频率,Hz;
Bm----磁感应强度,T。
根据副边匝数和变比,取Wsec=3,可计算原边匝数为:
Wp=Wsec×K=3×7=21
即副边匝数为3匝,原边匝数为21匝。
2.3快速恢复二极管的计算
作为系统输出端的快速恢复二极管,它是一种开关特性好、反向恢复时间短的半导体二极管,在开关电源中,主要是用于高频整流。输出整流二极管的选择主要考虑额定电流和承受最大反向电压两个参数。本系统中设计的快速恢复二极管的额定电流为:
I2N=0.5Io=0.5×200=100
式中:Io----电源输出最大电流,200A。
快速恢复二极管承受最大反向电压:
式中:Umax----IGBT承受的最大稳态电压,1 200 V;
n----变压器变比。
考虑安全余量,选择最大反向电压600 V,额定电流120 A的DWM2F60N060的快速恢复二极管。
3实验结果分析
3.1电源暂载率测试
暂载率也叫负载持续率,是指此设备能够满载工作时间的比率;是焊接电源的一个重要性能指标[7]。暂载率表达式如下:
式中:tw----工作时间;
ts----停息时间。
暂载率测试条件:工作电流:200A,工作电压 18V,100%暂载率,室温25 ℃,每隔10min采集一组数据。实验数据见表1。

表1 100%暂载率下主要元器件温度 ℃
主要元器件温度如图6所示。
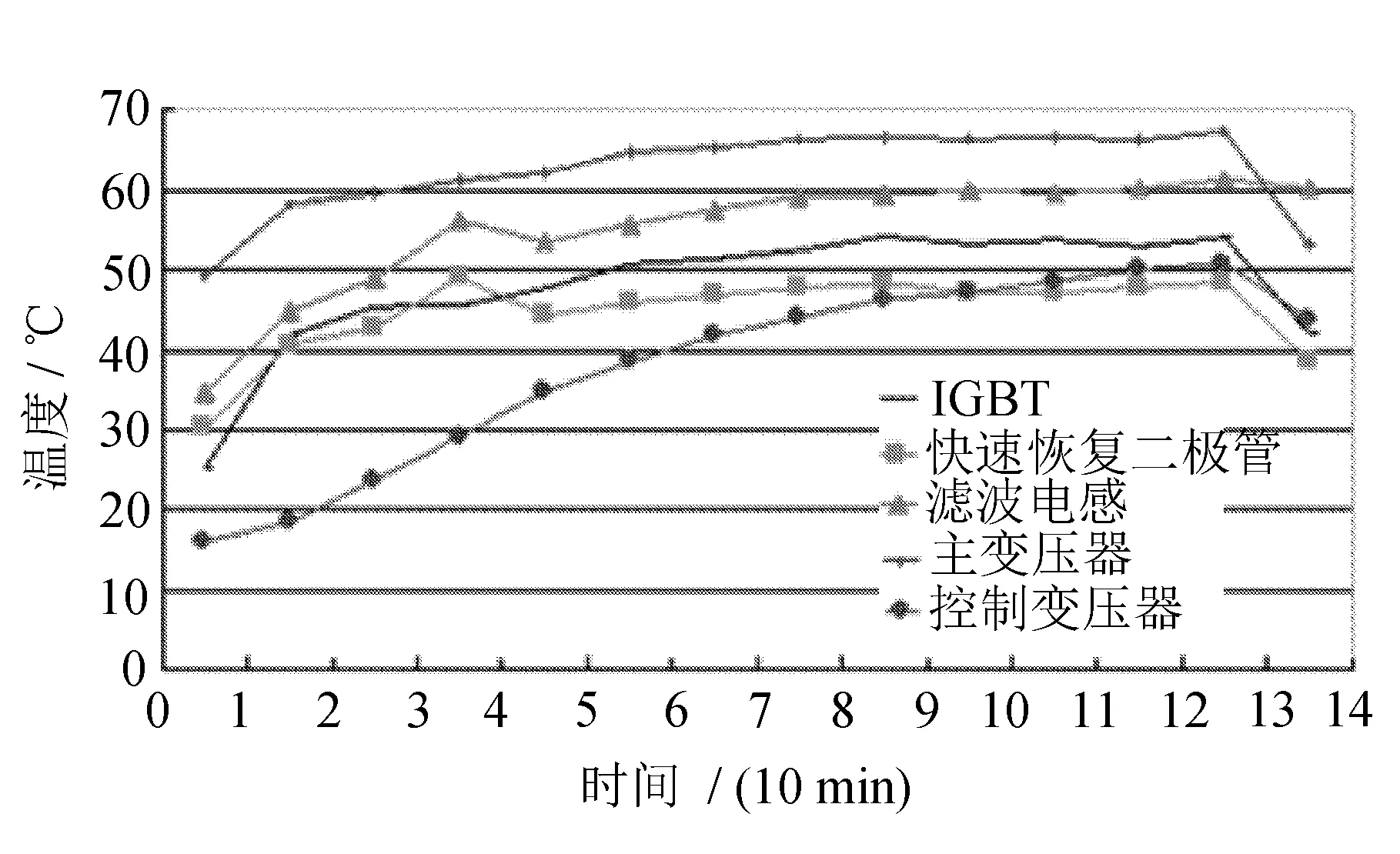
图6 主要元器件温度
由图6可以看出,在100%暂载率的条件下,电源连续工作2 h,各主要元器件没有出现过热烧毁的情况,电源可以正常运行,设计合理。
3.2电源主要波形测试
电源波形的好坏直接关系到电源的焊接性能,下面对电源主要部分的波形进行了测试。输出电流100 A,电压14 V的情况下各处波形测试结果如图7所示。
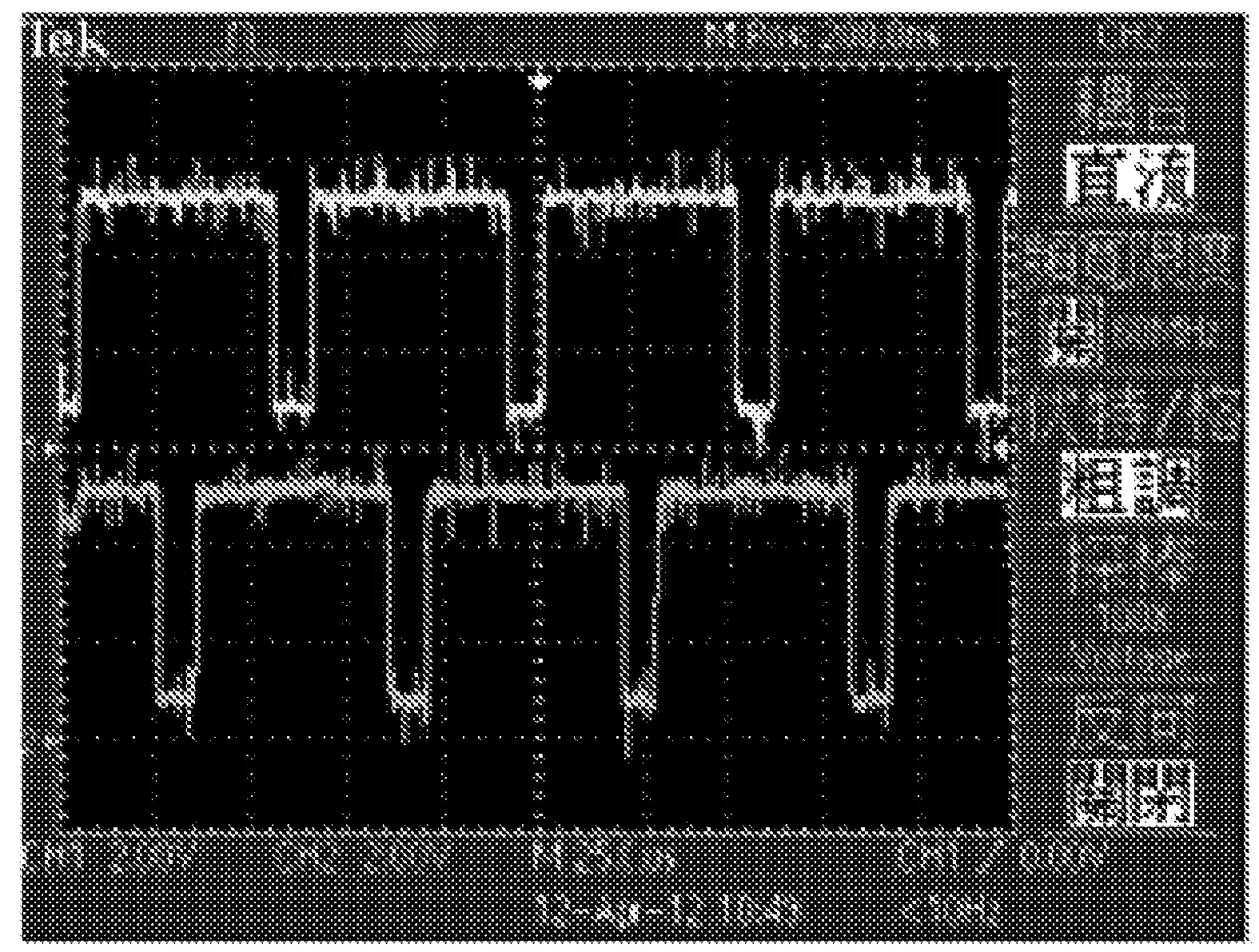
图7 IGBT驱动PWM波形
由图7可以看出,IGBT电压上升沿和下降沿都没有明显的寄生振荡产生,但是由于功率变压器初级无吸收电路,变压器漏感、导线电感与IGBT模块寄生电容之间的高频谐振必然发生[8]。
主变原副边电压波形如图8所示。
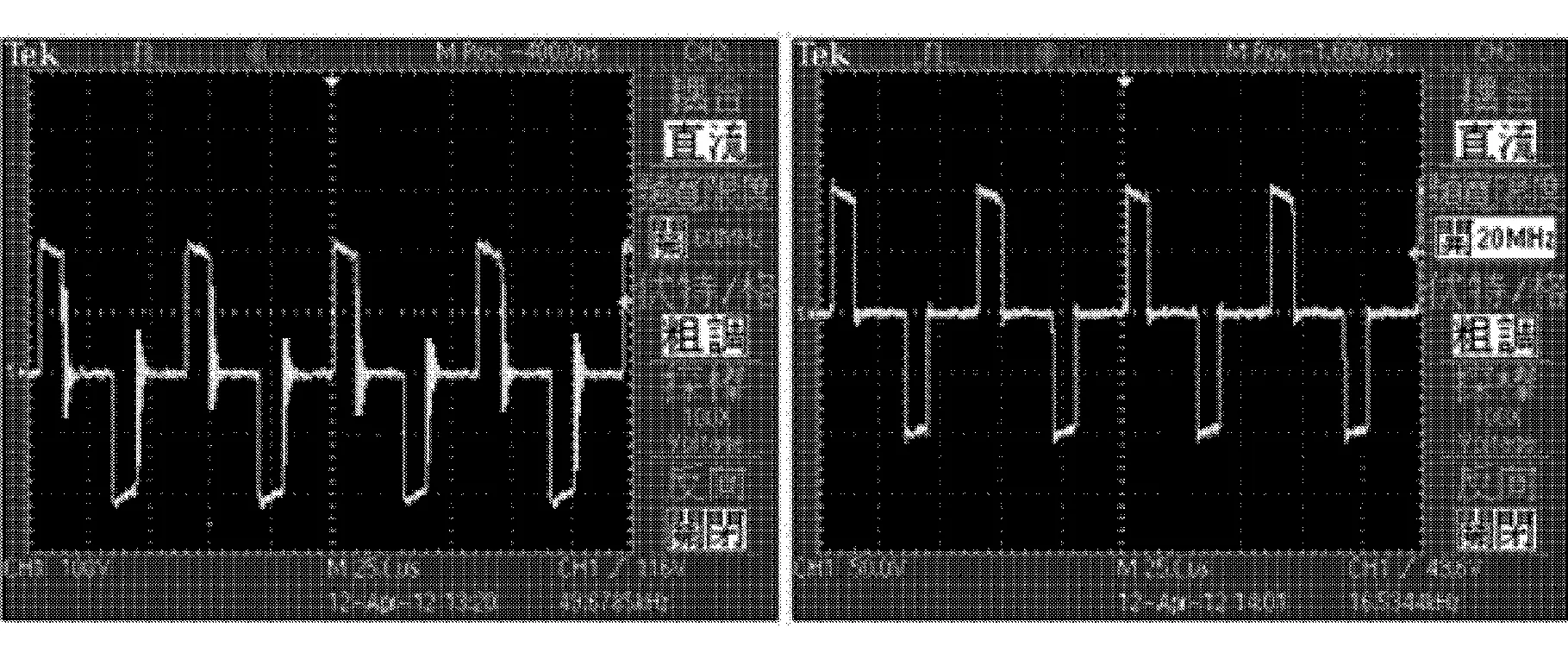
图8 主变原副边电压波形
通过变压器的功率传递,将电流送往快速恢复二极管进行整流。图中变压器波形的尖峰很小,对焊接质量没有过大影响,符合设计要求。
快速恢复二极管输入和输出的电压波形如图9所示。
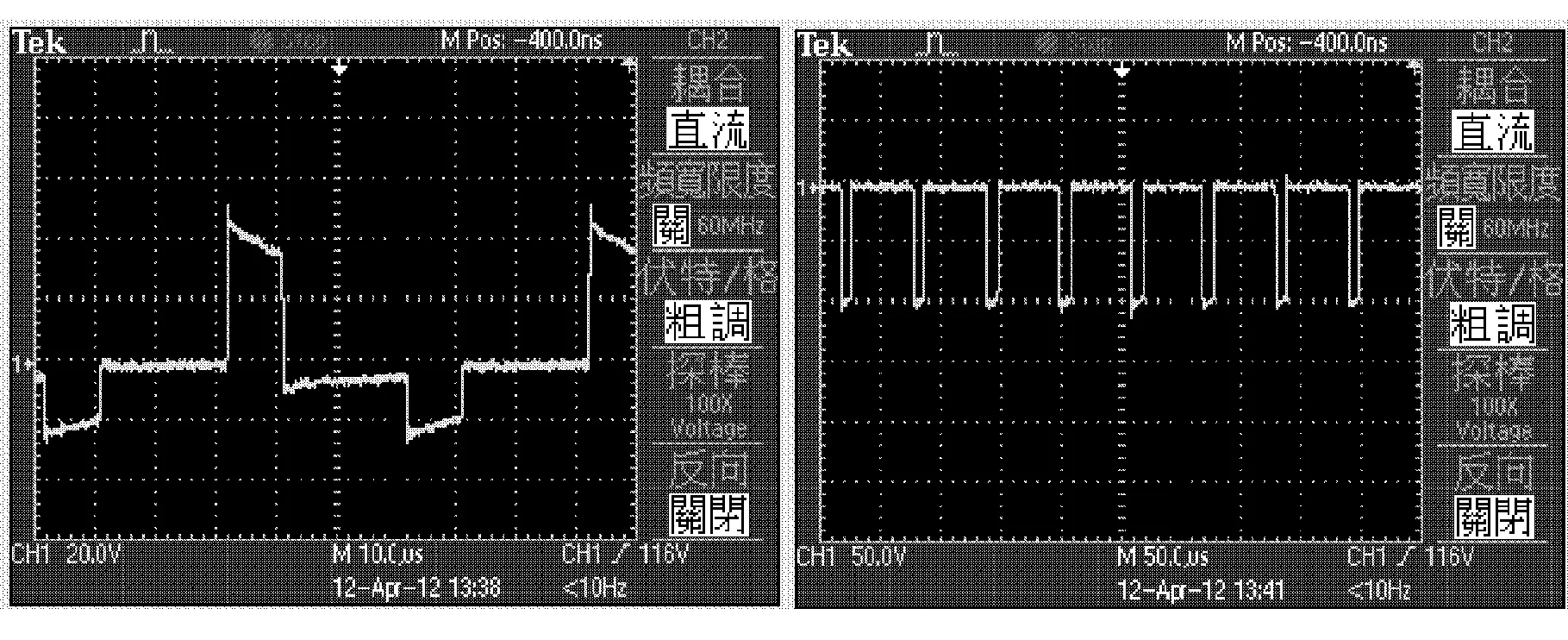
图9 快速恢复二极管输入和输出的电压波形
从变压器副边出来的电流经过快速恢复二极管的高频整流,变为相对平滑的方波直流电流,送入滤波电感进一步整流。
负载输出波形如图10所示。
为了测量安全和防止过多的杂波,测量端选在经过滤波措施的反馈电路。从图10可以看出,输出的电流波形比较平整,基本满足设计目的。

图10 负载输出电流波形
4结语
设计了逆变焊接电源系统,计算并选取了IGBT和中频变压器的参数和型号,系统采用P89LPC933为主控芯片,完成了焊接电流、弧压采样电路以及各项杂项保护电路等硬件设计。利用PWM控制模式完成逆变电源的功率调节,对电源进行了焊接工艺实验,并对实验结果进行了分析,测试了电源的暂载率、主要工作波形、功率等。实验表明,该数字化焊接电源高效节能、工作稳定、性能可靠。
参考文献:
[1]张健.基于DSP的大功率逆变焊接电源的研究[D].无锡:江南大学,2009.
[2]陈晓峰.多功能数字化焊机智能控制[D].广州:华南理工大学,2011.
[3]Chris Iannello, Shiguo Luo, Issa Batarh. Small-signal and transient analysis of a full-bridge, zero-current-switched PWM converter using an average model[J]. IEEE Trans. Power Electron,2003(18):793-801.
[4]王福生.霍尔电流传感器在电焊机中的应用[J].电焊机,2007,37(5):1-5.
[5]王军波,孙振国.半桥式IGBT逆变焊接电源输出容量计算及变压器参数设计[J].电焊机,2000(12):16-19.
[6]Palan P K, Murugan N. Selection of parameters of pulsed current gas metal arc welding[J]. Journal of Materials Processing Technology,2006,172(1):1-10.
[7]何建萍,张春波,吴毅雄,等.数字化焊接电源系统特征及分析[J].焊接技术,2003,32(6):24-28.
[8]方臣富,俞加俊.VPTIG焊接电流参数对电弧形态及焊接质量的影响[J].焊接学报,2007,28(12):21-23.
DigitalweldingpowersourcesystembasedonP89LPC933
LIUHongliu,FUHong,FANJiachun*
(SchoolofElectrical&ElectronicEngineering,ChangchunUniversityofTechnology,Changchun130012,China)
Abstract:WithP89LPC933asmaincontrolchip,BeckhoffmoduleasinterfaceandIGBTasinverter,wedevelopadigitalinvertedweldingpowersourceworkingat20kHz.Theweldingtechniqueexperimentforthepowersuppliesiscarriedout,andtheresultsshowthatthetemporaryloadrateandoperationcurvesmeettheneedsofstandardrule.
Keywords:P89LPC933;digital;PWM.
收稿日期:2015-10-18
基金项目:吉林省科技厅重点攻关项目(20130206029GX)
作者简介:刘洪柳(1987-),男,汉族,吉林农安人,长春工业大学硕士研究生,主要从事测试技术和智能系统方向研究,E-mail:Even0128@163.com. *通讯作者:范佳春(1987-),男,汉族,黑龙江集贤人,长春工业大学硕士研究生,主要从事测试技术和智能系统方向研究,E-mail:fanjiachunkeji@163.com.
DOI:10.15923/j.cnki.cn22-1382/t.2016.3.17
中图分类号:TP23
文献标志码:A
文章编号:1674-1374(2016)03-0292-06
猜你喜欢
交通建设与管理(2022年1期)2022-04-09
纺织科学研究(2021年6期)2021-07-15
英语文摘(2019年9期)2019-11-26
福建基础教育研究(2019年1期)2019-09-10
福建基础教育研究(2019年1期)2019-05-28
中国卫生(2016年2期)2016-11-12
